卷接机组残烟条烟丝在线分选装置的研制与应用
2018-05-23林河张晖韩京珉
林河, 张晖, 韩京珉
(1.安徽中烟工业有限责任公司滁州卷烟厂,安徽滁州239000;2.安徽中烟工业有限责任公司,合肥230088;3.广西中烟工业有限责任公司,南宁530001)
0 引言
在卷烟生产过程中,由于各种因素的影响,卷接机组常常会产生一些不合格的废品残烟条、烟丝、残烟支、烟末等。
卷烟机组通过自带的输送及提升带将上述不合格品进行收集混合并至机器背面的废品箱中,然后送至残烟处理间集中处理后再利用。由于接装机产生不合格的残烟支中有时含有少量的胶末,此胶末对卷烟内在质量有一定影响;同时烟丝在集中处理过程中容易造碎,水分及香气部分丢失,搀兑使用时对烟丝质量有一定影响。为了消除质量隐患,提升经济效益,提高设备的自动化程度之目的,结合原卷接机组的结构、原理、整机布局,研制一种与卷接机组配套使用的残烟条烟丝在线分选装置,用来将残烟条、残烟支、烟丝、烟末自动分选出来,同时把分选出来的烟丝在线利用。达到提质降耗,提高经济效益的目的,使卷烟生产更加自动化。

图1 改造前不合格品混合物收集纸箱示意图
1 改造背景
我厂在线使用的ZJ118卷接机组[1],由常德烟机公司生产,生产能力为8000支/min,主要由 VE、SE、MAX 三部分组成,生产过程中卷烟机、接装机产生的不合品(如跑条、烟丝、残烟支、烟末)集中输送到机组背面的纸箱中(如图1所示),然后送至残烟处理间进行集中处理。烟丝不能及时在线利用,浪费大,质量差。我们结合本厂的实际情况,分析了各方面的因素,决定研制卷接机组残烟条、烟丝在线分选装置,并安装在机组背面不合品落料口处,与原机组形成无缝连接。该设计思路主要考虑以下几方面的问题:1)卷接机组残烟条烟丝在线分选装置体积小巧,可以装在不合品落料口下方,不改变原设备结构及位置。2)根据设计原理初步估算所需投资残烟条烟丝在线分选装置约23.6万元。3)在本厂ZJ118机组上加装残烟条烟丝在线分选装置需要220 V单相电源供电,功率约为400 W,机组本身有220 V电源,供电能力满足要求,所以无需外部接入电源。4)适当修改原机组程序,使卷烟机、接装机不合格品的输送带分时段运行。综上所述,我们决定研制卷接机组残烟条烟丝在线分选装置与卷接机组配套使用。

图2 分选装置外部结构示意图
2 原理分析
经市场调研和长时间探讨、分析、研究,最后形成研制方案。图2为分选装置外部结构示意图。
