“TSG Z60 02—2010 特种设备焊接作业人员考核细则”与“DL/T 679—2012焊工技术考核规程”的差异分析
2018-05-15兖文涛
安 栋 王 南 兖文涛
(1.中国特种设备检测研究院 北京 100029)(2.哈电集团(秦皇岛)重型装备有限公司 秦皇岛 066206)
在锅炉压力容器设备安装过程中,焊工操作水平是影响焊接质量的一个重要因素。选择有资质的符合要求的焊工进行现场施焊是质量控制的重要环节[1]。随着特种设备安全法的实施,国家质量监督检验检疫总局颁布了特种设备安全技术规范,为了规范特种设备焊工考核工作,制定了特种设备焊接作业人员考核细则,在超临界机组焊接作业中,质检要求焊工按特种设备焊接作业人员考核细则取证,而电力行业又要求焊工按焊工技术考核规程取证,因此,施工单位焊工往往持双证上岗。在锅炉安装监督检验过程中,现场抽查施焊焊工证件是必不可少的环节,在抽查施焊焊工证件合格项目时,经常发现焊工超项施焊的现象,依据锅炉安全技术监察规程的规定,这种行为属于“无证”作业的严重问题。造成这种现象的原因是,施工单位焊接工作者对特种设备焊接作业人员考核细则和焊工技术考核规程内容混淆,总是按后者的条款来衡量按前者取得资格证的合格项目。
为了帮助现场焊接工作人员更好地了解和区分特种设备焊接作业人员考核细则和焊工技术考核规程,本文结合超临界机组锅炉安装和修理过程中实际情况,从焊工评定角度分析两者之间的差异,可为行业提供一个简易参考。
TSG Z6002—2010 特种设备焊接作业人员考核细则(以下简称细则)
DL/T 679—2012 焊工技术考核规程(以下简称电力考规)
1 适用范围
细则适用于从事《特种设备安全监察条例》中规定的承压类设备(含锅炉)和机电类设备焊工考核。细则要求从事承压设备受压元件、与受压元件相焊及熔入上述焊缝内的定位焊焊接作业的焊工,应考核合格,并持有《特种设备作业人员证》。
电力考规规定了电力行业设备在制作、安装和维修改造工作中的焊工技术考核。电力考规要求从事锅炉受热面管、发电设备压力容器、输送管道、受压元件与非受压元件相焊、钢结构和转动件等焊接作业的焊工,在施焊前应按本规程技术考核合格,并取得相应的资格证。
可以看出,细则仅要求与受压元件(锅炉本体和锅炉范围内管道)相关的焊工必须持证上岗,未对锅炉安装过程中的钢结构等焊工做具体要求;电力考规涉及范围较广。
2 考试机构
细则规定:焊工考试应由具有法定资质的单位、机构或者组织的考试机构组织实施。考试合格后,焊工证由省级质监部门或者授权设区的市级质监部门签发。
电力考规规定:焊工技术考核应由符合电力行业规定考试机构组织实施。证书由电力行业的业务主管部门授权的机构签发。
两者发证部门不同。
3 考核内容
