梯度结构双组分纺粘水刺非织造材料的制备及其性能
2018-05-24赵宝宝钱晓明范金土朵永超
赵宝宝, 钱 幺, 钱晓明, 范金土,2, 朵永超
(1. 天津工业大学 纺织学院, 天津 300387; 2. 康奈尔大学 人类生态学院, 纽约 14850)
超细纤维非织造材料具有比表面积大、手感柔软等特点,广泛应用于国防军工、环境治理、能源、服装和建筑等领域。现有的超细纤维非织造材料制备方法主要有静电纺丝法[1]、熔喷法[2]、闪蒸法[3]和双组分复合纺丝法[4],但分别存在纤维强度低、溶剂残留和技术封锁等问题。
裂离型(如中空桔瓣型)双组分纺粘技术是基于复合纺丝的新型非织造材料成型方法,具有高速、高效、高产的特点。该技术所制备的双组分中空桔瓣型长丝在外力(如高压水射流)挤压剪切下,可以克服纤维中2种高聚物组分间的分子间作用力,打破组分间界面,进而实现高效、高速绿色生产高强长丝超细纤维非织造材料,成为目前最具前景的超细纤维非织造材料制备技术[5-7]。目前国内外利用双组分纺粘水刺技术生产超细纤维非织造材料存在如下问题:现有的纺粘固网方式简单导致了纺粘非织造材料的结构性能单一;中空桔瓣型双组分纺粘水刺长丝超细纤维非织造材料属于一种新型的高强轻薄柔软绿色超细材料,国内外受限于对其结构和特性的深层认识,其高品质环保终端制品有待进一步开发。这些问题严重制约了超细纤维非织造材料的发展,成为行业进步的瓶颈[8]。
梯度功能材料是将2种或2种以上具有不同性质的原材料,通过采用不同以往的复合技术控制构成材料的要素(组成、结构)沿某一方向呈连续变化,从而使材料的性质和功能也呈梯度变化的新型材料[9-10]。大量研究表明,梯度功能材料对改善材料本身的热学性能[11]、力学性能[12]、舒适性能[13]和过滤性能[14-15]等具有显著作用,已被广泛应用于纺织、化学、电磁学、生物医药等领域。
本文基于双组分纺粘水刺非织造技术,通过调控水刺工艺(水针压力)实现对双组分纺粘水刺非织造材料的梯度开纤,从而制备梯度结构双组分纺粘水刺非织造材料,并研究了水针压力对材料结构和性能的影响。
1 实验部分
1.1 材料与仪器
材料:聚酯切片(PET,FC510),工业级,中国石化仪征化纤有限责任公司;聚酰胺6(PA6,1013B),工业级,日本宇布公司。
