拉铆钉与拉铆枪
2018-05-12赵杰,陈继龙
0 概述
拉铆钉又称环槽拉铆钉、哈克拉铆钉等,20世纪40年代,为解决第二次世界大战远程作战B-24轰炸机在航空母舰上降落时产生的重压和强烈振动的棘手难题,拉铆钉的创始人Lou Huck先生发明了第一代的哈克拉铆钉,因此拉铆钉最早应用于飞机领域。
由于拉铆钉出色的性能,随后在铁路车辆、矿山设备、钢结构、重型汽车、桥梁、建筑等领域中得到了广泛的应用。国内最初也是首先应用在飞机领域,目前国内主要应用领域是飞机、铁路车辆、振动筛等行业,还有其它工程项目:上海科技馆、上海APEC会议中心、上海植物园(铝合金空间网架结构)、北京中国国际贸易中心室内游泳池、北京科技会展中心、大连轻轨工程等[1]。
此类产品在国内应用领域和普及度与欧美国家相比还存在较大差距,希望通过对拉铆钉产品及安装工具的系统介绍,使拉铆钉产品能够受到相关行业、企业的关注和采用,发挥拉铆钉产品的优势,提升行业竞争力。
1 拉铆钉结构及其特点
1.1 拉铆钉结构
拉铆钉是铆钉和套环的合称(图1),其中铆钉相当于螺纹连接副的螺栓,主要区别是铆钉的杆部结构不是螺纹槽,取而代之的是一圈一圈的环状沟槽。套环相当于螺纹连接副的螺母,主要区别是套环的内孔面不是螺纹,而是光面。安装时通过专用安装工具将套环的材料挤压到铆钉的环槽内(图2),实现“一次紧固,永不松动”的连接。

图1 拉铆钉实物图

图2 拉铆钉铆接及剖切图
根据产品的外形结构进行分类,铆钉主要分为拉断铆钉和短尾铆钉,主要区别为安装时的抓取部分是否去除。其中拉断铆钉结构由帽头、光杆、锁紧环槽、拉断环槽、夹持环槽组成(见图3)。短尾铆钉结构由帽头、光杆、锁紧环槽、螺旋槽、短尾环槽组成(见图4)。套环主要有两种类型:普通套环、法兰套环(见图5)。由此衍生出的其它各种型式的拉铆钉,本文不再一一赘述。
1.2 拉铆钉特点

图3 拉断铆钉结构

图4 短尾铆钉结构

图5 套环结构
1.2.1 抗震防松
通过铆钉杆上的环槽设计,以及安装时将套环材质挤压到铆钉杆环槽内,从根本上解决了螺纹紧固件在振动情况下松动的问题,使其在安装完成后具有永久的高紧固力,在冲击、交变载荷工况下无松动或松弛现象,能确保机械联结的有效性,确保在任何苛刻条件下的连接有效性,真正实现永久连接。解决了螺纹连接在“交变载荷、冲击工况下发生松动”的难题,同时避免了焊接产生变形及常规铆接时的加热及预紧力无法控制的问题。
1.2.2 安装方便
拉铆钉通过专用工具来完成安装,对操作人员只需要短时间的操作培训就可完全胜任安装要求,较好解决了安装质量受操作者情绪影响的问题。与焊接相比不需要高薪聘请有经验的焊接技工,不存在焊接变形,也不存在焊接作业时产生烟雾、毒气的问题,最大限度地保障了施工人员的健康。与螺纹连接相比不需要昂贵和精密的扭矩控制的拧紧设备,同时其安装工具可靠性比拧紧设备高出很多。
1.2.3 检查简单
安装完毕后,目测检查铆钉杆分离处与套环是否基本平齐即能马上判断出安装的正确与否,无需进行焊接探伤或是螺栓扭矩检测。如图6所示,A、B、L1、L2尺寸用于检测判断铆钉长度选用与被联接件厚度是否匹配,此尺寸在被联接件厚度不超差情况下不会出现问题;C、L3用于检测判断套环与铆钉有效结合长度的符合性,通过目测或样板即可判断;尺寸D为最关键的控制尺寸,决定套环与铆钉的结合力度,一般情况下不会出现异常,除非铆接工具出现损坏或磨损超差,通过目测或样板即可判断;对于短尾铆钉还需要判断套环法兰上三个凸点是否有一个产生了挤压变形。
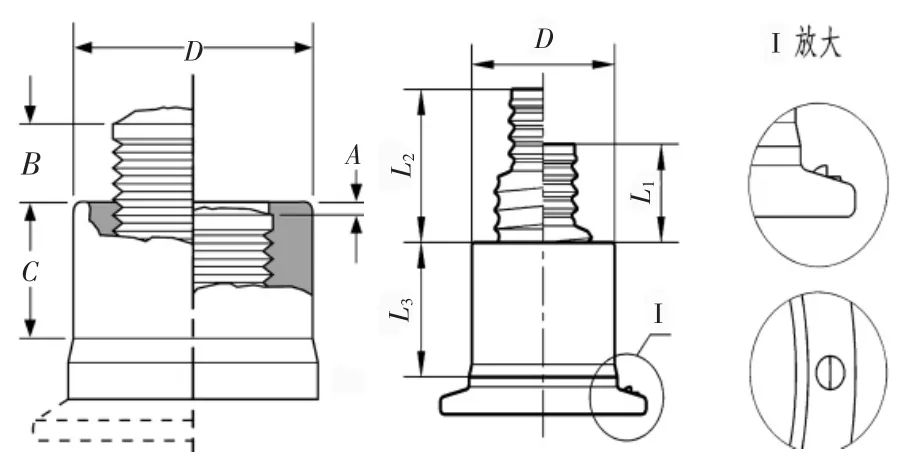
图6 拉铆钉铆接检查
1.2.4 预紧力易控
拉铆钉预紧力控制方式与螺纹连接预紧力控制方式不同。螺纹连接预紧力常用控制方法有扭矩控制法、转角控制法、拉伸控制法等,最常用的扭矩控制法受螺纹连接副摩擦系数影响较大,施加的拧紧力矩主要克服了摩擦力,而真正转变成夹紧力(即预紧力)的却只有10%左右[2],在相同的上紧扭矩情况下,当摩擦系数变化 0.01时,预紧力的变化幅度[3]高达37.5%。由于拉铆钉通过轴向拉伸直接获得预紧力,控制方式操作简单:拉断拉铆钉通过拉断环槽控制预紧力大小,短尾拉铆钉通过调整安装工具压力及套环上三个凸点变形进行控制。
2 拉铆钉生产工艺流程
拉铆钉常规生产工艺流程如下:
拉断铆钉生产工艺流程:线材盘原料→多工位冷镦成型机镦锻毛坯→拉断环槽预处理→滚丝机滚制锁紧环槽、拉断环槽、夹紧环槽→网带热处理炉进行热处理→探伤机探伤→表面处理。见图7。
短尾铆钉生产工艺流程:线材盘原料→多工位冷镦成型机镦锻毛坯→滚丝机滚制锁紧环槽→滚丝机滚制螺纹槽→滚丝机滚制短尾环槽→网带热处理炉进行热处理→探伤机进行探伤→表面处理。
套环生产工艺流程:线材盘原料→多工位冷镦螺母成型机镦锻毛坯→真空井式炉进行退火→表面处理。

