热轧中厚板加热炉炉底机械的改造与安装实践
2018-05-24张志强
张志强
(太钢不锈钢股份有限公司不锈热轧厂, 山西 太原 030024)
推钢式加热炉的料坯在炉内布置时料坯间没有缝隙,只能上下面受热,料坯在炉内推进时,一直沿着耐热滑轨滑动,易使料坯底面被划伤,产生明显“黑印”,以及坯料存在跑偏、叠钢、掉道等风险,且温度均匀性差,影响到轧制产品的厚度精度。因此有必要将推钢式加热炉改为步进式加热炉,以提高料坯出炉时温度的均匀性,而且采用步进式后,定检期间坯料实现不驻炉,有效减少了氧化烧损[1]。
1 主要设计原则
1)工艺技术先进,设备选型经济、安全可靠,符合国家“节能减排”的产业政策。
2)设计符合国家有关环保、安全与工业卫生及消防方面的规定和要求。
3)充分考虑现有加热炉和太钢可利用的设施,尽量减少投资费用。
2 项目主要内容
本改造项目为步进式加热炉,与推钢式加热炉根本区别在于增加炉底步进机械部分,同时配套炉底步进机械液压系统,包括液压阀台、蓄能器站、液压管路等。润滑系统,包括干油润滑系统和稀油润滑系统。
3 加热炉炉底机械技术性能(见表1)
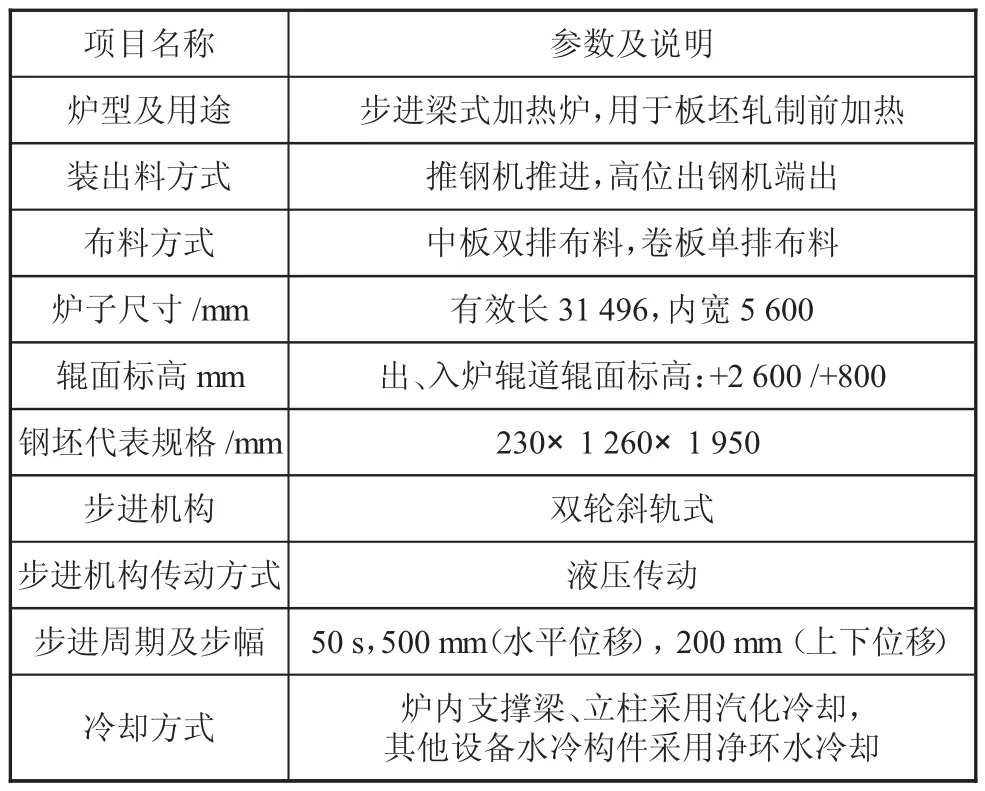
表1 加热炉炉底机械技术性能
4 方案选择及工艺描述
4.1 方案选择
对于板坯轧制前的连续加热炉主要有推钢式加热炉、环形炉和步进炉,推钢式加热炉由于上述缺点,以及环形炉对占地的特殊要求,都不适合做为本次改造的选用炉型。因此综合考虑,本次改造选用步进梁式加热炉[2]。
步进梁式加热炉(全文简称步进炉)是依靠专用的步进机械使工件在炉内移动的一种机械化炉,用汽化冷却立柱+汽化冷却梁+耐热钢垫块支撑工件,是一种连续作业的加热炉。与推钢式的连续加热炉相比,步进式炉具有以下优点。
1)工件依靠步进式炉的运动在炉内前进,因此工件之间可以留出间隙,加热后的高温工件不会互相黏结,还有利于缩短加热时间,减少工件的氧化和脱碳。
2)工件和步进梁间没有摩擦,可避免加热过程中工件底面被划伤。
3)炉子长度一般不受推钢倍数的限制,可以合理延长炉子预热段,利用烟气余热。
4)规格不同的工件在装炉条件上有较宽的适应性。
5)停炉时炉内工件可以利用步进机械全部出空,必要时可以将工件倒退一段距离,从而避免了工件在高温下停留时间过长或重复加热所造成的氧化烧损和能源浪费。
6)通过改变工件之间的间距、步进机械的水平行程和步进周期,可以调整炉子的生产能力。例如,炉子产量需降低时可加大间距以减少炉内的装料量,但工件在炉内的加热时间不变;保温阶段暂不连续出料时,步进梁可只作升降动作,即“踏步运动”,以减少温度的不均匀程度。
由于具有上述优点,虽然步进机械比推料机结构复杂,造价也较高,但步进式炉仍得到推广应用。
4.2 步进式加热炉的主要技术特点
1)新建设加热炉不但具备加热碳钢的性能,还要针对加热不锈钢的特点满足其加热质量高以及运行成本低的要求。
2)步进机构采用双轮斜轨方式,该方式带有刚性良好的整体升降框架和平移框架及可靠的定心装置,步进机构易于安装调整,维修量少、运行可靠、跑偏量小。
3)配备实用、可靠的电仪控制系统,以保证加热质量,减少氧化烧损。对炉内温度进行设定和动态调整,实现燃烧自动控制,精确控制炉温及坯料温度。