仪器:双组分纺粘水刺非织造材料生产线(天津工业大学);YG141型织物厚度仪(温州大荣纺织仪器有限公司);Hitach S-4800型场发射扫描电子显微镜(FESEM,日本日立公司);PSM-165型滤料孔径测定仪(德国Topas公司);YG461H型全自动透气量仪(宁波纺织仪器有限公司);YG(B)216-Ⅱ型织物透湿测量仪(温州大荣纺织仪器有限公司);万能强力机(美国Instron公司);AFC-131型滤料测试台(德国Topas公司)。
1.2 中空桔瓣型超细纤维非织造材料制备
将PET和PA6 2种切片分别经输送、干燥、螺杆挤压机挤压熔融、过滤器过滤、计量泵定量(PET/PA6质量比为7∶3)后送入纺丝箱体中(280 ℃),并经喷丝板喷出(16瓣中空桔瓣型:8+8型),侧吹风冷却(15 ℃),管式牵伸器高速牵伸后,均匀地铺置在输网帘上形成纤网;然后纤网经预加湿后进入水刺区,在高压水流的作用下纤维开纤并缠结在一起;最后湿纤网经烘干、切边、卷绕成卷,形成非织造材料。通过改变第3道水刺中水针板5的水针压力,在水刺固网时实现非织造材料断面的不同程度开纤,并制备了不同面密度(80、120、160 g/m2)的梯度结构双组分纺粘水刺非织造材料。梯度结构纺粘水刺非织造材料制备工艺参数如表1所示。
注:第1道水刺和第3道水刺作用于非织造布正面;第2道水刺作用于非织造布反面;K80、K20、K160分别表示不同面密度的水刺非织造材料,-后数值15、22、28分别表示不同的水针压力。
1.3 测试方法
1.3.1厚度测试
按照GB/T 24218.2—2009《纺织品 非织造布试验方法 第2部分:厚度的测定》,采用YG141 型织物厚度仪测试梯度结构纺粘水刺非织造材料的的厚度。所用压脚面积为20 cm2,压重砝码为100 cN,压重时间为10 s,每个试样随机选择10个位置进行测试,结果取其平均值。
1.3.2结构表征
采用Hitach S-4800型场发射扫描电子显微镜(FESEM)观察梯度结构纺粘水刺非织造材料的表面形态和断面微观形貌。
1.3.3开纤率计算
双组分纺粘水刺非织造材料是由未开裂的双组分纤维和超细纤维(开裂的双组分纤维)组成,开纤率(SR)不仅是表征双组分纤维开纤程度的指标,也是表征材料内部各组分纤维混合程度的一个重要指标,由下式进行计算:
