2A97铝锂合金薄板热处理与蒙皮零件成形研究
2018-05-25朱宏斌韩艳彬
朱宏斌 韩艳彬 同 博
(航空工业西安飞机工业(集团)有限责任公司,西安 710089)
与传统铝合金材料相比,铝锂合金是一种低密度、高比强度、高比模量材料,且具有良好的抗腐蚀性能和损伤容限性能[1,2]。20世纪70年代,美国、法国、俄罗斯等国家分别研制了低密度型、中强耐损伤型和高强型等一系列较为成熟的铝锂合金产品,并在军民用航空产品中进行了大量的装机试验。经过20世纪80年代、90年代的发展,铝锂合金材料的性能实现了较大提高,且材料在航空产品中的应用占比也逐步上升[3]。2A97铝锂合金是我国中南大学联合西南铝业(集团)有限责任公司和中国航发北京航空材料研究院自主研发的国产第三代新型铝锂合金,具有较好的加工性能,在航空领域具有广阔的应用前景[4,5]。近些年,国内学者对2A97铝锂合金的时效行为、热处理工艺及性能、腐蚀行为和微观组织等方面进行了大量研究[6~10],并对铝锂合金的蠕变时效成形开展了理论研究,建立了2A97铝锂合金的蠕变本构模型[11],为2A97铝锂合金的工程应用奠定了一定的理论基础。但2A97铝锂合金的工程应用研究较少,工艺规范体系等尚不够完善,因此,亟需开展工程应用研究,探索该合金的工程应用效果,为合金的推广提供应用基础。本文通过对2A97铝锂合金热处理工艺参数、T3板材制备与变形量控制、拉伸成形工艺等各工程环节进行研究,逐步掌握了铝锂合金工程应用的关键参数,为2A97铝锂合金在航空领域的应用提供了借鉴。
1 2A97铝锂合金薄板热处理研究
1.1 铝锂合金热处理工艺
对于蒙皮类零件的成形,热处理除能够提高材料的拉伸性能外,也是赋予材料最终性能的关键过程。目前,国产2A97铝锂合金薄板原材料的供货状态为H14状态,该状态无法直接作为产品的最终状态,需进行热处理以获得T3状态和T42状态。试验中,选用厚度为1.2mm、1.5mm,尺寸为4000mm×1000mm的板材进行T3状态热处理研究,首次热处理采用硝盐作为热处理介质,并按表1所示工艺参数进行热处理。
时效完成后,对每个规格的板材随机取样3组进行拉伸性能测试,测试结果及性能检测标准如表2所示。
表2所示结果表明,按表1热处理工艺参数能够获得合格的T3状态铝锂合金板材。

表1 热处理工艺参数
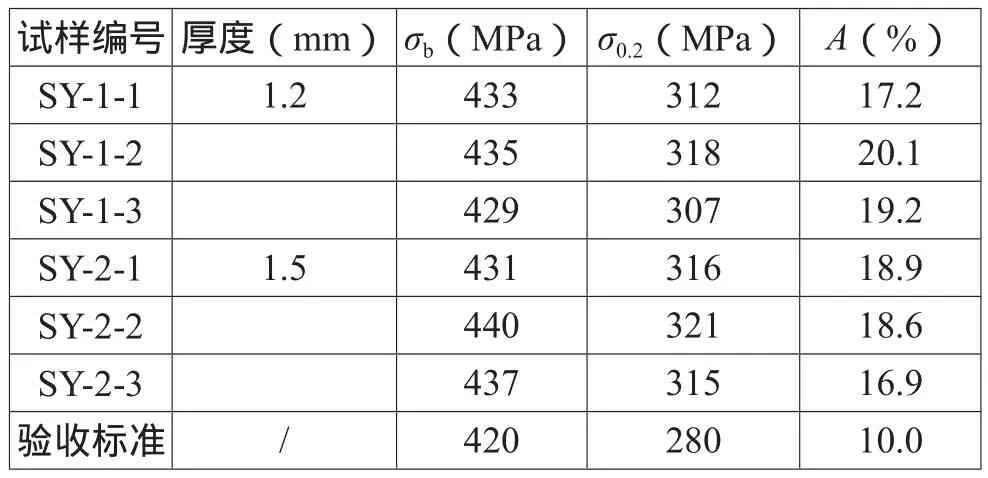
表2 拉伸性能测试结果及性能检测标准
1.2 T3状态板材成形与回弹变形
T3状态板材可直接用于单曲度蒙皮的滚弯成形,H14原材料需经固溶处理、淬火、预拉伸、自然时效后方可获得T3状态板材。试验采用厚度为1.5mm、2.0mm,尺寸为4200mm×2000mm的宽幅板材开展T3状态板材制备研究,厚度为1.5mm板材的热处理工艺参数与表1所示参数一致,厚度为2.0mm板材固溶处理时间延长至55min。在预拉伸过程中,拉伸量按板材总长的2%~3%控制,使用设备为法国ACB公司生产的某型号纵向拉伸机床,通过对多张板材的制备研究,获得如表3所示的回弹变形数据。
