北京动车段CRH2型动车组转向架检修间工艺设计
2018-05-30欧阳鹏
欧阳鹏
(中国铁路设计集团有限公司,天津 300142)
北京动车段作为全路早期建设四大动车组检修基地之一,原规划主要承担华北地区配属动车组一至五级修及东北地区配属动车组四、五级修检修任务。本着“辐射周边,服务全路”的原则,该段既可以满足北京枢纽内京沪、京哈、京广方向的本线、跨线动车组以及京津城际动车组较高级修程的检修需求,还承担着派驻天津、济南动车组的三级修以上的检修任务。该段主修CRH3、CRH5型,兼容CRH2型动车组。
北京动车段原设计能力为承担配属动车组300标准组的高级修。截止到2014年底,北京铁路局配属动车组已接近250标准组。既有转向架检修间各车型同线检修,由于检修程度、检修节拍不同,需将各车型转向架分区作业以提高检修作业效率,便于检修管理;动车组三四级修实际检修、调试时间较原设计修时变化较大,造成检修、调试能力不足,部分检修工艺和工装设备不能满足作业需求;同时大部件和零部件存储能力也不足。故为满足动车组高级修检修作业需求,提高动车检修质量和生产效率,保证旅客运输安全,2015年初铁路总公司立项批复决定实施北京动车段高级修扩能改造工程。
1 概述
为解决北京动车段转向架检修效率低、既有静调能力不足、既有库存能力不足等问题,改善动车段高级检修能力,针对既有高级检修设施进行扩能改造。主要设计方案如下:
(1)在既有转向架检修间西侧新建转向架检修间1座,将CRH2型动车组转向架检修作业分区设置,提高检修作业效率并便于检修的管理;
(2)在既有静调库南侧新建一线静调库1座,承担高级修动车组静态调试、动态称重作业、满足1列16辆编组或2个8辆编组动车组作业需求;
(3)在既有转向架间北侧新建配件库1座,用以存放转向架部件,缓解动车段既有材料库库存能力不足问题。