式中:L为电镜照片下的长度,m;h为电镜照片下的宽度,m;P为材料的孔隙率,%;N为未开裂纤维根数;df为未开裂纤维直径,m。其中:
式中:u为面密度,g/m2;Th为厚度,mm;ρf为纤维的平均密度,kg/m3。
1.3.4孔径分布测试
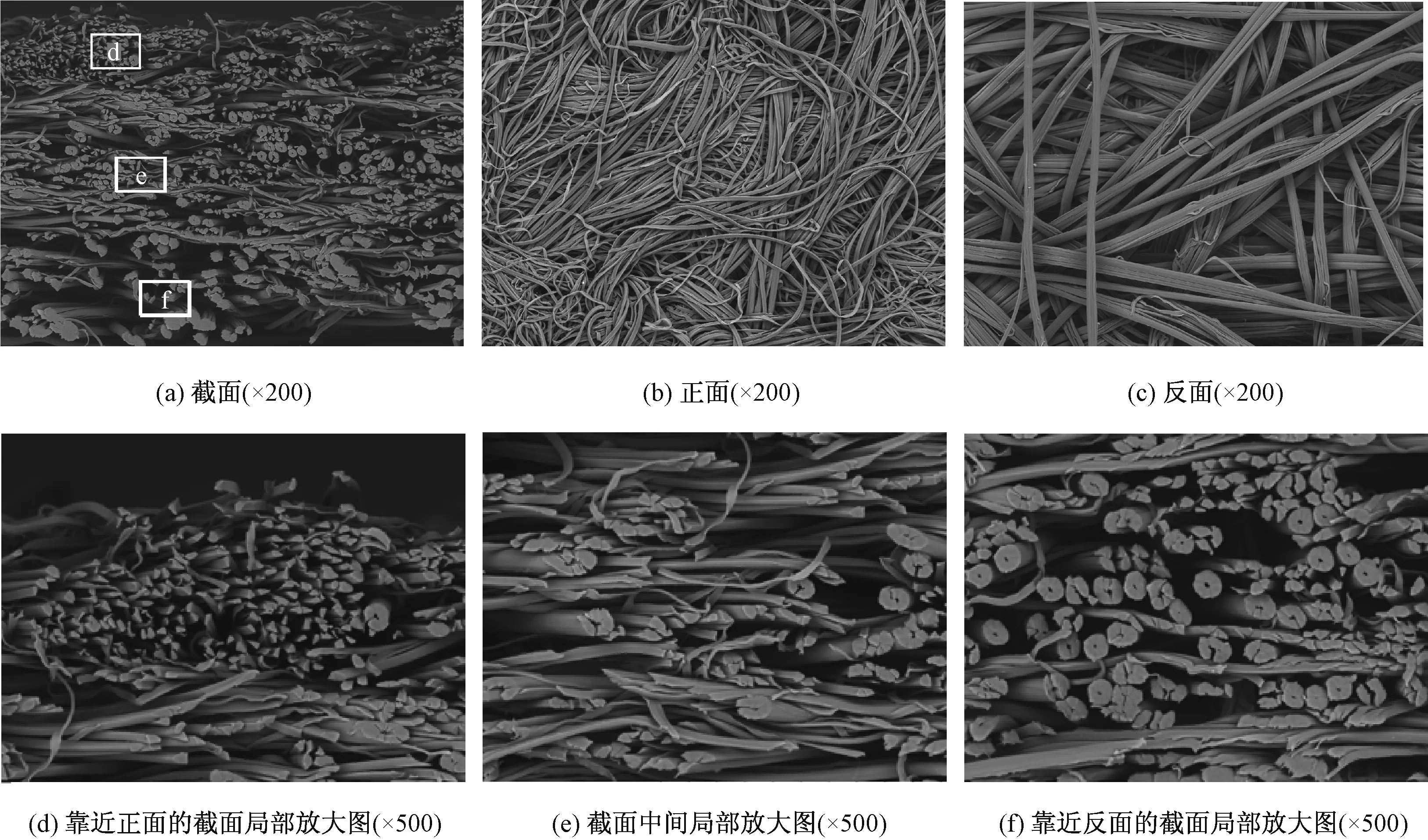
图1 样品K120-28 FESEM照片Fig.1 FESEM images of K120-28 sample. (a) Cross section(×200); (b) Front surface (×200); (c) Opposite surface(×200); (d) Enlarged partial cross section closer to front surface(×500); (e) Enlarged partial middle cross section(×500);(f) Enlarged partial cross section closer to opposite surface(×500)
采用PSM-165型滤料孔径测定仪测试梯度结构纺粘水刺非织造材料的平均孔径。待测样品夹具直径为23 mm,测试液为Topor,测试流量为2 000 L/h。
1.3.5透气性能测试
按照GB/T 5453—1997《纺织品织物透气性的测试》,采用YG461H型全自动透气仪测试梯度结构纺粘水刺非织造材料的透气性能。测试压强为125 Pa,测试面积为 20 cm2。
1.3.6透湿性能测试
采用YG(B)216-Ⅱ型织物透湿测量仪,按照GB/T 12704.2—2009《纺织品 织物透湿性试验方法 第2部分:蒸发法》测试梯度结构纺粘水刺非织造材料的透湿性能。测试环境温度为(38±2)℃,湿度为(50±2)%。由下式可计算透湿率:
式中:W为透湿率,g/(m2·24 h);Δm为同一实验组合2次称量之差,g;Δm0为空白试样的同一实验组合2次称量之差,g;A为有效实验面积0.00 283 m2;t为实验时间,h。
1.3.7力学性能测试
采用万能强力机,参照GB/T 3923.1—2013《纺织品 织物拉伸性能 第1部分:断裂强力和断裂伸长率的测定 条样法》测试梯度结构纺粘水刺非织造材料的断裂强力、断裂伸长率和撕裂强力。试样宽度为50 mm,隔距为200 mm,拉伸速度为100 mm/min。