细则和电力考规均规定焊工考试包括基础知识考试和焊接操作技能考试两部分,并要求全部考核通过后才可以申请办理证书。细则要求基础知识考试采用计算机答题方法,电力考规未对此做具体要求。
细则要求焊工掌握简易的计算机操作技能,可理解为变相的要求焊工文化素质比较高。
4 焊接技能操作要素
焊接技能操作要素是焊工考试考核内容,是指影响焊工熔敷优质焊缝金属能力的焊接条件的某一变化[2]。如:焊接方法、钢类别、试样位置、衬垫、焊缝金属厚度、管材外径、焊接工艺因素等。
下面主要针对这些焊接要素进行对比。
4.1 焊接方法和衬垫
细则和电力考规均采用字母代号表示焊接方法,如手工电弧焊(SMAW)、钨极气体保护焊(GTAW)和熔化极气体保护焊(GMAW)等;两者均指出焊接操作技能考试可以单独也可以组合进行,变更焊接方法时,焊工需要重新进行焊接考试。
细则规定:手工焊焊工通过不带衬垫对接焊缝试件或管板角接头试件的焊接操作技能考核后,可施焊带衬垫对接焊缝焊件或管板角接头焊件,反之不适用。结合细则A4.2.5规定,未焊透的试件视为带衬垫试件,可知,通过组合考核(GTAW打底+SMAW盖面),GTAW可单独使用,而SMAW单独使用时,应焊接带衬垫焊件(锅炉安装现场基本不存在这种情况)和未焊透焊件(如锅炉安装现场的水冷壁管与鳍片之间焊接等)。
电力考规规定:通过单独(GTAW或SMAW)考核,可以单独亦可组合使用;通过组合考核,根层焊道采用的焊接方法(GTAW)可单独使用,其余焊道所采用的焊接方法(SMAW)不能用于全焊透根层焊道,换而言之,组合项目中SMAW只可用于未焊透焊件。
因此,细则虽未明确组合和单独考核之间的使用关系,但通过对其他焊接技能操作要素(衬垫)进行限制,就超临界锅炉安装现场而言,细则和电力考规对组合和单独考核合格后的使用规定有异曲同工之效。
4.2 金属材料类别和焊接工艺因素
两者均对金属材料进行了分类。
细则将钢分为FeⅠ(低碳钢)、FeⅡ(低合金钢)、FeⅢ(Cr≥5%铬钼钢)和FeⅣ(奥氏体钢等)四类。
电力考规将钢分为A、B和C三类。每一类别又细分不同组别,A类组别(碳钢-AⅠ、ReL≤400MPa低合金钢-AⅡ、ReL>400MPa低合金钢-AⅢ)、B类组别(珠光体型耐热钢-BⅠ、贝氏体型耐热钢-BⅡ、马氏体型热强钢-BⅢ)、C类组别(马氏体不锈钢-CⅠ、铁素体不锈钢-CⅡ、奥氏体不锈钢-CⅢ)。
电力考规对钢分类较细则详细,细则中FeⅡ类钢号对应电力考规中AⅡ、AⅢ、BⅠ和BⅡ材料;FeⅢ类钢号对应BⅢ材料。值得一提的是,15Ni1MnMoNbCu(德国牌号WB36)作为超临界锅炉给水管道常用材质,在正火+回火下使用,其组织为贝氏体,但不同于贝氏体耐热钢,电力考规将其归在AⅢ类;锅炉安全技术监察规程将其归为低合金钢,细则并没有纳入该钢号,但细则A7.1规定,只要化学成分、力学性能相近的金属材料可以归为一类,故其应按细则FeⅡ类钢对待。
