核级不锈钢厚壁管道TIG焊工艺研究
2018-05-30刘金平冯英超潘国伟任丽丽
■ 刘金平,冯英超,潘国伟,任丽丽

扫码了解更多
1. 概述
304L不锈钢因具有良好的耐蚀性、耐热性、较好的力学性能和工艺性能而被广泛应用于机械设备、海洋工程以及压力容器等领域。近年来,随着现代工业结构向大型化、高效化的发展,厚板及厚管的焊接结构的应用有着重要的意义。对于双相不锈钢而言,其耐蚀性和力学性能除受化学成分的影响外,还取决于组织中不同相之间的比例分配。
厚壁管道的焊接通常采用多层多道焊,此时,焊接热输入是影响焊接接头微观组织和力学性能重要因素,焊接热输入过大会造成焊缝金属晶粒过大,进而导致焊缝的抗拉强度和韧性下降;焊接热输入过小会产生焊道未熔合等缺陷。因此,要获得优良的厚壁管道焊接接头存在一定的难度。
本文针对核电用304L不锈钢管道的TIG焊进行了焊接工艺的研究,并分析了焊接接头的微观组织和力学性能,以期为后续的安装阶段提供工艺支持。
2. 试验材料和方法
本试验所用焊接母材为TP304L不锈钢管,具体化学成分如表1所示,规格为ϕ273mm×28.58mm。试验所用填充材料为ϕ2.0mm的ER316L不锈钢焊丝,化学成分如表2所示。本试验所采用的焊接方法为手工钨极氩弧焊。
焊接前用钢丝刷和丙酮清除坡口面及坡口两侧25mm范围内的泥沙、水分、油污等杂质,保证焊接过程稳定。焊缝正面和背面均采用氩气保护,保护气流量为:正面8~12L/min;背面6~8L/min。焊接坡口尺寸和焊道分布如图1所示,焊接坡口角度为70°,坡口组对间隙为2mm。试验过程所用焊接参数如表3所示。
3. 试验结果
(1)焊接接头显微组织 在多层多道焊焊接过程中,前一层焊缝对后一层焊缝有预热作用,而后一层焊缝对前一层焊缝有热处理作用。并且打底层、中间层和盖面层区域所经历的焊接热循环不同,使得接头不同区域组织和力学性能产生差异,因此对不同区域焊缝微观组织进行了对比分析。

表1 TP304L不锈钢的化学成分(质量分数) (%)

表2 ER316L不锈钢焊丝化学成分(质量分数) (%)
图2为显微组织取样示意,其中A、B、C和D区域分别代表焊缝打底层,中间层,盖面层以及热影响区附近的熔合线区域。图3为焊接接头不同区域微观组织形貌,发现焊缝组织主要由δ铁素体和奥氏体组成。316L不锈钢焊缝凝固属于铁素体-奥氏体模式(FA),在焊缝冷却凝固初期铁素体首先结晶析出,随后先析出的铁素体与液态熔池金属发生包晶反应生成奥氏体,其中奥氏体的形核主要依附先析出的铁素体。随着温度的进一步降低,大部分初生铁素体经过固态相变转变成奥氏体,剩余的少量铁素体呈板条状或骨架状于奥氏体中弥散分布。