1.3.8过滤性能测试
采用AFC-131型滤料测试台测试梯度结构纺粘水刺非织造材料的过滤效率和过滤阻力,实验所用气溶胶为癸二酸二辛脂(DEHS),颗粒物质量浓度设定为300 mg/m3,光学粒子计数器可测定0.2~4 μm的分级效率。试样需裁剪成直径为170 mm的圆形,夹持在测试夹具中,有效测试面积约为176 cm2,在3.4 m3/h(即风速5.33 cm/s)的标准流量下进行测试。
2 结果与讨论
2.1 非织造材料的结构表征
图1示出样品K120-28的电镜照片。
从图1可看出,双组分纺粘长丝纤维网的正/反面经不同水针压力作用后,所制备的非织造材料的截面均具有明显的梯度结构。这主要是由于非织造材料正面(见图1(b))的水针压力大(5、18、22、15 MPa),靠近正面的双组分纤维得到较充分的水流作用力而产生裂离,使双组分纤维的开纤率较高(SR为88.7%),进而纤维较细(平均直径为4 μm),并且纤维在高压水射流的作用下相互纠缠、抱和而形成致密结构,如图1(d)所示;随着水刺深度的增加,双组分纤维所承受的水刺压力逐渐减小,开纤率有所降低,如图1(e)所示;非织造材料反面(见图1(c))的水针压力小(10、10 MPa),作用于双组分纤维的水流作用力较小而未能产生充分的裂离,使双组分纤维的开纤率较低、进而纤维相对较粗(平均直径为20 μm),纤维层结构较为疏松,如图1(f)所示。
表2示出不同面密度条件下梯度结构纺粘水刺非织造材料的特征参数。可知,当面密度一定时,随着水针压力的增大,梯度结构双组分纺粘水刺非织造材料的平均厚度均减小,表层开纤率均增大。这是因为高压水射流使纤网中的纤维发生裂离并不断缠结,纤网结构变得致密,梯度结构更明显。还可发现,随着水针压力的增大,非织造材料的平均孔径逐渐减小。对于梯度结构双组分纺粘水刺非织造材料来说,材料的孔径主要取决于正面超细纤维层。表层开纤率增大导致厚度方向上纤维变细,堆叠的纤维数量增多,使得纤维间弯曲的孔隙相互贯通的概率减小。此外,水针压力增大使得纤维间的缠结、抱和更加紧密,纤维间的孔隙减小,超细纤维层结构更加致密。
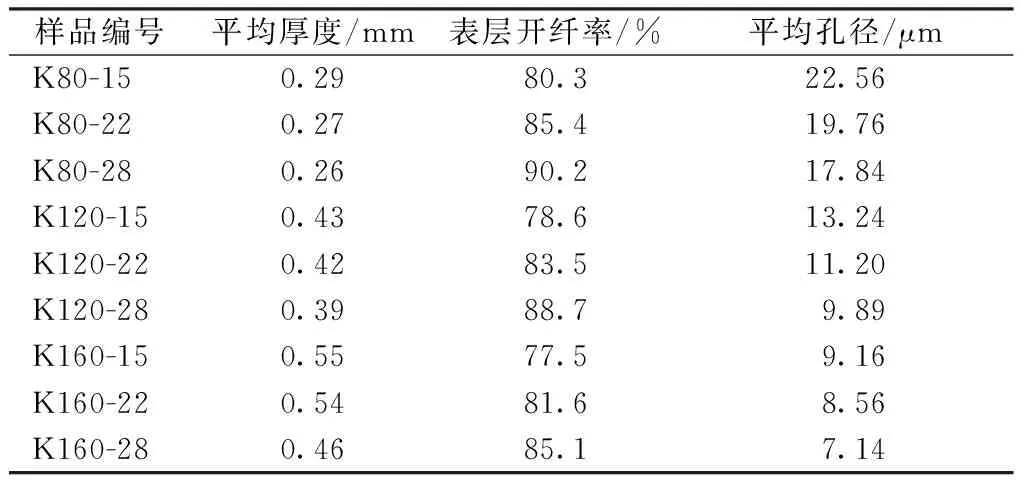