根据机械传动原理[2],该装置采用变频电动机带动偏心轴转动,偏心轴通过机械传动转化为筛板水平、垂直的运动,使不合格品混合物在筛网上被抛起,同时向前作直线运动;废烟进入分离收集装置的进料口,通过多层筛网产生4种不同规格的残烟条、烟丝、残烟支、烟末分别从各自的出口流出并收集;根据生产实际要求,通过变频器控制筛板的速度频率,可以改变不合格品混合物在筛面上的运动轨迹,从而达到最合适的分选效果。
由于残烟条、烟丝在SE部分产生,而残烟支和烟末在MAX部分产生,产生的残烟物料有先后顺序,因此利用残烟物料在SE和MAX的运行时间差,通过电控方式控制残烟条烟丝输送带和残烟支输送带的启停,并在机组不合格品出料口下方增加双向输送带,随主机信号左右转动,从而实现有效分离。
当机组启动时,机器运行信号送入PLC,通过修改后机组程序控制SE残烟条烟丝输送带和MAX输送带[3]分时运行,当SE跑条输送带和陡角提升带运转时,MAX不合格品烟支输送带停止,双向输送装置向左运转,跑残烟烟、烟丝进入左落料口,通过双层筛网产生3种规格的烟条、烟丝、烟末分别从各自的出口流出并收集;根据生产实际要求,通过变频器控制筛板的速度频率,可以改变废烟在筛面上的运动轨迹,从而达到最合适的分选效果;同时将分选出来烟丝在线利用。
当烟条进入烟枪后,打条器动作,PLC延时功能设定6~9 s(延时时间可修改)后,SE跑条输送带停止,MAX质量废品残烟支输送带和陡角提升带运转,双向输送装置向右运转,不合格品烟支进入右落料口,直接进入残烟支收集箱。当机组停机后再运转时,将重复上述分选过程。
3 系统组成及结构特点
该残烟支烟丝在线分选装置主要包括来料双向输送装置、落料装置、筛分装置、收集装置、电控系统组成,如图5所示。
1)双向输送装置。输送装置是承接卷烟机、接装机输出的残烟条、烟丝、残烟支、烟末,同步跟随SE残烟条烟丝输送带和MAX废烟支输送带分时运转启停信号控制废料输送带正反转。当SE残烟条烟丝输送带运转时,双向输送装置皮带向左输送至左落料口,输出的残烟条、烟丝等混合物通过落料口落到下方的筛分装置,分选出的残烟条、烟丝烟末分别落入收集箱8、9、10中;当MAX废烟支输送带运转时,双向输送皮带向右输送残烟支至右落料口,通过导流板,直接落入下方右侧第1个残烟支收集箱7中,不需再进行二次分选。
2)落料装置。分左右两个落料口3和4,采用不锈钢材料制作,尺寸大小与卷烟机废烟出口对接,能有效接收卷烟机组生产过程中产生的废烟,同时该装置下安装有来料检测传感器。
3)分选装置。包含偏心装置、振动弹板、双层筛板机构、导流机构等,能有效地将烟条烟、烟丝、残烟支、烟末分选出来。

图3 电控系统组成框图
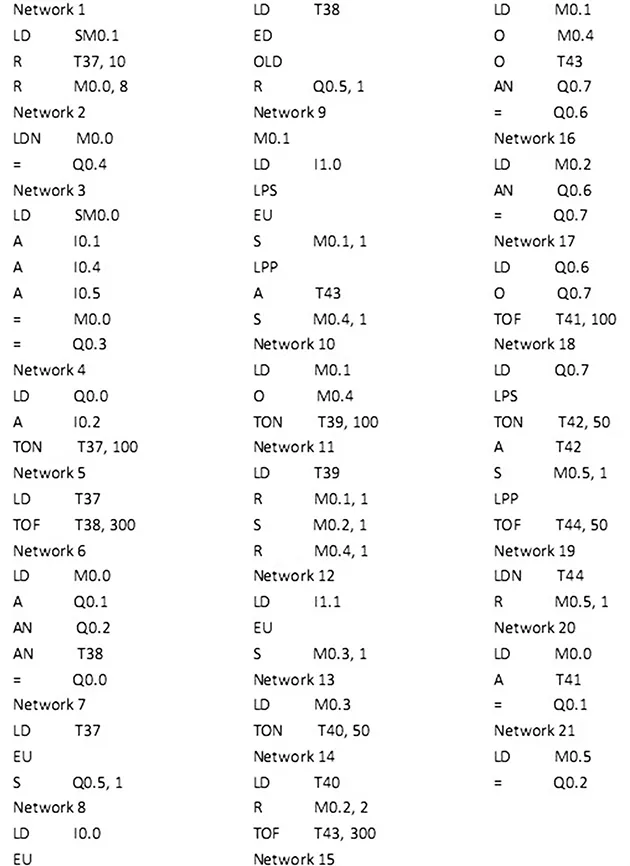
图4 分时段控制的程序代码
双层筛板机构主要由两层筛网组成,分为上筛网部件和下筛网部件。上下筛网的尺寸经过多次验证确定为1050 mm×500 mm×250 mm,只有网孔大小有区别,如图6、图7所示。
