壳牌煤气化技术及其在工厂安全稳定中应用
2018-05-28葛志军郭雯婧
葛志军, 郭雯婧
(同煤广发化学工业有限公司,山西 大同 037000)
引 言
随着我国社会与经济持续发展,人们越来越重视对环境的保护,所以,各行各业中清洁能源的使用比例均在不断上升。利用煤气化技术,能够把煤炭资源由对环境存在较大污染的能源,而转变成更加洁净的气体能源,实现绿色环保的目标,同时还能够显著的改善煤炭资源转化率。上世纪50年代壳牌便开始研究煤气化技术,在1976年建成了煤气化实验装置,该技术传入国内之后得到迅猛发展。
1 壳牌煤气化技术简介
1.1 壳牌煤气化技术工艺原理
整个煤气化流程均是处在高温、高压状态之下完成的,煤粉、氧气和极少的蒸汽采用并流方式被输送至气化炉之中,并且在非常短时间内完成升温过程、裂解过程以及燃烧转化过程等各种物理以及化学反应过程。因为汽化炉之中拥有的温度非常高,当存在氧气情况之下,煤炭中碳挥发分解一系列反应得到的产物,会发生燃烧反应,而当气化炉之中的氧气完全消耗以后,在其中便会发生碳的转化反应,此时便会进入到气化反应阶段,最后得到的成分主要包含有CO气体以及H2气体,这些气体再通过除灰装置而输出。
1.2 壳牌煤气化技术工艺流程
现阶段,在壳牌煤气化技术工艺中,示范装置以及工业化装置所采用的流程都是废锅流程,未来激冷流程技术工艺也会逐渐推广到市场之中。壳牌煤气化技术工艺废锅流程示意,如图1所示。
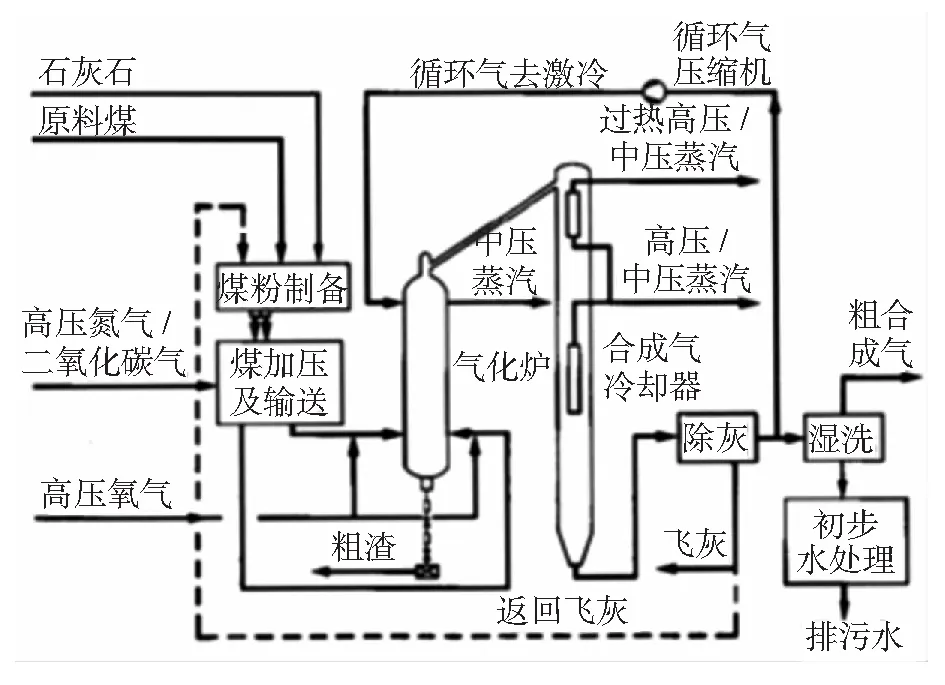
图1 壳牌煤气化技术工艺废锅流程示意图
原材料在完成破碎作业之后,通过相应的运输设备被输送到磨煤机设备之中,并且在此完成粉磨处理,确保90%以上的煤颗粒直径小于100 μm,对粉磨后的煤粉进行干燥处理,然后将经由常压煤粉仓、加压煤粉仓以及给料仓,利用高压的N2作用,把干燥之后的煤粉输送到汽化炉煤烧嘴位置。采用相应的设备将空气分离,得到高压氧气,并且进行预热处理,和中压过热的蒸汽加以混合之后输送到煤烧嘴位置。在气化炉装置顶部位置处会形成温度值为1 500 ℃左右的高温煤气,这些气体经过一定的除尘处理之后进行冷却, 在激冷处理之后煤气温度降至900 ℃左右,这些气体便被输送至合成气冷却器之中,并在此装置之中完成热量的回收工作,然后再将煤气输送至干式除尘设备以及湿法洗涤设备之中,当煤气之中粉尘含量不超过1 mg/m3时,再将煤气输送至后续工序之中[1]。
经由湿洗设备而排出来的废水在冷却以后再次进行循环利用,而很少一部分会进行闪蒸处理以及沉降处理,之后再输送到污水处理设备之中进行深度处理。气化炉设备之中气化形成的一些高温熔渣,会在自重作用下流至气化炉装置下方部位的渣池,这些熔渣经过激冷处理之后,会转变成为直径约几mm的玻璃体,能够作为再生建筑材料或者是作为路基回填材料再次使用。
2 壳牌煤气化技术工艺特点
2.1 原料煤适应性较广
此种工艺对于原料煤的适应能力相对强,能够应用褐煤、次烟煤、烟煤以及无烟煤等等,同时,还能够同时使用两种不同的煤作为原料,较其它一些煤气化技术而言,该种技术对于原料煤灰熔点拥有更广的适用范围,有些煤炭之中含有相对高的灰分以及水分等,依然能够被用作原料煤。
2.2 单系列拥有较大生产能力
现阶段,已经投产的煤气化设备之中,单台设备的投煤数量高达2 000 t/d,而且单台设备投煤数量高达3 000 t/d的煤气化炉装置很快即将建成。
2.3 拥有较高的碳转化率
因为此种设备的气化温度值相对较高,通常情况下要超过1 400 ℃,因此碳转化率能够超过99%。
2.4 所得气体产品品质较高
所得气体产品较为洁净,而且煤气之中CH4含量非常低,没有重烃物质,所得气体之中CO气体与H2气体的总比例高达90%以上。
2.5 气化过程中耗氧量少