表2 梯度结构纺粘水刺非织造材料的特征参数Tab.2 Characteristic parameters for gradient bicomponent spunbond-hydroentangling nonwoven materials
2.2 非织造材料的透气透湿性能分析
图2、3分别示出不同面密度下水针压力对透气性能和透湿性能的影响。由图可知,梯度结构双组分纺粘水刺非织造材料的透气率和透湿量都较高,分别为474.06 mm/s和4 486.32 g/(m2·24 h)。这主要是由于:1)梯度结构双组分纺粘水刺非织造材料具有多孔的结构;2)开纤后多角形的纤维形成的微孔具有很好的毛细管效应;3)PA6 纤维具有较好的亲水性。
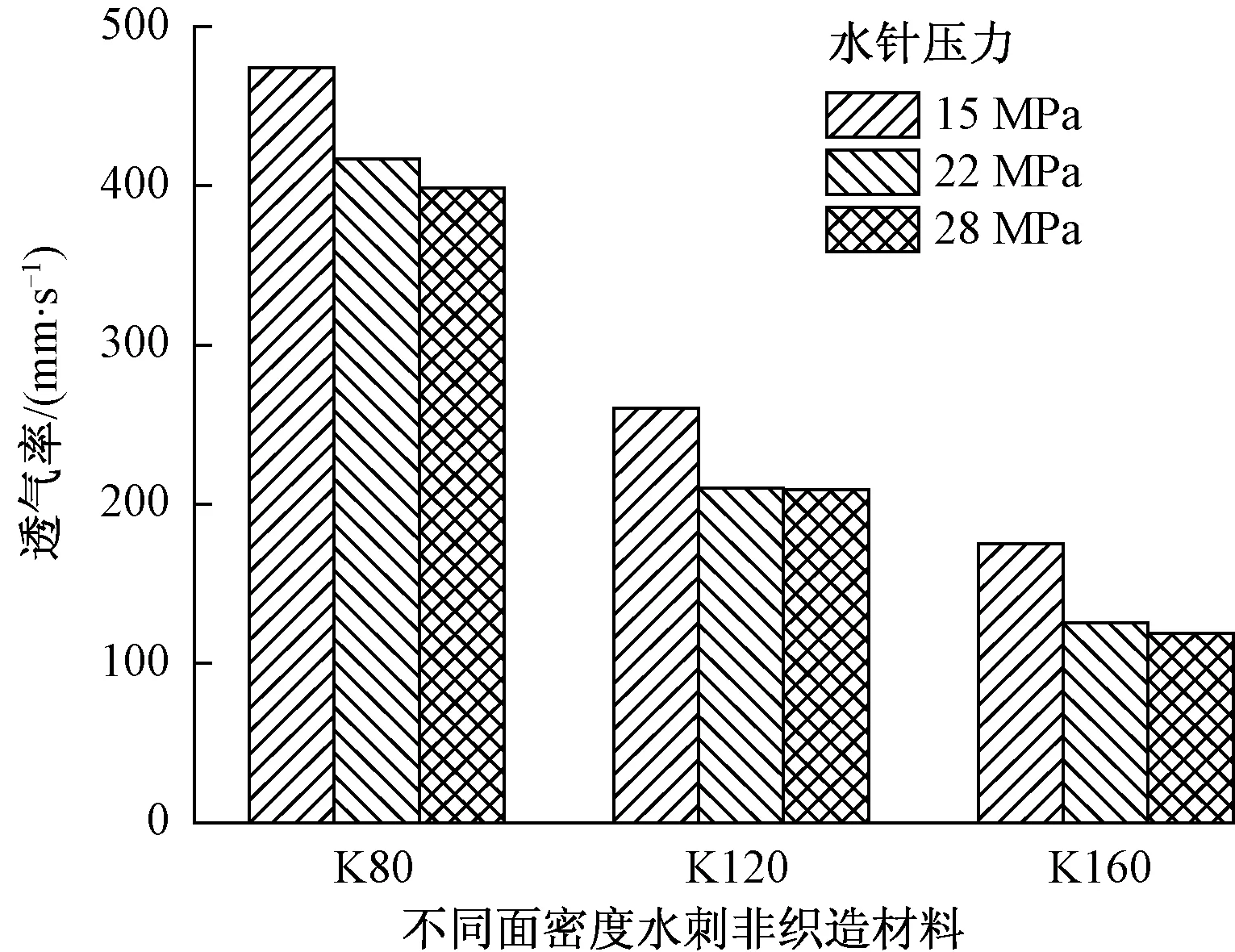
图2 不同水针压力下面密度对透气性能的影响Fig.2 Influence of different weights on air permeability under different hydroentangling pressures
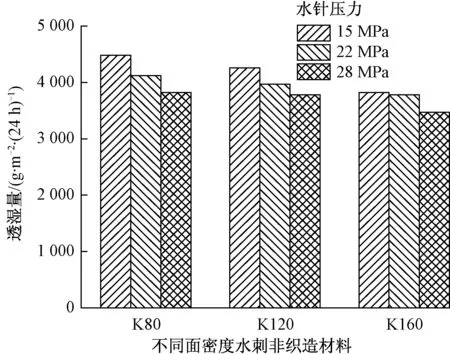
图3 不同水针压力下面密度对透湿性能的影响Fig.3 Influence of different weights on water vapor permeability under different hydroentangling pressures
从图2可看出,当面密度一定时,梯度结构双组分纺粘水刺非织造材料的透气率随着水针压力的增大而下降。其原因是随着水针压力的增大,非织造材料的梯度结构更明显(开纤率的变化),正面的开纤程度高,平均纤维直径较细,纤维间的缠结更紧密,在表面形成致密层,非织造材料的孔径减小(见表2),导致透气率下降。另外,当水针压力一定时,梯度结构双组分纺粘水刺非织造材料的厚度增大(见表2),促使非织造材料的屈曲状孔径增多,直接连通状的孔径减少,导致透气率下降。
