色差检验与管理技术的新发展
2018-05-26盛宏志
盛宏志
(奇瑞捷豹路虎汽车公司,江苏 常熟 215513)
最近十多年,国内汽车消费市场呈现快速增长的局面,随着汽车私有化的普及,人们对汽车外观个性化、时尚化和高档化的需求越来越强烈,引导汽车外观颜色的开发越来越丰富。在乘用车市场,已经有80%以上的面漆是效果涂料,如金属漆、珠光漆和水晶效应颜料。金属涂料凸显出曲线轮廓:亮-暗的跳跃变幻;珠光涂料能产生一个奇异的色彩效果:颜色的变幻;水晶效应颜料(Xirallics):具有特殊闪烁效果的效果面漆。效果颜料的发展使得原有的外观评价手段和仪器已经不能与目视保持一致,因此催生出了一系列新的便携式外观检测设备(手持或安装于机器人手臂的现场检测仪器),并在色差管理上管理技术逐步形成体系,力求在效果涂料的数据判断上更接近人眼,并从产品开发到量产、从主机厂到配套形成完整的色差数据管理体系。
1 外观的基本理论
人眼能够识别的颜色约有一千万种,汽车车身上及车身与附件之间的细小的颜色差异很容易被人眼感受到,从而影响客户对产品的满意度,颜色判定的重要性不言而喻。
在人们识别中,汽车外观颜色差异的来自于各个方面,本色漆、金属漆和珠光漆等不同品种的涂料会让观察者在各个角度、不同亮度下产生不同的感受,如图1所示。

图1 本色漆、金属漆和珠光漆的外观特征差异
颜色的接收取决于光源和观察角度,效果面漆的外观效果更依赖于照明条件。晴天为直射光照射,颜色开始闪动;阴天为漫射光,呈现粗细的图案。
外观不仅仅是颜色,也不是一张图片,外观是完整的视觉感受,是颜色、光泽、纹理和透明度等方面的综合感受(见图 2)。