图1为新建转向架检修间在北京动车段高级修扩能改造工程总平面布置图上位置,该车间位于高级修板块西北侧,其东侧为既有转向架检修间,南侧为既有油漆库,东南侧为既有高级修库。待修转向架由新建转向架检修间南侧入库,库内可完成转向架分解、清洗,构架检修、存放,转向架组装、调试、交验等作业,转向架轮对检修、小部件检修利用既有转向架检修间设施。
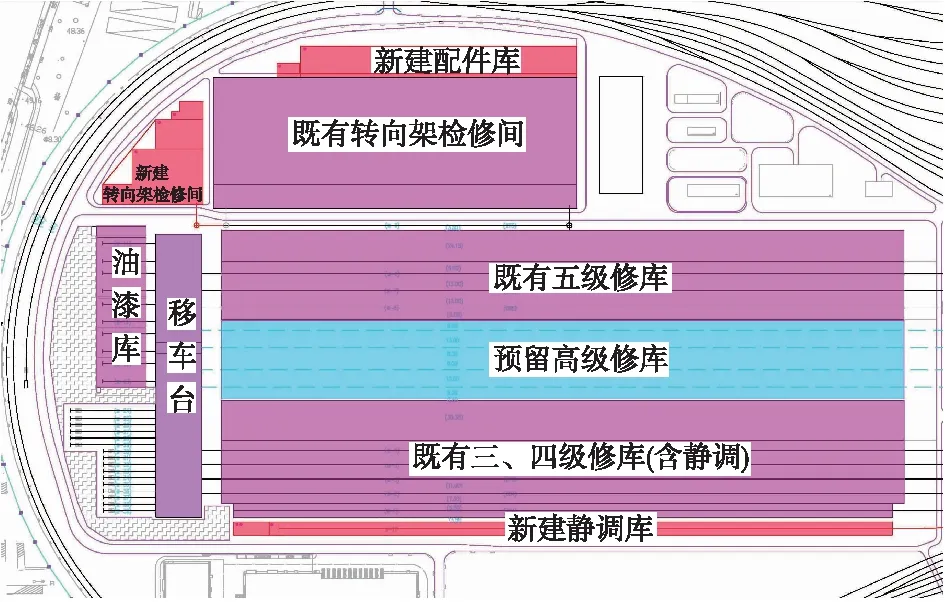
图1 北京动车段高级修扩能改造工程总平面布置
根据实际生产情况,既有转向架检修间由于各车型同线检修,检修能力仅为4个转向架/d,折算年转向架检修能力为62组/年;按原设计300标准组/年检修能力,根据铁路总公司规定相关修程、修制规定,结合北京铁路局既有CRH2型及CRH3、CRH5型动车组配属规模(CRH2型与CRH3、CRH5型动车组配属比例为4∶6),预计年高级修工作量见表1。
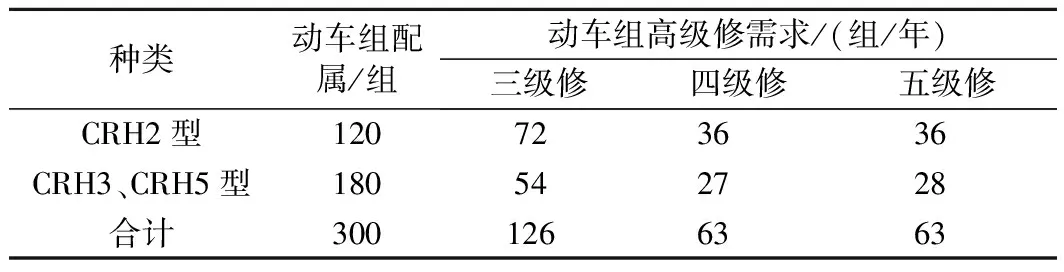
表1 北京动车段高级修工作量
鉴于北京动车段主修CRH3、CRH5型,兼容CRH2型动车组,北京动车段仅承担CRH2型动车组三级修作业,测算如承担原设计300标准组/年检修任务量,则需承担CRH2型动车组三级修72组/年,折合转向架检修需求为5个/d。本次设计为考虑后续转向架检修预留一定能力,新建CRH2型动车组转向架检修间按日检修8个转向架进行设计。
2 工艺流程
根据新建转向架检修间功能,车间主要承担CRH2型动车组转向架检修作业(轮对检修利用既有转向架检修间),针对此车型转向架检修,工艺流程如图2所示,工序及周期如表2所示。
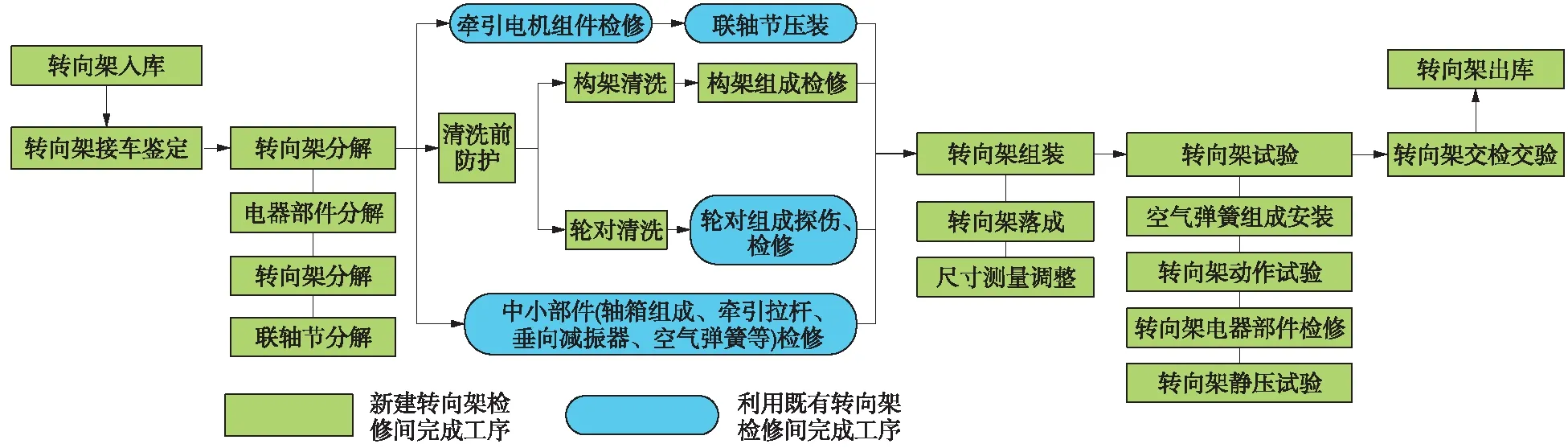
图2 CRH2型动车组转向架三级修工艺流程
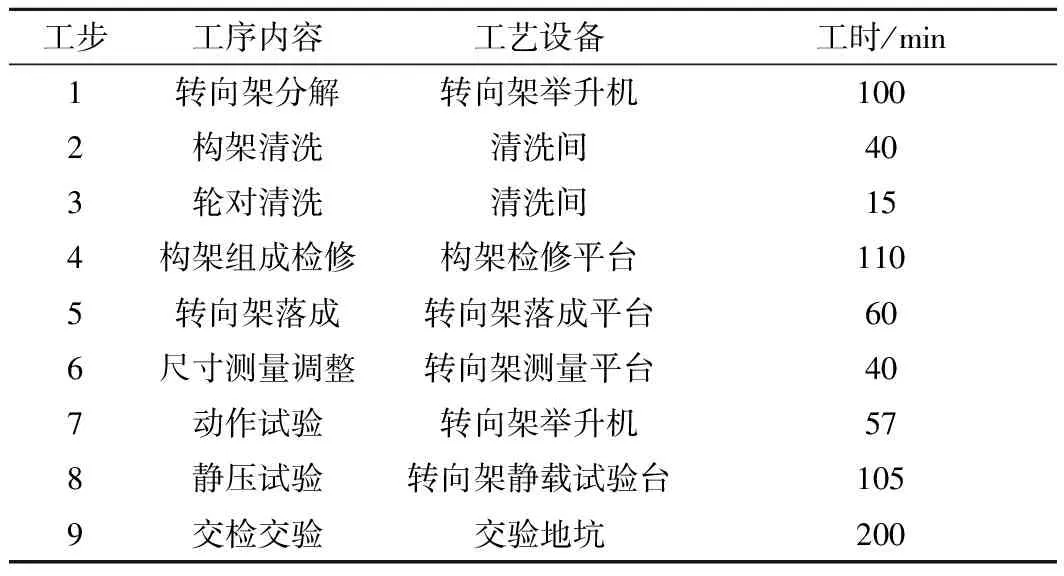
表2 CRH2型动车组转向架三级修工序及周期
3 平面布置
3.1 台位需求
新建CRH2型动车组转向架检修间按日检修8个转向架进行设计,根据工艺流程、周期及生产纲领,拟定新建转向架检修间台位需求如表3所示。

表3 新建转向架检修间台位需求