图3a为打底层焊缝中心微观组织,可以看出奥氏体晶粒呈现细小的等轴晶在焊缝中均匀分布,铁素体呈现细小的蠕虫状分布于奥氏体之上。图3b为中间层焊缝中心微观组织,主要由沿垂直于基板方向的柱状奥氏体晶粒,骨架状铁素体和板条状铁素体构成,柱状晶呈现的方向性主要与焊缝金属凝固过程的散热方向有关。图3c为盖面层焊缝中心微观组织,由图可知在焊缝顶部出现了柱状晶生长方向的转变,由定向生长树枝晶向等轴晶转变的过渡区,且等轴晶晶向发生改变,而底部和中部没有等轴晶出现的原因是增材制造过程中后一层熔敷金属将前一层金属完全重熔,使得先前生成的等轴晶完全重熔,从而保证试样柱状晶的连续性。并且相比于焊缝中部盖面层奥氏体和铁素体尺寸都有了进一步的增大,这主要是由于随着焊接层数的增加,热积累不断增大。图3d为焊缝熔合线附近微观组织,可以发现是由垂直于熔合线方向生长的柱状晶构成,因为焊缝金属凝固初期,沿垂直于熔合线方向散热最快。
(2)焊接接头抗拉强度 从焊接好的试样取拉伸试件,常温和高温焊接接头拉伸试件各加工三个,取其平均值作为试样的拉伸强度,以减小试验误差,拉伸结果如图4所示。试样常温拉伸强度为606MPa,350℃下的高温拉伸强度为418MPa,均满足焊接接头的性能要求。
同时发现,常温和高温拉伸试件皆在焊缝处断裂,这是由于在焊缝区域存在粗大的奥氏体柱状晶,使得晶间结合强度降低,进而使焊缝成为接头薄弱部位。
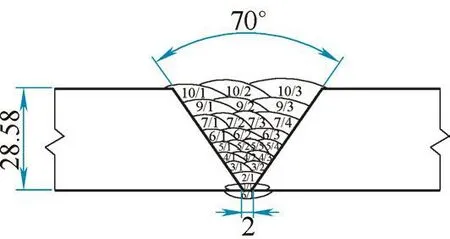
图1 焊接次序及坡口尺寸示意
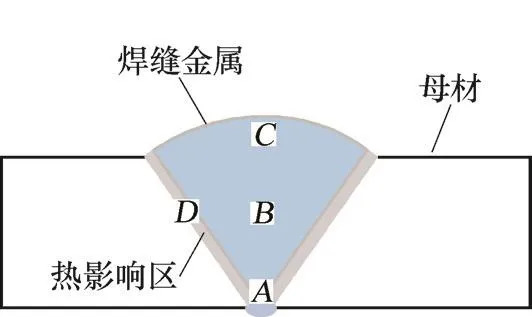
图2 显微组织取样位置示意
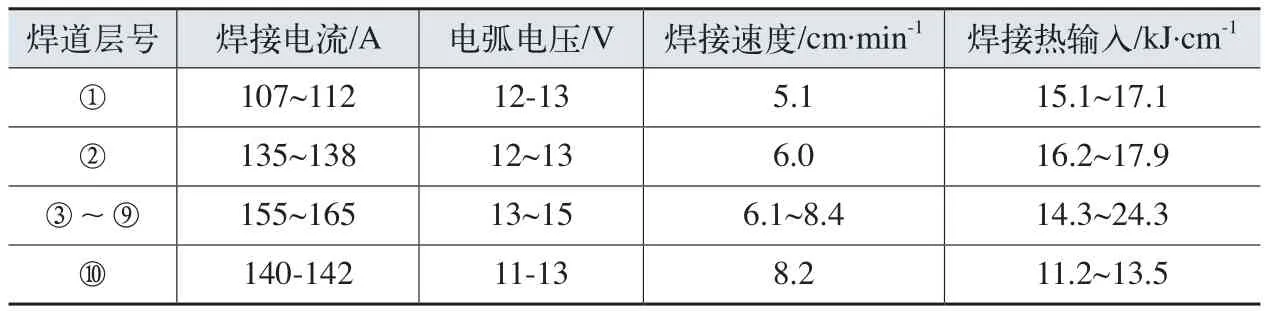
表3 焊接参数

图3 焊接接头微观组织形貌
(3)焊接接头显微硬度 为分析焊接接头不同区域的性能差异,对接头横截面不同位置深度水平方向的硬度分布进行了显微硬度测试。采用HVS1000型显微硬度计分别对距离管材上下表面2mm处以及中心处硬度分布进行测量;垂直焊缝方向不同厚度层上横向硬度分布如图5所示。
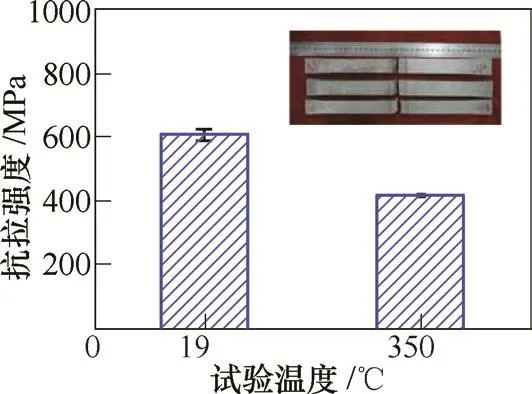
图4 拉伸测试结果
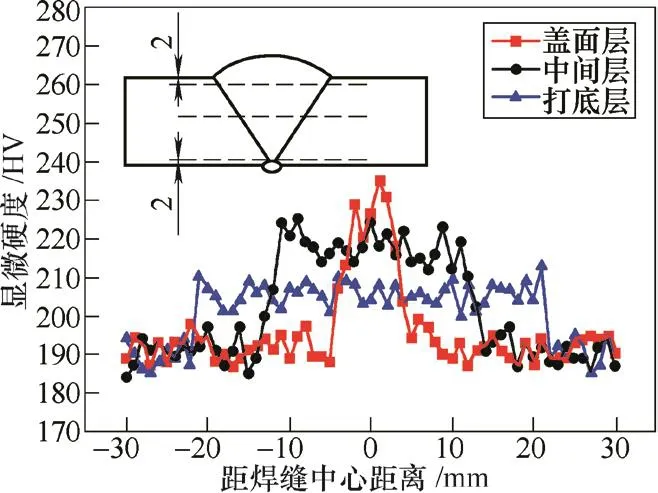