此种工艺在气化过程中消耗氧气数量非常少,较采用水煤浆气化技术时耗氧量减少20%左右,能够有效的节约空分设备运行成本,具有较为明显的经济效益[2]。
2.6 拥有相对高的热效率
经过煤气化技术处理之后得到的煤气热效率非常高,通常超过80%以上,剩余的为中压蒸气或者是副产高压,煤气化总体的热效率能够达到98%。
2.7 运转周期相对较长
由于气化炉设备的结构为水冷壁结构,拥有非常优良的牢固性,在运行过程中更为可靠,在内部无需加衬耐火砖。此种设备在运行过程中无需进行较多维护工作,设备的运转周期相对长,不用另外加设备用设备。其中,煤烧嘴的寿命设计值高达8 000 h,正是由于此部件拥有非常长的使用寿命,才能够确保气化炉装置可以在非常长时间段内安全、稳定的运行。
2.8 便于调整负荷
每一个气化炉设备均会设置有4~6个煤烧嘴,这样能够确保煤粉可以气化更加完全,并且在进行负荷调整过程中会更加便利,调节的范围也可以更大,一般情况下调节范围能够达到40%~100%,设备负荷的调节速率可达5%/min。
2.9 拥有良好的环境效益
由于此设备排出的飞灰之中包含的碳量相对较低,能够将这些材料当成是水泥掺合料使用,也可以作为路基回填材料使用,而且在堆放过程中不会有污染物排出,污水之中没有焦油成分,更加便于污水处理,甚至能够实现零污染排放。
3 壳牌煤气化技术在工厂安全稳定应用的注意事项
3.1 配煤工艺注意事项
应当确保煤粉处于注氮环境下的时间不能超出10 d,要将干煤粉的含水量限制在2%以内,还要对粉磨过程中煤粉的粒度进行有效控制,保证粒径不超过5 μm的煤粉所占比例<8%,这样才能确保煤粉拥有更为优良的输送性能。
3.2 防渣与防积灰注意事项
要想防止出现大渣导致设备发生堵塞问题,当原料煤种类发生变化,应当对煤的灰分进行测量,石灰石添加数量应当依照黏度-温度实验所得数据进行确定。要重视对渣池中水密度以及黏度的测量,避免因渣浆的浓度过高,而发生堵塞问题,并且适宜的增加循环水排放数量。要确保管道以及设备拥有良好伴热,这样才能有效的避免出现飞灰堵塞问题[3]。
3.3 防止烧煤嘴出现损坏的注意事项
需要在适宜的范围内增加烧煤嘴罩之中冷却水单位时间流量,在原煤的种类发生变更时,应当对系统各个参数进行调节。
4 壳牌煤气化技术在工厂中的具体应用
4.1 壳牌煤气化技术在国外工厂中的具体应用
国外最早应用煤气化技术的工程为荷兰Demkolec电厂,该系统于1990年在Demkolec电厂中进行建设,并在1993年建设完成投入运行,在系统的整个试运行时期表现出了优良的性能,在顺利运行了3年后,项目交由事业部门管理,而且长期以来其运行状况均非常良好。在国外还有很多应用实
例,这些实例也反映出了煤气化技术在实际运行过程中非常可靠,而且属于非常先进的一项技术。
4.2 壳牌煤气化技术在国内工厂中的具体应用
国内首家应用壳牌煤气化技术的企业为湖北双环科技公司,壳牌煤气化系统在2006年5月开始投产运行,此系统运行也非常稳定,生产负荷达到了100%。最近一段时期内,国内很多企业均与壳牌公司达成了技术转让协议,越来越多的煤气化项目投入建设。
5 结语
经过大量的实践证明,壳牌煤气化技术原料的利用效率更高、能耗更少,其属于能源节约以及环境友好型技术。该项技术在国内以及国外的应用逐渐广泛,也取得非常显著的应用效果。未来随着壳牌煤气化技术不断发展以及国内企业应用经验进一步积累,对我国煤气化行业发展将起到更大的推动作用。
参考文献:
[1] 张海兰,庞岩峰.壳牌煤气化技术关键设备设计探讨[J].山西化工,2017,37(3):78-80.
[2] 牛玉奇.壳牌煤气化装置生产管理要点总结[J].化肥设计,2016,54(3):45-48.
[3] 夏正峰,孙中华.壳牌煤气化炉的设备特性及技术管理探讨[J].化工管理,2017(2):178.