注:考虑清洗间可兼顾小部件清洗作业,清洗间设计大小考虑加大。
3.2 平面布置及设备配置
转向架检修间包括:转向架分解清洗库、转向架检修组装试验库、转向架交验库及配件棚。车间平面布置见图3。
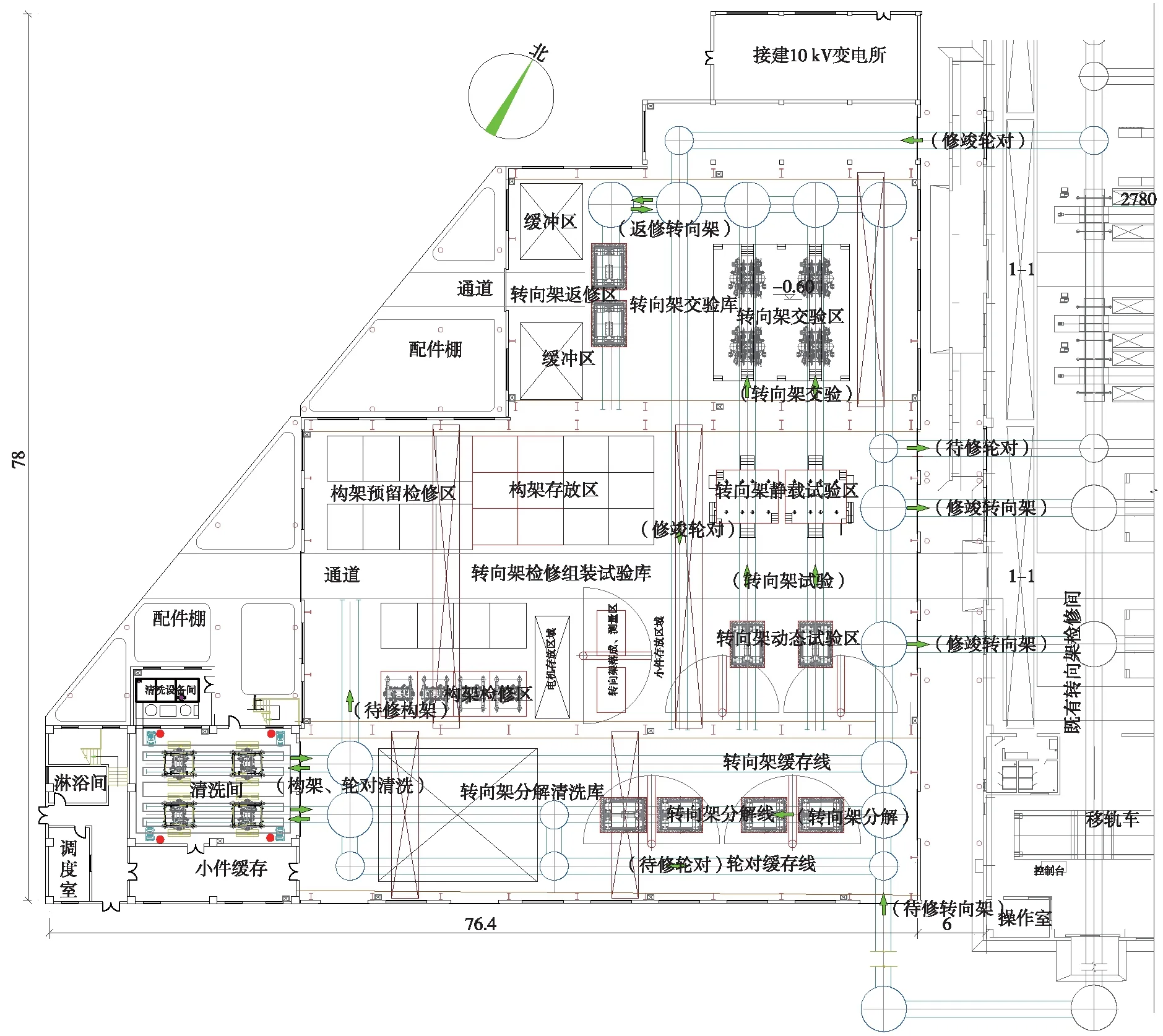
图3 新建转向架检修间平面布置(单位:m)
转向架分解清洗库由转向架分解线及轮对、转向架缓存线、清洗间组成,可完成构架与轮对的解体、构架、轮对清洗等作业。配备桥式起重机、转向架举升机、清洗设备、悬臂吊、转向架转盘、轮对转盘等设备。
转向架检修组装试验库由构架检修存放区、转向架组装区及转向架动态、静载试验区组成,可完成构架检修,转向架组装、试验等作业。配备桥式起重机、构架检修平台、构架存放架,转向架落成平台、转向架测量平台、转向架静载试验台、转向架举升机、悬臂吊等设备。
转向架交验库由转向架交验区及转向架返修区组成,可完成转向架交验及交验后返修作业。配备桥式起重机、转向架举升机、转向架转盘、轮对转盘等设备。
新建转向架检修间布置有如下优点:厂房面积利用充分,车间布置紧凑,设施功能齐全,工艺衔接性强,车间内各项工序间流水作业较为流畅;充分利用段内既有场地,外观较为协调;功能分区合理,转向架分解、清洗、检修、交验等作业区相互独立。
4 车间主要设备介绍
4.1 转向架举升机
组成部件:举升传动机构(减速传动电机、三轴直角型转换器、蜗轮蜗杆传动副、丝杠螺母传动副、举升托梁和导向套);止轮装置;底架和盖板、润滑系统及电气控制柜等。
原理:举升机采用H形的4根丝杠螺母传动结构型式,为了保证传动的同步性,由1台减速电机通过3台三轴直角型传动换向器带动4套蜗轮互传动驱动4根丝杆螺母传动,通过举升托梁将转向架托起;为防止转向架滑下,在举升钢轨两端设有止轮机构。
工作过程:转向架推入举升机台位—止轮器定位转向架轮对—开启控制台电子锁启动电源—举升机上升—升至适宜高度,限位开关动作,自动停止上升—控制台断电—举升机自锁—转向架检修。
4.2 清洗间设备