上筛网部件的作用是将SE产生的残烟条、烟丝混合物料进行初次筛分,跑条、烟纸等较粗的物料就会随振动移动到上筛网右边,经导料板导入下方的回收料箱中;烟丝和烟末物料,则在振移过程中,从上筛网粗孔中漏入下方的下筛网内进行二次筛分。

图5 分选装置内外部结构示意图
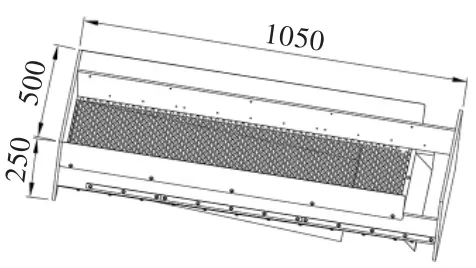
图6 上筛网部件图
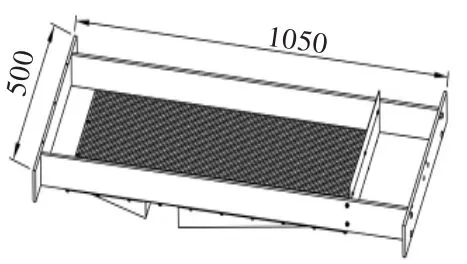
图7 下筛网部件图
下筛网部件的作用是筛分烟丝和烟末,将烟末从下筛网的孔中筛落到下方的回收箱中;烟丝就会随振动移至下筛网左边,经导料板导入下方的回收料箱中,在线加入卷烟机后身料仓中。筛网孔的大小确定经过多次试验按照烟丝和烟末标准选择合适的目数。
4)收集装置。由4个不同规格的收集箱组成,采用食品级不锈钢制作,收集箱上方安装有料满检测传感器,当收集箱中的料位达到设定位置时,设备自动停止,同时发出声光报警信号,提醒操作工及时处理。处理后,系统自动延时启动。
5)电控系统。主要包括电源部分、来料及料箱满检测单元、逻辑控制单元、变频控制单元、声光报警单元、人机交互单元、变频电动机等。
4 测试结果及经济效益分析
卷接机组跑条烟丝在线分选装置在滁州卷烟厂安装后,我们在ZJ118机组上进行了长达4周的8次在线测试,其结果为:工作噪声小于65 dB;处理能力大于200kg/h;分选效率大于95%;单台设备单班在线回收利用烟丝5.9 kg,按双班生产每年按200个工作日计算,每年可节约利用烟丝2360 kg,经济效益非常可观。经过跟踪质量检验,烟丝回收在线利用前后卷烟的内在质量没有变化。与卷接机组配套使用后,设备有效作业率及现场管理水平有不同程度的提高。
5 结语
卷接机组跑条烟丝在线分选装置,是一款适用于中高速卷接机组生产过程中烟丝分选在线回收利用的装置,其设计合理,结构简单,操作及维护方便,不需专人看管,而且占用场地小,在线分选效率好,经济效益显著,提高了产品质量。经投入使用后,得到了相关职能科室及使用部门的一致好评和认可,鉴于良好的使用效果,该装置可在ZJ116、ZJ118、ZJ119型卷接机组及德国虹霓公司生产的M5、M8机型上推广应用。
[参考文献]
[1] 康健.ZJ118型卷接机组培训教程[Z].常德烟草机械有限责任公司.
[2] 成大先.机械设计手册:机械传动[M].北京:化学工业出版社,2010.
[3] 蔡培良,李明,杨剑锋,等.PROTOS-M5型卷接机组残烟自动回收分类装置的设计[J].烟草科技,2017,50(4):88-92.