图2 视觉的不同感受
在不考虑效果颜料的情况下,两个颜色如果色调、明度和彩度都相等,我们说这两个颜色完全相同,所以评价色差首先从这三方面进行比较。行业中用 L*表示明度值,a*、b*表示色调(其中 a*表示红/绿值;b*表示黄/蓝值),C*表示彩度。CIELCH颜色模型对于无彩度的采用L*a*b*颜色空间,对于有彩度的,它用L表示明度值,C表示饱和度值及H表示色调角度值的柱形坐标,如图3所示。
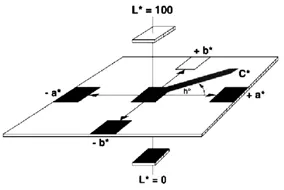
图3 CIE颜色空间座标图
我们遇到的物体常处在各种不同光源的照明下,最重要的光源是日光和灯光。照明光源不同,物体的颜色就会有差异,为了统一测量标准,CIE规定了标准光源。CIE对颜色的评价是在它规定的光源下进行的。以日光灯为代表的 CIE标准光源,以日光的真实测量光谱为依据,与之相关的色温为6504ºK,是一般常用的测试照明体。将一块灰色纸片放在白色背景上看起来发暗,将一块灰色纸片放在黑色背景上看起来发亮。同时也要受到观察者观察前眼睛观看过其他颜色历史的影响。要使颜色达标,必须建立一个标准,然后产品与这个标准相比较,这是典型的主机厂和外饰件供应商之间出现的情形,因此,颜色的沟通是以色差而不是以绝对值的形式来体现的。
为了确定颜色的实际变化需要用到单项色差△L*、△a*、△b*或△L*、△C*、△H*,如图4所示,CIELAB色差公式以标准为中心,然后给予个别 L*a*b*数值,规定正负的误差范围:
△L*=L*样品-L*标准 (明度差异)
△a*=a*样品-b*标准 (红/绿差异)
△b*=b*样品-b*标准 (黄/蓝差异)
△E色差公式:
△E*=[(△L*)2+(△a*)2+(△b*)2]1/2
△E色差公式以一个数值代表总色差,△E是以标准为中心,然后在四周绘出一个球体容差范围。同时△E也是目前较多人采用的容差公式。
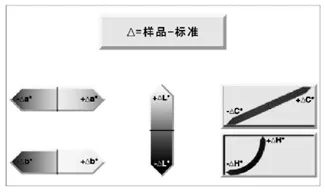
图4 色差的计算
可接受的色差必须在客户和供应商之间取得一致,人眼是判断色差的最佳工具,但人眼判断无法标准化,在产生判断差异的情况下无法评判,还是需要依靠反映真实偏差的数据化仪器。
2 色差测量仪器的原理和发展
颜色系统的三要素是光源、观察器和被测量的目标物,这是将颜色和色差进行数据化、文件化的基础。
测量照测光源,通过单色器照射在被测样本上,反射光通过光电管,将光信号换成电信号,通过放大器将电信号放大,并经过电流计测量其电流强度,从而实现对被测样本反射光即颜色绝对值的测量。色差仪出厂配备两块校正板:白板(100%反射光)和黑板(0%反射光),每套仪器的白板及黑板同该仪器配套专用,不能仪器间互用,一般每天校正一次。
根据油漆特性不同,测量的角度选择也有所不同,本色漆颜料排列均匀致密,经检测发现其各角度反射光均匀,故本色漆只计算45°反射光。金属漆(珠光漆)中金属铝粉排列有定向性,各角度值均不同,差异较大,故计算5个角度反射光,经典的爱色丽MA68系列即属于5角度色差仪,现生产中比较常用的是45°,如图5所示。
随着汽车外观视觉需要的发展,人们常在金属漆中加入云母、珠光等效果材料,为了准确地判断这些干涉涂料的影响,市场主流品牌如爱色丽、BYK和美能达均有加入了-15°反射光的多角度色差仪,形成如图6所示的6个角度评价。
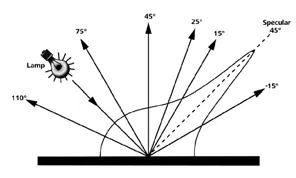
图6 添加-15°的检测角度示意图
在此基础上,BYK和爱色丽等主流手持式多角度测色仪品牌的最新旗舰产品,多具有自己独特的新技术和新特点,以下进行简要介绍:
3 善辨珠光的多角效果测色仪:爱色丽 MA 98/TX PRO
五角度的MA68/68II测色仪是爱色丽流行多年的经典产品,两年前升级为六角度的 MA9X系列,其中符合 ASTM E2539标准的MA98(ASTM E 2539-08建议双光源角度表现干涉颜料的色变特性),在国际上率先采用双光源技术(见图7),可以更好地评价珠光漆效果。
2017年9月,爱色丽全球正式发布的新一代多角效果测色仪——MA TX系列,采用触摸屏操控、双分析器,应用RGB全谱相机,和主要对手最新产品一样增加了对闪烁度、颗粒度的评价,其中MA TX PRO保持了MA98双光源更好评价珠光效果的特点,结合 RGB全谱相机使得对干涉颜色的彩闪度评价成为其最新特征技术,如图8所示。

图9 爱色丽最近三代多角度测色仪测量范围的差异
总结爱色丽目前主要的多角度测色仪功能发展,如图 9所示(蓝色为目前市场上主要竞品在颜色上的评价范围)。其中,单色指黑白的明暗变化,变色指干涉颜料观察角度引起的颜色变化。
4 能识荧光的多角效果测色仪:BYK mac i
从mac系列率先引入-15°开始,BYK借助其在原材料及综合检测方面的巨大优势,开始发力多角度测色仪市场,并于2015年推出了新一代的BYK mac i系列多角效果测色仪。mac i系列分为两个型号:7032可以测量涂料的颜色,7030具有测量涂料的颜色及效果(如铝粉的闪烁程度、粗细程度及铝粉的排列)功能,相比mac系列,该系列主要的特点是能够辨别涂料中的荧光现象。
如果汽车涂料中混入了荧光剂或有荧光现象产生,汽车面漆的颜色稳定性将会变差。例如图10所示的含荧光的面漆样品,光老化前后面漆颜色发生了明显的颜色变化。这是汽车面漆不允许发生的质量缺陷。