细则规定:当手工电弧焊某一焊接工艺因素(代号01、02、03、10、13、14、15、16)发生变更时,焊工应重新进行焊接操作技能考试。手工电弧焊焊接工艺因素代号见表1。
两者均要求从事奥氏体不锈钢及与其形成异种钢焊接接头的焊工应单独考核;高类别考核合格后可替代低类别考核。
两者在部分替代原则略有差异。细则规定,当指定的焊接因素(见上文)不变的情况下,经某类别考核合格后,可焊接类别号较低钢号;电力考规规定,同类经Ⅲ组材料考核合格可替代同类Ⅰ、Ⅱ组材料考核;经Ⅱ组材料考核合格可替代Ⅰ组材料考核。
就碳钢和低合金耐热钢而言,可以看出电力考规要求严,同类低组别材料考核合格不能替代高组别材料考核。例如锅炉安装现场,若通过BⅠ类材料(如12Cr1MoVG等低合金钢)考核,按电力考规其无法施焊BⅡ类材料(2.25Cr-1Mo类钢),反之适用;但根据细则,12Cr1MoVG等低合金钢和2.25Cr-1Mo类钢同属FeⅡ类别材料,考核可相互替代。

表1 手工电弧焊焊接工艺因素及代号
针对高合金耐热钢(10Cr9Mo1VNbN、10Cr9MoW2VNbBN等钢),细则和电力考规对其考核合格后,免考碳钢和低合金耐热钢规定不同。细则通过焊接因素(背部形成保护气体、采用药芯焊丝等)限制,其规定符合现场实际情况,更科学合理。例如,通常焊工考试过程中,为了防止高合金钢在GTAW打底过程中根部被氧化,一般采用背部形成保护气体(充氩)的试件考核;而碳钢和低合金钢的考核中,不存在上述现象,即不会出现采用背部形成保护气体试件考核的情况;根据细则,充氩的高合金钢考核合格替代不充氩的碳钢和低合金钢考核时,焊接因素(见表1中代号:10)发生了变化,应该重新考核;即背部有保护气体的FeⅢ类钢号考核合格后,通常不能代替FeⅡ和FeⅠ类钢考核;电力考规未考虑这一点。
值得注意的是,电力考规要求焊工考试应循序渐进,需先通过A类材料考核后,再逐类逐组进行考核;细则对焊工关于材料类别的考核顺序没有明确规定,焊工可根据从事焊接工作的实际情况和自身焊接技能操作水平决定考试项目。
4.3 填充金属
细则对填充金属进行分类。钢类的填充金属分为三类:1)钛钙型、纤维素型、钛型、低氢型—碱性(代号分别为:Fef1、Fef2、Fef3、Fef3J);2)钛型—钛钙型、碱性(代号:Fef4、Fef4J);3)全部钢焊丝(FefS)。焊工采用Fef3J或Fef4J类填充金属材料,经焊接操作技能考试合格后,适用于所有类型的焊条;电力考规对填充金属未做具体规定。细则基于与承压部件相关焊接作业要求,虽然电力考规未要求填充金属类别,但通常情况下,超临界机组锅炉安装现场,与承压部件相关的焊接使用的焊条均采用低氢型或碱性,故两者规定的效果等同。