从图3可看出,当面密度一定时,梯度结构双组分纺粘水刺非织造材料的透湿量随着水针压力的增大而下降。原因主要有2个方面:一方面是较高的水针压力导致非织造材料的开纤率增加、平均直径和孔径减小,不利于非织造材料向空气中释放表面吸附水;另一方面,随着水针压力的增大,非织造材料的厚度减小,水汽散发的路径缩短,利于水汽的快速传递,导致散湿速度增加。可看出梯度结构双组分纺粘水刺非织造材料的透湿性能主要受材料梯度开纤程度的影响。另外,当水针压力一定时,梯度结构双组分纺粘水刺非织造材料的透湿量随着面密度的增加而减小,这是因为非织造材料整体的开纤程度差不多,主要受厚度的影响。
2.3 非织造材料的力学性能分析
表3示出梯度结构纺粘水刺非织造材料的力学性能。可知,当面密度一定时,随着水针压力的增大,梯度结构纺粘水刺非织造材料的纵/横向强力先增大后减小,断裂伸长率先减小后增大。这是因为随着水针压力的增大,纤维的纠缠紧密,纤维间相互包缠,非织造材料的断裂强力随水针压力增大而增加,断裂伸长率随水针压力增大而减小。另一方面,在高压水针冲击下,圆形复合纤维分裂成三角扁平形超细纤维,纤维的细度减小,使得纤维间接触面积增大,纤维间摩擦力增加,加强了握持力的作用和效果,导致非织造材料的断裂强力增加和断裂伸长率减小。随着水针压力的进一步增大,纤维间的移动、贯穿和相互纠缠不再增加,水针压力过大反而可能损伤部分裂离后的超细纤维,造成非织造材料的断裂强力减小和断裂伸长率增加。
2.4 非织造材料的过滤性能分析
图4、5分别示出3.4 m3/h的流量下不同面密度的梯度结构纺粘水刺非织造材料在不同水针压力下的分级过滤效率和过滤阻力。
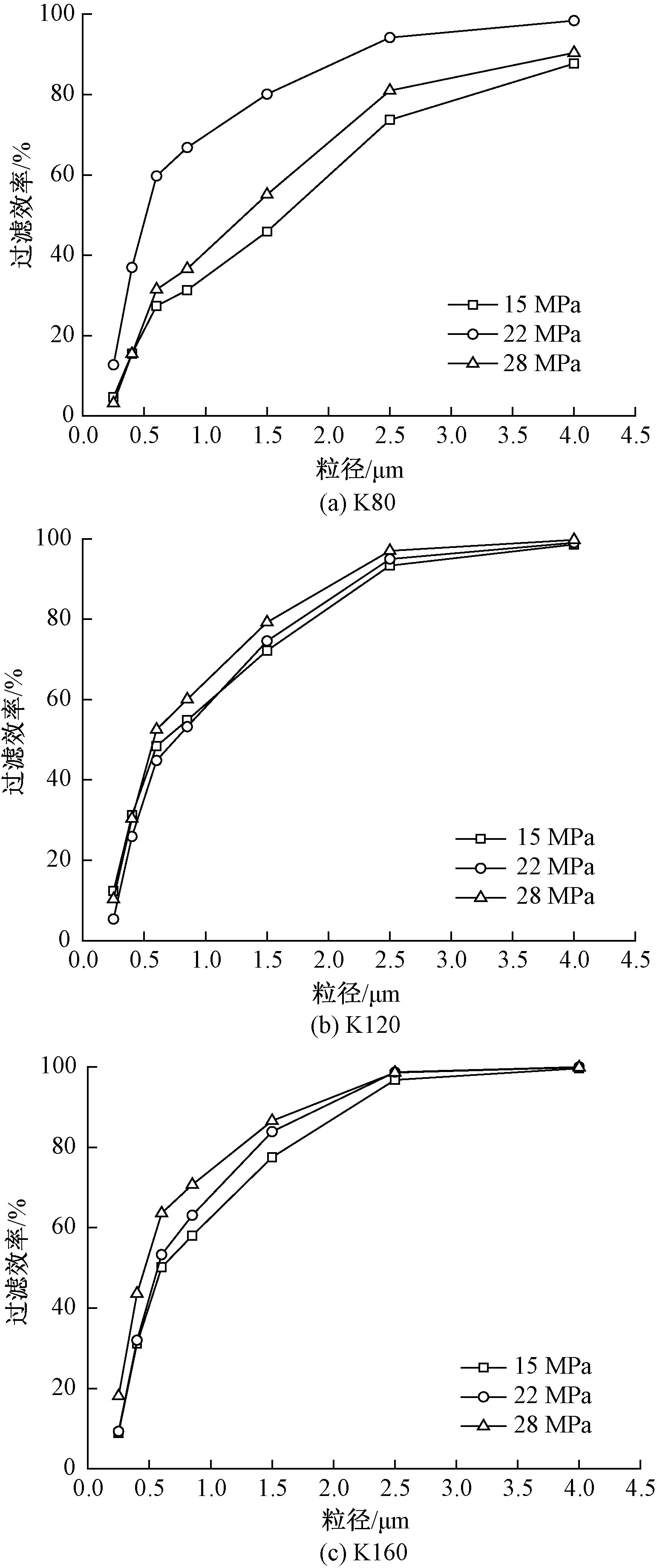
图4 不同面密度下水针压力对过滤效率的影响Fig.4 Influence of different hydroentangling pressures on filtration efficiency at different weights
由图4可明显看出,各试样的过滤效率均随粒径的增加而提高。对于80 g/m2的低面密度试样,随着水针压力的增大(由15 MPa升至22 MPa),分级过滤效率显著提高,其中对于0.85 μm粒径的颗粒物过滤效率从31.3%提高到66.8%(相对提高了113.4%),但继续增加水针压力(由22 MPa升至28 MPa)过滤效率反而降低。原因是,在一定水针压力范围内,随着水刺压力的增加,开纤率显著提高,薄型试样的开纤层多于未开纤层;超过一定水刺压力时,有可能破坏局部的梯度结构,导致过滤效率降低。