图10 荧光成分对油漆耐老化能力的影响(左)和BYK mac i 带通滤波器(右)
为了解决荧光成分影响涂料老化性能的困惑,BYK mac i增加了BP:带通滤波器(见图10),其可以量化测量涂料里面的荧光剂添加比例,并对超出合理比例范围的测量数据报警提示。
金属漆里的铝粉带来闪烁效果,闪烁等级是由闪烁区域和闪烁强度共同决定的,对其检测不仅可以评估人眼能够感受到的闪烁效果差异,也能够评估油漆里铝粉的状态。BYK最早在多角度色差仪中加入闪烁度和颗粒度的数据化评价,对不同油漆效果颜料的数据化评价,使得多角度色差仪成为保障量产产品和开发产品质量一致性的重要检测仪器。
5 小巧易用的多角效果测色仪:柯尼卡美能达CM-M6
爱色丽和 BYK在多角度色差仪测量功能和管理软件开发上你追我赶,推动汽车色差检测技术的迅速发展,而来自日本的柯尼卡美能达,也是多角度色差仪市场上的著名品牌,其CM-M6(见图11)是一款小巧轻便的多角度分光测色计。柯尼卡美能达CM-M6和爱色丽 MA TX PRO、BYK mac i一样,可以从-15°、15°、25°、45°、75°和 110°这 6个角度全面模拟视觉感受,同时也采用双光源。CM-M6的特点是测量时很容易实现单手操作,φ6mm测量口径,可测量小面积表面,如门把手、后视镜等。CM-M6作为柯尼卡在多角度色差仪方面的最新力作,在汽车内饰件和日系汽车工厂具有较大市场份额。

图11 柯尼卡美能达CM-M6多角度分光测色计
6 自动化测量的发展
在日常质量管理方面,国内已有先进的汽车涂装制造车间,采用了自动化的湿膜在线检测(全检)和干膜离线抽样(如10%)的外观数据采集系统,消除了人为外观评价的数据采集量小、误差大和评价滞后等诸多问题。这些采集的数据可以直接反馈给系统,根据偏差方向及时调整油漆和施工参数,见图12。

图12 机器人自动检测外观
7 色差测量管理体系的建立
为了更加接近人的视觉效果,汽车外观评价技术和理论不断完善,综上所述,现今的色差评价不仅包含颜色差异,还包括效果差异。在主流的汽车厂,这些差异从产品开发到过程管理,从主机厂到零部件,都设定了相应的容差范围及检验要求,以确保量产与开发、附件与车身的一致性。全色差管理如图13所示。

图13 全色差管理
随着外观更加数据化、准确化评判的需求及跨国汽车集团颜色开发系统的建立,从颜色开发、零部件匹配、外观理论完善和日常管理等方面,已经成功形成了数据化的采集、传输和评价系统。颜色数字化采集管理系统如图14所示。

图14 颜色数字化采集管理系统
8 结语
通过仪器、软件和体系的不断升级,目前汽车色差的检测与管理已经发展成为一门十分专业的技术研究体系,它架起了从汽车研发到过程管理纵向管理,和汽车制造商、油漆供应商与配件供应商之间的横向管理桥梁,并且逐步成为油漆产品质量管理的有力辅助手段,随着自动检测设备和颜色管理、生产管理、供应商管理系统的完善,未来必将实现外观检测的智能制造。
颜色测量技术的不断发展,也会进一步促进油漆外观水平的提升,使得喷涂技术在和新兴的去喷涂技术(注塑上色等技术)发展竞赛中,依靠喷涂特有的外观效果附加值,保持自身优势。