用于新增清洗间内构架、轮对及小部件清洗。采用人工高压清洗方式,并对污水进行净化处理,以达到水源的循环利用。
配置4个构架运输小车,由人工推进、推出清洗间;采用人工高压清洗方式,配置4台高压清洗机。其中2台带加热方式。为便于操作,每个工位配2个辅助操作站台。
设4个清洗液桶,人工用喷枪喷刷转向架。清洗间内铺设2种管道(自来水、循环水)及连接阀门,自来水用于最后漂洗。循环水经高压清洗机后高压冲洗构架等,自来水为本身管道压力冲洗转向架。
清洗间地面设置集水管沟,上铺格栅板。污水收集后排至室外污水池进行处理。污水处理系统包括水池、水净化处理设备、泵等。
4.3 转向架静载试验台
同于动车组转向架静压试验及测量工作,设备为框架结构,安装在基础地坑中,试验台轨道与地面轨道平齐连接,加载测量时转向架手动推入加载试验台的轨道,完成各项测试工作后,再由人工将转向架推到地面的轨道上。试验台具有模拟车体对转向架进行垂向加载试验、自动检测轮重等功能。配备自动化操作软件,可视化界面操作。
4.4 转向架、轮对转盘
转向架、轮对转盘设备主要由盖板、转盘架、主动轮装配、从动轮装配、小轮装置、回转支撑装配和自动定位锁紧装置组成。转盘手动操作,设备整体安装在基础地坑内,用于转向架或轮对的转向操作,转盘上部安装50 kg/m钢轨。
4.5 构架检修平台
用于CRH2型动车组转向架构架的维护和检修,求坚固耐用,能承受高强度的压力冲击。采用25 mm厚钢板做台面和槽钢焊接而成,整体承载不小于100 kN。
5 总结
北京动车段CRH2型动车组转向架检修间工艺设计时,充分调研既有转向架检修能力制约因素,提出了动车段不同车型转向架分区检修概念,基于CRH2型动车组转向架检修工艺流程及作业模式,结合既有转向架检修间设施情况,合理确定了新建转向架检修间的工艺布局及设备配置。工程在2015年建成投产后,检修工艺顺畅,检修效率明显提升,得到了使用单位的好评。
早期建成的四大动车段投产运营已接近10年,早期建设时针对动车组高级修检修工艺等均为探索,实际运营过程中,结合实际检修需求,或多或少与原设计检修工艺存在差异。