对于120、160 g/m2的相对较高面密度试样,过滤效率随着水针压力增加而有所提高,其变化规律一致,原因是高面密度试样需要受到较大的水刺作用力才能更好地实现由外到内的开纤,随着水针压力的不断增加,表层纤维开纤变细,内部的开纤程度也在逐渐提高,形成的梯度结构更明显,因此过滤效率不断提高。
由图5可明显看出:随着面密度的增大,各试样的过滤阻力显著增加;在相同面密度下,纺粘水刺非织造材料的过滤阻力随着水刺压力的增大而增加;当面密度为80 g/m2、水针压力为22 MPa时,过滤阻力仅为25.1 Pa。其原因是较高的水针压力导致非织造材料的开纤率增加、纤维平均直径和孔径减小,纤维之间缠结更加紧密,导致透气性能降低,这与上述透气率的规律恰好相反。
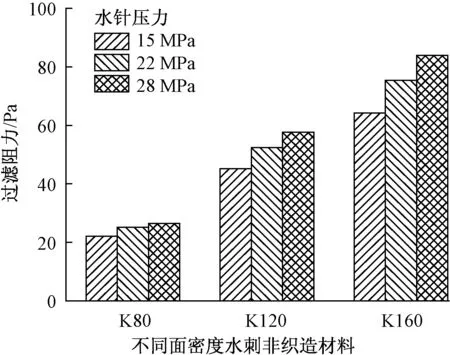
图5 不同面密度下水针压力对过滤阻力的影响Fig.5 Influence of different hydroentangling pressures on filtration resistance at different weights
3 结 论
1)在相同面密度下,随着水针压力的增大,双组分纺粘水刺非织造材料的厚度减小,表面开纤率增大,梯度结构更明显;平均孔径减小,透气透湿性能下降。
2)在相同面密度下,随着水针压力的增大,梯度结构双组分纺粘水刺非织造材料的纵/横向断裂强力先增加后减小,断裂伸长率先减小后增加。
3)在相同面密度下,随着水针压力的增大,梯度结构双组分纺粘水刺非织造材料的过滤过滤阻力增加;80 g/m2的低面密度试样,随着水针压力的增大,分级过滤效率显著提高,其中对于0.85 μm粒径的颗粒物过滤效率提高了35.5%,但继续增加水针压力过滤效率反而降低;对于120、160 g/m2的相对较高面密度试样,过滤效率随着水针压力增加而有所提高。
参考文献:
[1] BHARDWAJ N, KUNDU S C. Electrospinning: a fascinating fiber fabrication technique[J]. Biotechnology Advances, 2010, 28(3): 325-347.