测试结果表明,T3状态板材的预拉伸回弹量介于0.3%~0.6%之间,板材厚度对回弹量影响不大。针对回弹量差异,对比拉伸过程时间长短可以得出,2A97铝锂合金自然时效过程快速显著,随放置时间的增加,拉伸时所需的载荷增大,回弹加大。当淬火后放置时间达到1.0h后,拉伸回弹可达到0.5%以上,因此,预拉伸最好在淬火后1.0h内进行。按最大3%的名义拉伸量制备的板材,拉伸量不足以完全补偿毛料淬火后的变形量,可能会出现表面残留凹陷或鼓包缺陷,影响板材表面成形质量。
1.3 重复热处理对板材性能的影响研究
铝合金复杂双曲蒙皮可通过增加预拉伸成形,或重复热处理后再成形提高零件与成形模胎的贴合度,2A97-H14铝锂合金不允许进行预拉伸和重复热处理,造成试验件一次成形质量合格率低。试验采用相同温度和保温时间,对同规格板材进行重复热处理并按0.5%、1.0%名义拉伸量进行预拉伸,自然时效至T42状态后进行机械性能测试,测试结果如表4所示。
表4测试结果表明,重复热处理会影响2A97铝锂合金板材的机械性能,整体呈现小幅下降趋势,但材料性能均高于材料标准要求性能值。随名义拉伸量的增大,板材性能参数呈现下降趋势,且名义拉伸量对性能参数的影响大于重复热处理的影响。
2 2A97铝锂合金蒙皮零件成形工艺研究
2.1 单曲度蒙皮零件成形工艺研究
试验中以制备完成的T3板材作为零件原始毛料,按零件中性层展开面铣切零件展开毛料,对厚度为1.5mm、2.5mm的T3状态板材进行滚弯成形工艺试验。通过3次成形试验发现,2A97铝锂合金滚弯成形与铝合金零件滚弯成形的主要差异在于铝锂合金回弹较大,试验对象需多次调整滚轴下压量补偿回弹。按切面样板检测发现,零件与切面样板的贴合度能够满足航空钣金产品的间隙要求,其贴合间隙可控制在0.5mm范围内。

表3 T3板材制备回弹变形数据
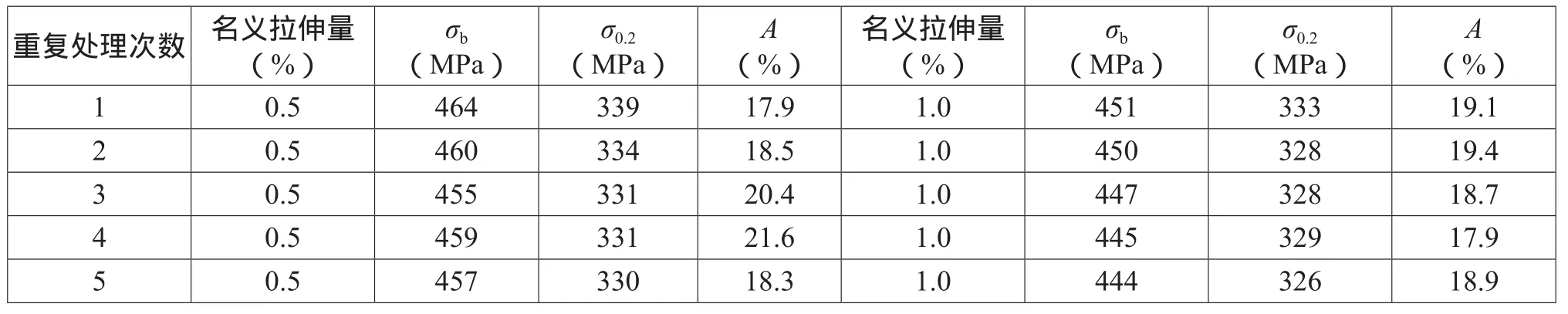
表4 机械性能测试结果
2.2 双曲度蒙皮零件成形工艺研究
试验中,以同向双曲和异向双曲试验件作为研究对象,选用厚度为1.5mm和2.0mm的H14状态板材进行淬火热处理,使用法国ACB公司生产的某型号纵向拉伸机床和横向拉伸机床分别研究了横向拉伸成形、纵向拉伸成形工艺。拉伸试验发现,厚度2.0mm规格的2A97铝锂合金板材很难通过人力完成钳口夹持,主要原因是板材热处理后变形较大,材料自身时效过程显著且硬化速度快,造成毛料很难进入钳口。拉伸过程中按4%的名义拉伸量进行控制,发现该拉伸量不足以完全补偿毛料淬火后的变形量,但试验件表面已出现滑移线,表面残留轻微凹陷或鼓包,深度或高度在1.2mm以内。双曲度蒙皮零件淬火后的拉伸成形工艺过程主要包括卸料、周转、修边、夹持、拉伸环节,单件成形时间约为1.5h,目前,2A97铝锂合金国内工艺规范允许零件成形孕育期为1.0h,可见现有成型时间难以满足零件成形规范要求。