4.4 试件位置和焊缝类型(仅对适用于管材的项目分析)
两者关于管对接位置定义及覆盖范围类似,对管板连接的焊接位置5定义和适用焊件范围略有不同。见表2、表3。
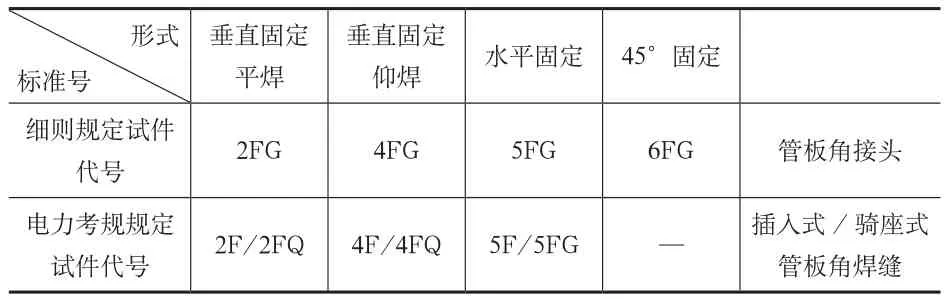
表2 两者对管板角连接定义
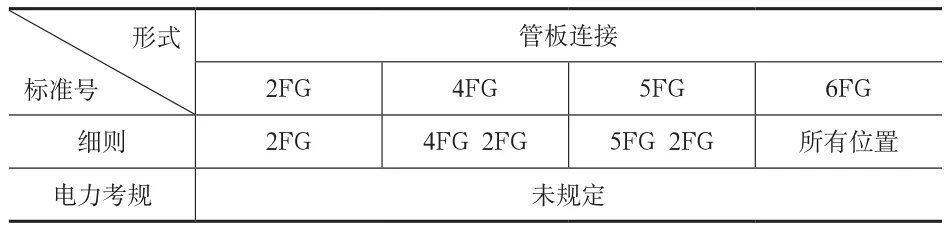
表3 两者适用焊件范围
超临界锅炉存在炉膛跨度大和集箱长等特点,为了运输方便和节省成本,集箱通常分为两段,靠中间环缝连接,有些集箱中间环缝及其旁边小管座角焊缝均在现场安装,这种集箱和管座焊缝形式通常采用角接头(对接焊缝+角焊缝),由于集箱的管径远大于小管管径,可以看作小管和板(集箱局部可近似看成板)组成的管板角接头,实际现场几乎包含全部焊接位置的管板角接头。细则对这种管板焊接位置和项目替代原则做了详细规定,考虑比较周全;电力考规则忽略这种焊接形式和位置,对此未规定,不符合实际情况。超临界锅炉某些集箱和管座也存在异种钢焊接的管板角接头,这种形式安装现场往往不会发生,但修理改造现场容易遇到,所以细则也对异类别钢号管板角接头做了具体要求,采用异类别钢号组成的管板角接头试件,通过其焊接技能考核后,则认为该焊工通过试件中较高类别钢号的焊工考试,更加完善了管板角接头考核规定。
两者对板材考核合格后,适用于管材外径的要求不同。细则规定,通过板材对接焊缝试件考核后,焊接管材对接焊件时,管外径应大于等于76mm。电力考规规定,通过板材考核后,适用于管材对接焊件时,管直径大于等于600mm,如:板材对接焊缝1G(平)、3G(立)、4G(仰)合格者,可以免考直径大约等于600mm的5G(水平固定试件)管;板材对接焊缝2G(横)合格者,可以免考直径大于等于600mm的2G(垂直固定试件)管。
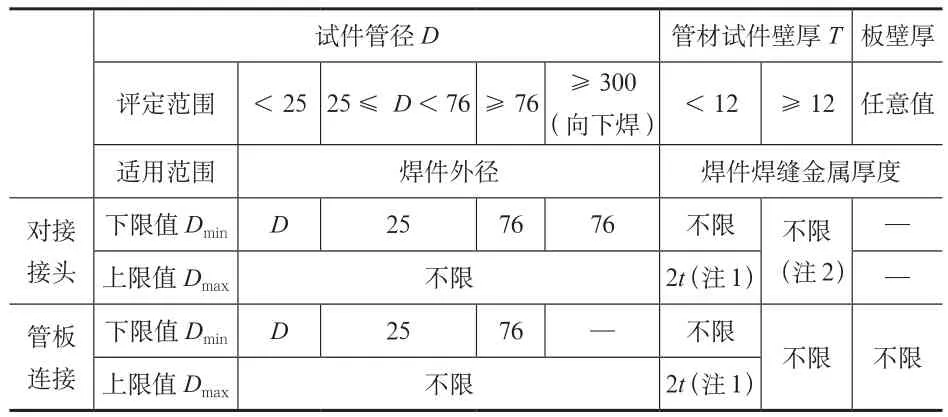
表4 细则对厚度和管径评定范围(mm)

表5 电力考规对厚度和管径评定范围(mm)
4.5 管材焊缝金属厚度和外径
焊缝金属的壁厚和管径是指导焊工工作的重要参数,通过表4、表5。可以看出,两者对对接接头试件壁厚和管径的分组不同,尺寸差距较大,根据安装现场受压部件的实际尺寸,很少使用管径小于25mm和采用一种焊接方法焊接壁厚大于12mm的管,故就与受压部件相关的焊接作业而言,细则对规格划分更切合实际。从另一个方面看,电力考规考虑的不仅仅是与受压元件有关的焊接作业,故试件规格的选择分组较粗,这样也有助于降低焊工评定范围。值得注意的是,电力考规要求锅炉受热面管的焊工考核,试件管径按不大于63.5mm的管子选取,焊工必须通过十字障碍的小径管考核,在现场安装过程中,障碍物通常不可避免,故电力考规对受热面管的焊工操作技能要求具有针对性,更合理。