[2] ELLISION C J, PHATAK A, GILES D W, et al. Melt blown nanofibers: fiber diameter distributions and onset of fiber breakup[J]. Polymer, 2007, 48(20): 3306-3316.
[3] XIA L, XI P, CHENG B. High efficiency fabrication of ultrahigh molecular weight polyethylene submicron filaments/sheets by flash-spinning[J]. Journal of Polymer Engineering, 2016, 36(1): 97-102.
[4] ZHANG Z, TU W, PEIJS T, et al. Fabrication and properties of poly(tetrafluoroethylene) nanofibres via sea-island spinning[J]. Polymer, 2017, 109: 321-331.
[5] ZHANG H, QIAN X M, ZHEN Q, et al. Research on structure characteristics and filtration performances of PET-PA6 hollow segmented-pie bicomponent spunbond nonwovens fibrillated by hydro entangle method[J]. Journal of Industrial Textiles, 2014, 45(1): 48-65.
[6] ZHANG H, QIAN X M, ZHEN Q. Study on the pore size distribution of the bicomponent spunbond nonwoven geotextiles[J]. Materials Science Forum, 2016, 852: 1404-1408.
[7] 王敏,韩建,于斌,等. 双组分橘瓣型纺粘水刺材料的过滤和力学性能[J]. 纺织学报, 2016, 37(9): 16-20.
WANG Min, HAN Jian, YU bin, et al. Filtration and mechanical performance of orange petal shape bicomponent spunbond-spunlace nonwoven materials [J]. Journal of Textile Research, 2016, 37(9): 16-20.
[8] HOLLOWELL K B, ANANTHARAMAIAH N, POURDEYHIMI B. Hybrid mixed media nonwovens composed of macrofibers and microfibers: part I: three-layer segmented pie configuration[J]. Journal of the Textile Institute, 2013, 104(9): 972-979.
[9] NAEBE M, SHIRVANIMOGHADDAM K. Functionally graded materials: a review of fabrication and proper-ties[J]. Applied Materials Today, 2016, 5: 223-245.
[10] GUPTA A, TALHA M. Recent development in modeling and analysis of functionally graded materials and structures[J]. Progress in Aerospace Sciences, 2015, 79: 1-14.
[11] WANG Y, WANG Y, ZHANG H, et al. A novel approach to prepare a gradient polymer with a wide damping temperature range by in-situ chemical modification of rubber during vulcanization[J]. Macromolecular Rapid Communications, 2006, 27(14): 1162-1167.
[12] LI X, XIE J, LIPNER J, et al. Nanofiber scaffolds with gradations in mineral content for mimicking the tendon-to-bone insertion site[J]. Nano Letters, 2009, 9(7): 2763-2768.
[13] 唐虹,张渭源,黄晓梅. 机织面料吸湿快干梯度结构的构建[J]. 纺织学报, 2006, 27(8): 41-44.
TANG Hong, ZHANG Weiyuan, HUANG Xiaomei. Construction of moisture absorbent and dry fast woven fabrics[J]. Journal of Textile Research, 2006, 27(8): 41-44.
[14] 申莹,邓炳耀,刘庆生,等. 不同填充密度的梯度结构复合滤材的制备及其性能[J]. 纺织学报, 2017, 38(7): 23-27.
SHEN Ying, DENG Bingyao, LIU Qingsheng, et al. Preparation and properties of gradient filter materials with different packing density[J]. Journal of Textile Research, 2017, 38(7): 23-27.
[15] 张恒,甄琪,王俊南,等. 梯度结构耐高温纤维过滤材料的结构与性能[J]. 纺织学报, 2016, 37(5): 17-22.
ZHANG Heng, ZHEN Qi, WANG Junnan, et al. Structure and performance of high temperature resistant fibrous filters with gradient structure[J]. Journal of Textile Research, 2016, 37(5): 17-22.