3 结 论
(1)按表1所列热处理工艺制备的T3板材,其材料性能明显高于材料标准验收值,表明该热处理工艺能够获得合格的T3板材。
(2)T3板材制备过程中产生的回弹与板材厚度关系不明显,随板材淬火后放置时间的延长,板材回弹量增大,1.0h以内成形的板材其回弹量在0.3%~0.6%。
(3)单曲度蒙皮通过调整滚轴下压量可以获得贴合精度0.5mm以内的试件,双曲度蒙皮成形时间难以满足成形规范孕育期控制要求,且试件表面容易产生质量缺陷,1.5h后材料冷作硬化,缺陷难以修复。
(4)材料经多次重复热处理后性能轻微下降,但整体高于性能验收标准。随名义拉伸量的增加,板材性能呈下降趋势。
参考文献
1 袁志山, 陆政, 谢优华, 等. 2A97铝锂合金双级时效研究[J]. 稀有金属材料与工程, 2011, (3)∶ 443~447
2 袁志山, 陆政, 戴圣龙, 等. 预时效对高强铝锂合金2A97组织和性能的影响[J]. 东北大学学报(自然科学版),2007, (1)∶ 53~56
3 陈建. 铝锂合金的性能特点及其在飞机中的应用研究[J]. 民用飞机设计与研究, 2010, (1)∶ 39~41, 57
4 廖忠全, 郑子樵, 钟中, 等. 时效制度对2A97铝锂合金腐蚀行为和微观组织的影响[J]. 粉末冶金材料科学与工程, 2011, (8)∶ 478~486
5 钟中, 郑子樵, 廖忠全, 等. 时效制度对2A97铝锂合金强韧性的影响[J]. 中国有色金属学报, 2011, (3)∶ 546~553
6 袁志山, 吴秀亮, 陆政, 等. 2A97铝锂合金时效行为研究[J]. 稀有金属材料与工程, 2018, (11)∶ 1898~1902
7 李红英, 王晓峰, 赵延阔, 等. 固溶温度对2A97合金组织与性能的影响[J]. 材料热处理学报, 2010, (4)∶ 114~119
8 高文理, 闫豪, 冯朝辉, 等. 时效制度对2A97铝锂合金组织和力学性能的影响[J]. 中国有色金属学报, 2014,(5)∶ 1206~1211
9 刘丽, 叶凌英, 邓运来, 等. 中间退火对2A97铝锂合金晶粒细化及超塑性的影响[J]. 中国有色金属学报,2015, (1)∶ 36~42
10 Li Hong-ying, Lu Xiao-chao. Springback and tensile strength of 2A97 aluminum alloy during age forming[J].Transactions of Nonferrous Metals Society of China,2015, (25)∶ 1043~1049
11 欧玲, 聂宇峰. 2A97铝锂合金蠕变本构模型的建立[J].塑性工程学报, 2012, (10)∶ 16~19