5 试件检验项目及数量(以管对接焊缝为例)
两者要求试件检验项目及数量见表6、表7,可以看出两者对试件管径需求不同,检测项目也有所不同。考虑到现阶段超临界锅炉受热面管几乎均小于等于63.5mm,电力考规选取管外径以63.5mm为界比较切合实际。就检验项目而言,电力考规要求项目多,如试件要求做断口检验和高合金钢及C不锈钢要求金相检验等。每个检验项目的评定指标不是这里关注的重点,故不再赘述。

表6 细则中试件检验项目及数量
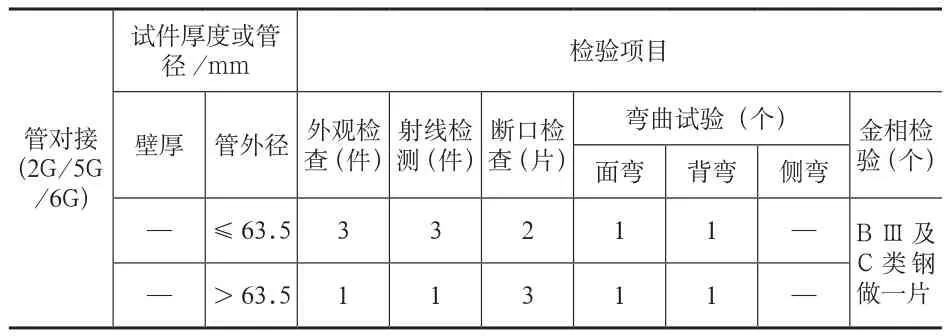
表7 电力考规中试件检验项目及数量
6 证件签发及有效期
细则规定:《特种设备作业人员证》四年复审一次。第一次复审时,需要重新考核;以后的复审,可在合格项目范围内抽考。若持证焊工某一焊接方法中断焊接作业超过半年,则该焊工再使用该焊接方法进行焊接作业前,需通过复审抽考合格,方可作业。
电力考规规定:焊工资格证有效期为四年。具备一定条件的优秀焊工每个合格项目可以免签一次,即可延长4年。首次考核的焊工,必须考核板状对接试件;首次考核管状试件的焊工,必须具备板状对接试件四项合格的基础。
可以看出,细则对焊工证第一次复审要求较严格,要求焊工必须重新考试;电力考规对首次考核的焊工,要求必须具备板对接的合格项目,细则对焊工选择项目考核时,可根据自身能力和从事焊接作业的情况自由抉择;电力考规则要求考核按部就班进行,过于死板。 总之,两者侧重不同,要求也不会相同。
7 结论
本文通过细则和电力考规比较发现,两者侧重不同,除了某些考核中规定等同外,电力考规要求面较广,涉及受压部件以外的钢构件;细则要求比较专,仅考虑与受压元件相关的焊接作业,规定管板角接头形式,涵盖范围全,相关规定切合实际科学合理;但针对锅炉受热面小管的考核,电力考规规定要求通过障碍物考核,更符合现场焊件结构。从法律效应上看,细则大于电力考规,因此,为了满足现场所有施工需要,焊工持双证上岗是必要的;现场焊接技术人员应掌控细则和电力考规的侧重点,正确指导焊工在合格项目范围内施焊,可以从源头杜绝超项作业,保障超临界锅炉安装、改造和重大修理过程中焊接质量具有重要意义。
参考文献
[1]许威,李彦胜,尚用甲,等.两种石油管道焊接典型标准的焊工评定区别分析[J].电焊机,2012,42(04):87-89.
[2]赵孟显.ASME锅炉压力容器规范第Ⅸ卷新版焊接规范介绍(一)[J].压力容器,2009,26(09):34-41.
[3]TSG Z6002—2010 特种设备焊接操作人员考核细则[S].
[4]DL/T 679—2012 焊工技术考核规程[S].