随着对动车组检修工艺的不断完善及修订,现场对动车组高级修掌握程度愈加熟练,动车段项目应更加注重立足现场、以人为本的设计原则,综合考虑生产需求、检修工艺等诸多因素,制定出切实可行的设计方案,创造出更多优质工程。
[1] 中华人民共和国铁道部.TB10063—2007 铁路工程防火设计规范[S].北京:中国铁道出版社,2007.
[2] 中华人民共和国铁道部.TB10004—2008 铁路机务设备设计规范[S].北京:中国铁道出版社,2008.
[3] 中华人民共和国铁道部.TB10029—2009 铁路客车车辆设备设计规范[S].北京:中国铁道出版社,2009.
[4] 中华人民共和国住房与城乡建设部.GB50187—2012 工业企业总平面设计规范[S].北京:中国计划出版社,2012.
[5] 国家铁路局.TB10621—2014 高速铁路设计规范[S].北京:中国铁道出版社,2015.
[6] 国家铁路局.TB10028—2016 铁路动车组设备设计规范[S].北京:中国铁道出版社,2016.
[7] 王利丰,向航鹰,骆燕.成都动车段检修工艺布局及工艺研究[J].电力机车与城轨车辆,2011(5):75-81.
[8] 宋国义.新建西安东客车技术整备所工程的设计特点及创新[J].铁道标准设计,2015,59(5):164-167.
[9] 李鹏斌.西安站改扩建工程施工过渡方案研究[J].铁道运输与经济,2011(11):23-26.
[10] 彭方进.客运专线基础设施维修基地探伤试验线设计研究[J].铁道标准设计,2012(2):16-19.
[11] 高飞,潘钰.北京动车组检修基地与动车检修[J].铁道机车车辆,2010(8):77-80.
[12] 铁道第三勘察设计院集团有限公司.北京动车段高级修扩能改造工程可行性研究[Z].天津:铁道第三勘察设计院集团有限公司,2014.
[13] 何勇.新建万水泉车辆段工程工艺设计研究[J].铁道标准设计,2014(7):139-142.