图5 垂直焊缝方向不同厚度层上横向硬度分布
由于焊缝坡口有一定斜度并且盖面层焊枪摆动,沿厚度方向焊缝宽度不相同,导致不同厚度层下热影响区所处的位置不同。从图5可以看出,不同厚度层上接头硬度的分布规律大体一致。焊缝区硬度普遍高于母材。并且焊缝区硬度呈现打底层>焊缝中心层>焊缝盖面层的趋势,随着焊接层数增加,热积累的不断增大,使得铁素体和奥氏体的晶粒尺寸不断增加,进而导致焊缝接头出现软化现象。
4. 结语
(1)采用多层多道焊方式进行了核电用304L不锈钢管道的TIG焊焊接工艺的研究,并对焊接接头微观组织和力学性能进行分析。
(2)发现焊缝组织主要由δ铁素体和奥氏体组成。打底层、中间层、盖面层以及熔合线附近区域晶粒大小、形态和取向均存在差异。
(3)焊接接头的室温和高温抗拉强度分别为606MPa和418MPa,满足焊接接头的性能要求。焊缝区硬度呈现打底层>焊缝中心层>焊缝盖面层的趋势。
[1] 林尚扬, 于丹, 于静伟. 压力容器焊接新技术及其应用[J].压力容器, 2009, 26(11):1-6.
[2] 李景波, 王东建, 王刚, 等. 冶金高炉炉体横环缝自动化焊接技术及设备的研究与应用[J]. 焊接, 2006, (4):47-50.
[3] Christensen K H, Sørensen T, Kristensen J K. Gas metal arc welding of butt joint with varying gap width based on neural networks[J]. Science and Technology of Welding &Joining, 2005, 10(1):32-43.
[4] Shiga C. Systematic approach to solution of welding problems in STX21 project:aiming for remarkable advances in welded joints[J].Science and Technology of Welding & Joining, 2000,5(6): 356-364.
[5] 王朝岭. 奥氏体-铁素体不锈钢焊接工艺评定及焊接质量控制[J]. 焊接技术, 2016(8):95-96.
[6] 杨文平. 443铁素体不锈钢随焊冷却焊接接头的组织和性能研究[D]. 太原理工大学,2012.