5 设备构成
5.1 机组功能
对不锈钢及碳钢连铸板坯进行高温加热,加热后的板坯作为轧制原料直接通过输送辊道进入后续板坯热轧工序。
5.2 机组组成
机组组成包括:上料小车、上料装置、推钢机、装料炉门、固定水梁、步进机械、水封槽及刮渣板、排渣斗、高位出钢机、出料炉门、液压系统、干油集中润滑站。
5.3 机组特点
1)炉底步进梁采用双滚轮、双层框架、斜轨式结构形式。
2)装料采用端部装料,便于炉外检测,可保证板坯在炉内不会跑偏避免造成事故。
3)采用双滚轮结构形式的液压驱动步进梁具备下述特点:安装、调整容易,运动平稳、无噪音;强度大、刚性好,承载能力高、寿命长;机械导向、同步性能好,运行可靠;相同零、部件多,互换性好,备品备件少,易于管理;结构简单,维护、检修方便。
5.4 设备功能参数(炉底机械部分)
5.4.1 固定水梁
其功能是在静止状态下支撑炉内坯料。形式为四根固定水梁,每根水梁分两段,水梁由厚壁碳钢钢管组成,分为纵梁和立柱,钢管通过热水汽化进行冷却,纵梁上布置有高温合金垫块。参数为材质为20 g,Φ140×20,间距是500+1250布置。最大载荷约230 t。预热段垫块为ZG40Cr28Ni48W5,加热段垫块为Co20,均热段垫块为Co40。
5.4.2 步进机械
功能为使钢坯在炉内沿炉长方向做步进移动运动。其机构具有正循环、逆循环、踏步、中间保持、步进等待等功能。
形式采用双轮斜轨式步进机构。炉底机械为液压缸驱动,双滚轮、双层框架、斜轨式结构,主要部件包括由活动水梁、平移框架、提升框架、平移导向装置、提升导向装置、平移液压缸、提升液压缸、平移滚轮、提升滚轮以及提升斜轨座等。
步进机械采用双层框架、双轮斜轨式结构,双层框架的设计充分考虑制造加工简便、解体便于运输、现场拼装容易、构件布置简单合理。框架分别设有升降和平移定心机构,运行可靠、安装调试方便、利于设备维修。
步进机械采用2支液压缸驱动提升框架沿13°斜轨道运行,采用一支液压缸驱动水平框架沿水平方向运行。
支撑轮组采用大跨距布局,使炉底空间加大,大大改善炉底环境。提升框架共装有两列12套上下滚轮,下面的滚轮靠13°斜轨座支撑,上面的滚轮支撑水平框架。轮组中采用进口标准轴承,延长机械使用寿命,减少维护量。
升降和水平框架的定心是借助于安装在框架中心线上的六套上、下定心轮组来实现的。这对保证框架沿炉子中心线运动、防止炉内钢坯的跑偏是十分必要的。
步进梁是按照矩形轨迹运动的,即分别进行升降和水平运动,而且升降运动和水平运动过程中的速度是变化的,其目的在于保证升降运动和水平运动开始及停止时,以及在托起和放下钢坯时能以慢速运行,防止步进机构产生冲击和震动,以避免损坏支撑梁及其立柱管的绝热材料和引起钢坯表面氧化铁皮的脱落。
步进梁的升降运动:步进梁的升、降运动是通过2个液压缸来实现的。液压缸推动上、下轮组的升降框架,下轮组在斜轨面上做上下运动,通过上轮组带动水平框架做升降运动。在此过程中,水平运动的液压缸被锁定。
步进梁的水平运动:步进梁的进、退运动(即水平运动)是通过一个液压缸来实现的。它直接作用于水平框架上,使之在升降框架的上轮组上做水平运动。在此过程中,升降运动的液压缸被锁定。
