激光焊机焊接定位的研究
2018-05-26王建东
王建东
(河钢股份有限公司唐山分公司信息自动化部,河北 唐山 063000)
本文主要依托河北钢铁集团唐山钢铁股份有限公司高强汽车板公司的大型激光焊机为研究对象。高强汽车板公司主要包含酸轧生产线、连退生产线和镀锌生产线,各生产线采用的是MIEBACH公司生产的大型激光焊机,激光焊机的焊机过程主要分为入口自动步、出口自动步和焊接自动步,出口带头和入口带头自动准备好后,焊机开始进入焊接过程,焊接自动步过程是一个比较复杂的过程,焊接过程中主要包括激光器的起停定位控制、焊缝检测系统的起停定位控制和加热系统的起停定位控制,本文主要针对焊机的焊接定位过程控制进行以下几方面研究。
1 焊接定位过程简介
MIEBACH激光焊机焊接小车承载了焊机的焊接机构,焊机小车是一个可以移动的系统,焊接的时候从操作侧移动到驱动侧,通过激光对带头和带尾实现连续焊接,焊接小车上包括碾压轮、焊缝传感器、后退火、激光头、穿透力传感器、预加热、间隙传感器和剪刀,首先焊接小车移动到操作侧,通过剪刀将带头和带尾剪切掉,通过夹钳将带头带尾对接行程焊接间隙,然后将碾压轮和激光头压下小车开始移动,在移动的过程中通过定位系统的控制,当某个部位接触到带钢时开始启动,预加热各个传感器和激光器依次启动,当带钢焊接完成后,预加热、各个传感器、激光器和后退火系统依次停止,实现整个焊接的过程。在此过程中通过对三个传感器的起停实现对焊缝质量的检测,来判断焊缝是否合格。
1.1 焊接定位过程的研究
通过上述过程我们了解了焊机的焊接定位流程。下文深入研究焊接过程是如何定位。所谓焊接定位就是通过控制手段将焊接小车焊接行走时的每个位置检测出来,然后将需要的位置定出来,将相应的信号通过程序控制来控制相应焊接设备的起停。以下通过几个方面来讨论。
(1)定位编码器的设计
设置焊接定位首先要设计定位装置,本焊机定位装置选择了旋转定位编码器,定位编码器属于绝对值编码器,此编码器最大测量范围为1310米,最小偏移量为5米,最大偏移量为1305米,焊机小车移动距离大约为5米,编码器的要求正好符合,编码器需要旋转245圈来满足移动距离。焊机小车通过液压马达驱动丝杠旋转来移动,定位编码器安装在了丝杠驱动侧的端部,通过丝杠旋转带动编码器旋转,旋转定位编码器通过旋转来发出相应的位置脉冲信号,通过PLC程序块采集输出位置值。
(2)焊机小车的定位
在对焊接设备定位之前,我们首先要定位焊接小车的极限值,焊接小车移动方向为从操作侧到驱动侧来回移动,我们首先通过机械手段将小车移动到轨道的操作侧一段然后将此段设为编码器计数起始点,通过偏移量按钮将此位置设置为零点,然后移动小车到驱动侧一端,通过程序设定为驱动侧一端,这样就将焊接小车的极限位设定出来。如图1。
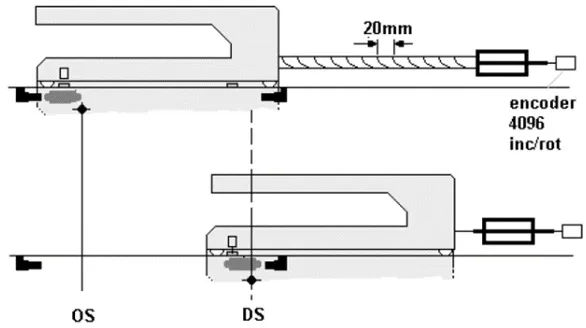
图1
(3)焊接设备的定位设计
将焊接小车定位完成后,我们开始定位焊机焊接时的各个部位的起停值。本焊机首先设计了位置值输入的人机接口,为了方便调试处合适位置值,首先在焊机PLC可编程控制器内设定FB功能块,在FB功能块内通过C语言编制出每个位置对应的编码器位置输入接口,输入接口的输入值是采集的相应背景数据块的相对应的位置值,然后将采集到这些数据后通过FB功能块程序来控制相应的焊接设备的起停。设置好PLC的控制程序后,通过焊机HMI来做相应的位置值人机接口,焊机HMI使用的是WINCC操作系统,通过WINCC画面设计软件,将相应的人工输入接口在画面中设置出来,再将WINCC与焊机PLC相关联,再将WINCC相应的接口关联到PLC的背景数据块内,这样就可以实现通过人工输入相应的位置值,然后通过背景数据块被采集到PLC程序内实现焊接设备的定位起停。
(4)焊接设备的位置值设计
完成了焊机的定位控制设计后,接下来就是如何定义每个焊接设备的具体位置值。本焊机的焊接小车上剪子的驱动侧安装了一个定位光栅,作为定位判断的标准,然后测量出次定位光栅与预加热、激光头、后退火和各采集传感器的距离就是相应的位置值,然后当定位光栅随着焊接小车移动到带钢操作侧边缘时,定位光栅信号发生变化,编码器计数开始,当位置计数达到预加热启动位置时,预加热启动开始工作,然后当定位光栅移动到带钢驱动侧边缘时,定位光栅信号发生变化,编码器开始计数,当达到预加热关闭位置设置值时,预加热开始停止工作,其他焊接设备起停原理和过程与此一样。
2 结语
通过以上讨论,我们基本上了解了MIEBACH激光焊机的焊接定位控制的设计,其设计是一个复杂的闭环系统,焊接位置的定位非常重要,如果位置值设置不合适,直接影响到焊缝的质量,我们需要精确测量每个部位到定位光栅的距离,保证焊接的正常起停,保证生产的连续性。
参考文献:
[1]郭永勇. 工业以太网中WinCC人机监控系统和通信的实现[D].天津科技大学,2014.
[2]樊勇.基于绝对编码器的数据采集[J].现代电子技术,2011,34(03).