图7 拉断铆钉生产工艺流程
3 安装工具及安装过程
3.1 安装工具
拉铆钉的安装需要采用专用的安装工具——拉铆枪,根据拉铆枪的动力源不同可分为液压拉铆枪和气动拉铆枪,液压拉铆枪需要配备专用液压站,本文以液压拉铆枪为例进行说明,图8所示完整部分为拉断拉铆钉用拉铆枪,下侧为短尾拉铆钉用拉铆枪的枪头部分,图9为对应拉铆枪的结构图。
3.2 安装过程
拉铆钉安装过程及拉铆枪工作原理如下:
图10:待机状态时活塞处于油缸的前端,卡爪处于张开状态。将铆钉的尾部夹持环槽穿入拉铆枪的卡爪,并使砧筒前端面顶紧套环的右端。
图11:按下启动按钮时活塞左侧供油,右侧回油,活塞带动内筒夹一起向后运动,同时卡爪顶座在弹簧的弹力作用下向前推动卡爪,卡爪径向缩小抓紧铆钉;
图12:活塞继续向后运动,这时砧筒头部挤压套环变形,砧筒内孔挤压套环,使套环与铆钉的锁紧环槽互相咬合为一体;
图13:随着铆接力增大到设定值时,铆钉的拉断环槽部位被拉断;活塞快速向后运动,通过活塞的内部泄压结构使得活塞两侧液压油串联为一体,活塞不再向后运动。
图14:松开启动按钮,液压站电磁阀换向,活塞的右侧腔开始进油,左侧回油,推动活塞向左运动,带动内筒夹向前推动退位组顶紧套环,砧筒退出套环;由于退位组相对于内筒夹向右运动,推动卡爪向右退到内筒夹的锥孔大端而张开,拉断的铆钉断头处于自由状态,这时活塞芯部导杆在液压油的作用下向前运动将铆钉断头推出卡爪,完成一个工作循环。

图8 液压拉铆枪与液压站
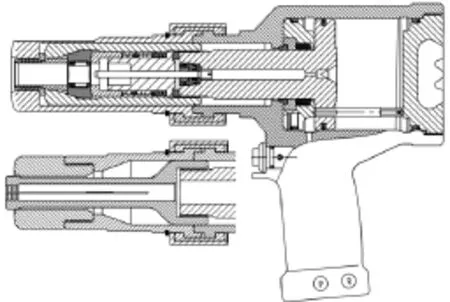
图9 液压拉铆枪结构图

图10

图11

图12

图13

图14
4 结论
本文通过对拉铆钉结构的分析,对其特点作了系统的分析说明,简单介绍了拉铆钉的生产,并对拉铆钉的专用安装工具的结构原理作了详细说明,为相关人员选用拉铆钉提供参考。
参考文献:
[1]杨树森,张光明,刘煜.拉铆钉及其在铁道车辆中的应用[J].铁道车辆,2006(12).
[2]李建江.装配过程中螺栓预紧力的控制[J].工程机械,2010(7).
[3]赵海川,王晶.关于风电螺栓扭矩系数与摩擦系数的探讨[J].风能,2010(9).