为了保证步进梁运动时速度、位置的准确性,步进梁升降和进退动作由二台行程位移控制器控制。
考虑到最短坯料只有1550 mm,水梁设计成“内静外动”形式。即一组四根梁中,中间两根为固定梁,外面两根为活动梁。由于固定梁跨距较小,为防止运行时跑偏导致长钢坯放置不稳和高温时“塌腰”,活动梁保留有中间高度停留功能(与固定梁标高一致),生产长坯料时活动梁下行位保持在中间高度,与固定梁共同托住坯料。
步进梁系统性能参数如下:提升运动和水平运动均为液压驱动型式;最大载荷约230 t;机构型式为双滚轮斜轨机构,13°斜轨;平移行程为500 mm,升降行程为200 mm,步进周期为50 s;提升液压缸Φ280/200-950共2套,平移液压缸Φ250/160-350共1套;滚轮规格为Φ550 mm,滚轮数量24个。
为了保证升降液压缸易于拆装,升降液压缸的设计是超程的,这样可使升降框架降低到斜轨座的止挡上,从而使液压缸处于无负荷状态,易于拆卸检修。
5.4.3 水封槽及刮渣板
功能:通过水封使炉内气氛与外部隔绝,并收集烧损氧化皮,通过刮渣板将其导出。
形式:上部水封箱焊接于炉底钢结上,且箱的内表面衬有耐火材料,底部水封箱与上部水封箱用螺栓紧固在一起,刮渣板用螺栓紧固在底部水封箱上,水封槽的内表面涂有耐蚀涂料,水封槽装有水位计和向内供水的切断阀。
6 炉底机械安装技术参数控制要点
6.1 斜轨基础标高
该参数误差需要控制在±3 mm以内,土建施工是关键控制节点。
6.2 斜轨标高
该参数误差需要控制在±0.5 mm以内,斜轨安装过程是关键控制节点,这个过程需要专用斜轨安装模板,模板通常由斜轨制造厂家提供,在调整标高的过程中,需要同时控制斜轨模板的水平度,这个参数需要控制在0.05 mm/m以内。
6.3 斜轨平行度、对称度
该参数误差需要控制在±0.5 mm以内,该参数的控制需要借助炉体中心线做重要参照。
6.4 升降框架安装控制
6.4.1 标高
升降框架分三段需要在安装前进行预组装,然后分别在斜轨上进行安装,安装过程要多点测量,该参数误差需要控制在±0.5 mm以内,该参数的控制需要借助炉体中心线做重要参照,单段对角线偏差控制在5 mm以内;标高调整采用在滚轮座上加调整垫片的方式。
6.4.2 对称度、水平度、位置度
该参数误差需要控制在±1 mm以内,该参数的控制需要借助炉体中心线、位置线做重要参照。
6.4.3 三部分升降框架的链接
相互连接要通过带定位铰制孔的连接板进行连接,连接螺栓要选用高强度连接螺栓,通过恒定扭矩扳手进行预紧,这部分工作完成后开始安装平移框架导向轮,安装过程同时控制导向滚轮与平移框架耐磨滑板的间隙,该间隙控制标准一般在0.15~0.20 mm之间,总对角线偏差控制在5 mm以内。
6.4.4 升降框架的整体单动
单动过程一般借助天车或者千斤顶来完成,要求能够无卡阻从理论低位上升到高位,通过百分表检验运动过程的跑偏量,该数据控制标准一般在0.15~0.20 mm之间。
6.5 平移框架安装控制
6.5.1 平移框架的安装
平移框架的安装与升降框架的安装过程基本类似,各项参数基本相同,所有参数的控制除了需要借助炉体中心线、位置线做重要参照外,还需要增加与升降框架的相对位置控制。
6.5.2 平移框架的整体单动
单动过程一般借助天车或者千斤顶来完成,要求能够无卡阻从理论起始位置运动到终止位置,通过百分表检验运动过程的跑偏量,该数据控制标准一般在0.15~0.20 mm之间。
6.6 两个升降液压缸及一个平移液压缸的安装控制
位置参数的控制需要借助炉体中心线、位置线做重要参照,该参数误差需要控制在±0.5 mm以内,同时对标高进行检测,误差需要控制在±0.5 mm以内。
6.7 水梁、立柱的安装控制(见下页图1)
1)水梁、立柱安装要充分考虑热变形而做预变性处理,同时立柱垂直度公差小于±1 mm;
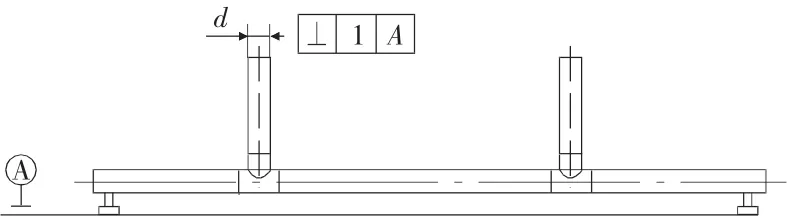
图1 水梁立柱安装施工
2)水梁垫块装焊后其几何尺寸和形状位置应按图2的要求进行检验(以一段双层弯曲水梁为例),垫块工作表面平面度公差为2 mm,直线度公差为2 mm,相邻两垫块间距偏差为±1 mm,任意梁垫块间距偏差为±2 mm;

图2 水梁垫块装焊(mm)
3)水梁直线度、耐热垫块标高偏差按±2mm控制;
4)水梁、立柱焊接部位要接受10%射线探伤,热影响区达3级,其余部位达4级,否则要求100%探伤。
7 空负荷试车
1)试车前要对液压系统进行检验,包括渗漏、管道冲洗、阀组调节、两个升降液压缸动作一致性等环节。
2)空负荷联动试车内容之一包括:升降行程参数、平移行程参数、步长参数、循环时间参数、液压部分动作曲线参数(通过调节比例阀流量等数据对两个框架动作过程的加速、减速过程进行控制,确保启动与停止平稳,同时对动梁与静梁在钢坯交接的过程进行加减速控制),同时观察水封槽是否刮蹭。
3)空负荷联动试车内容之二包括:升降框架在运动过程中水梁与立柱的抖动情况,此项指标是检验步进机械刚度的重要指标,刚度不足以及立柱垂直度偏差过大是造成坯料跑偏的重要原因。
4)空负荷联动试车内容之三包括:升降框架滚轮相位角参数偏差,偏差过大也是造成坯料跑偏的重要原因。
8 带负荷试车
1)带负荷试车各项参数的检测包括了空负荷试车的所有指标。
2)加热炉炉长32490 mm,步长按450 mm控制,如果运动轨迹与加热炉中心线不平行,如果夹角0.25°就会造成每步1.7 mm的跑偏量,这样累计跑偏量将达到122 mm,因此带负荷控制运行轨迹与炉子中心线偏差数据是带负荷试车的重要内容。
3)定心装置与步进机械间隙的二次调整,是带负荷试车后的重要内容,其次各部位连接螺栓的再次紧固在带负荷试车完成、参数修正后必须进行,同时升降框架与水平框架三段连接部位在带负荷试车结束后全部焊接。
9 结语
步进式加热炉的安装调试涉及内容广泛、专业交叉,本文主要对炉底机械部分进行重点的分析与总结,并结合各方面的经验对各项控制指标在施工过程中的重要性进行罗列,其意义在于它的工程实用性,为今后类似工程建设在设计、施工等阶段需要关注的有关节点提供一定的参考。
[1]薛孔庆,靳世平,朱孝恩,等.步进梁安装技术条件:YB/T 018—92[S]//中华人民共和国黑色冶金技术标准.北京:标准出版社,1992.
[2]唐哲,梁克胜.步进式加热炉跑偏原因分析及解决方法[J].城市建设理论研究,2012(33):11-13.
