一种视觉引导经纬仪自动测量方法
2018-05-11王欣宇范百兴阮国伟刘浩淼
王欣宇,范百兴,于 英,阮国伟,刘浩淼
(1.信息工程大学,河南 郑州 450001;2.黄河勘测规划设计有限公司,河南 郑州 450001;3.北京卫星环境工程研究所,北京 100094)
通过图像传感器代替人眼瞄准目标进行观测,是近年来测绘仪器研究的重点,国内外专家学者对其进行了大量的研究;如德国波恩大学W. Schauerte和N. Casott对以图像传感器为核心的光电准直测量系统进行研究[1];欧洲核子研究中心(CERN)将高精度工业相机和徕卡TDA5005全站仪配合进行研究,利用相机引导全站仪照准CCR棱镜目标;除此之外还有测量机器人的自动目标识别技术、图像全站仪、激光跟踪仪6自由度测量[2-3]等。
在大尺寸空间坐标测量中,为适应工业现场测量环境的复杂性和测量需求的多样性,将不同测量系统进行组合。经纬仪测量系统因其测量精度高、易搬站和非接触等优点受到人们的青睐,但其自动化程度不高[4-5],尤其在进行航天器立方镜准直测量时是通过人工准直测量的,测量效率低,人为误差较大;而数字摄影测量系统具有测量精度高,测量速度快,受环境影响小等优点[6]。所以考虑将无接触的数字摄影测量与经纬仪测量系统进行组合,实现视觉引导经纬仪自动测量,以提高适应测量环境的能力;本文利用两台Leica TM5100A高精度激光马达经纬仪和摄像机进行直接组合实现视觉引导经纬仪自动测量。
1 相机与经纬仪组合系统
经纬仪测量系统准直速度慢自动化程度不高,为实现视觉引导经纬仪自动测量,需要在经纬仪上加装摄像头装置,使摄像头代替人眼,其前提是尽量减少对经纬仪的改动,并且获取高精度的图像。因此要加工精密的工装,使摄像头和经纬仪合理的组合起来。基于上述原则,对经纬仪TM5100A进行改造。
1)购买800万像素的高精度摄影头,拆除其附属装置,只留下核心部件;
2)在专业配件加工单位,加工特殊固定工装,使其和经纬仪目镜位置的尺寸完全配合,其主要作用是将摄像头和经纬仪目镜连接工装紧密配合,并且使摄像头能够进行旋转和微调,如图1所示。
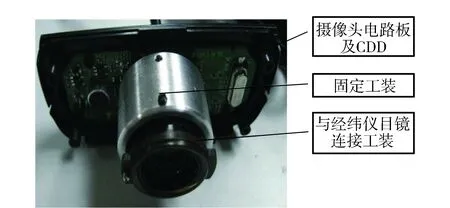
图1 视觉引导测量装置
3)从徕卡公司购买TM5100A专用目镜,拆除多余配件和装置,留下目镜的成像和调焦装置;
4)将摄像头和专用目镜通过固定工装连接,拆除经纬仪固有目镜后,将改造后的视觉引导测量装置固定在目镜位置,如图2所示。

图2 经纬仪视觉引导测量装置
经纬仪视觉引导测量工装经过上述改造,即可实现摄像头和经纬仪目镜的直接配合,并可以得到清晰的目标图片;摄像头采集标志点或准直立方镜十字光标图片如图3所示。
自准直经纬仪在精密工程测量和工业测量中有着广泛地应用,其基本原理如图4所示。准直时将经纬仪望远镜调焦至无穷远处,准直灯发射的光经过聚焦镜和45°半反射镜后照亮十字丝分划板,若经纬仪的视准轴和平面镜垂直,则分划板十字丝的像经物镜形成平行光再由平面镜反射回来与原像重合,从而实现经纬仪自准直测量。于是便可以通过经纬仪的水平角和垂直角度得到立方镜的法线方向。立方镜如图5所示。

图3 摄像头采集的目标图片
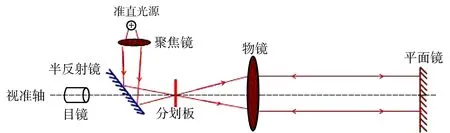
图4 经纬仪自准直原理示意
图5 立方镜
2 相机与经纬仪组合标定
通过编写软件对图像处理获取图片标志中心或准直立方镜十字光标中心在像平面坐标系下的坐标,根据标定过的系统模型计算经纬仪旋转到该标志点中心或十字光标中心位置所需要旋转的水平角和垂直角,从而驱动经纬仪马达伺服系统,实现视觉引导经纬仪自动测量的目的。软件功能实现流程如图6所示。
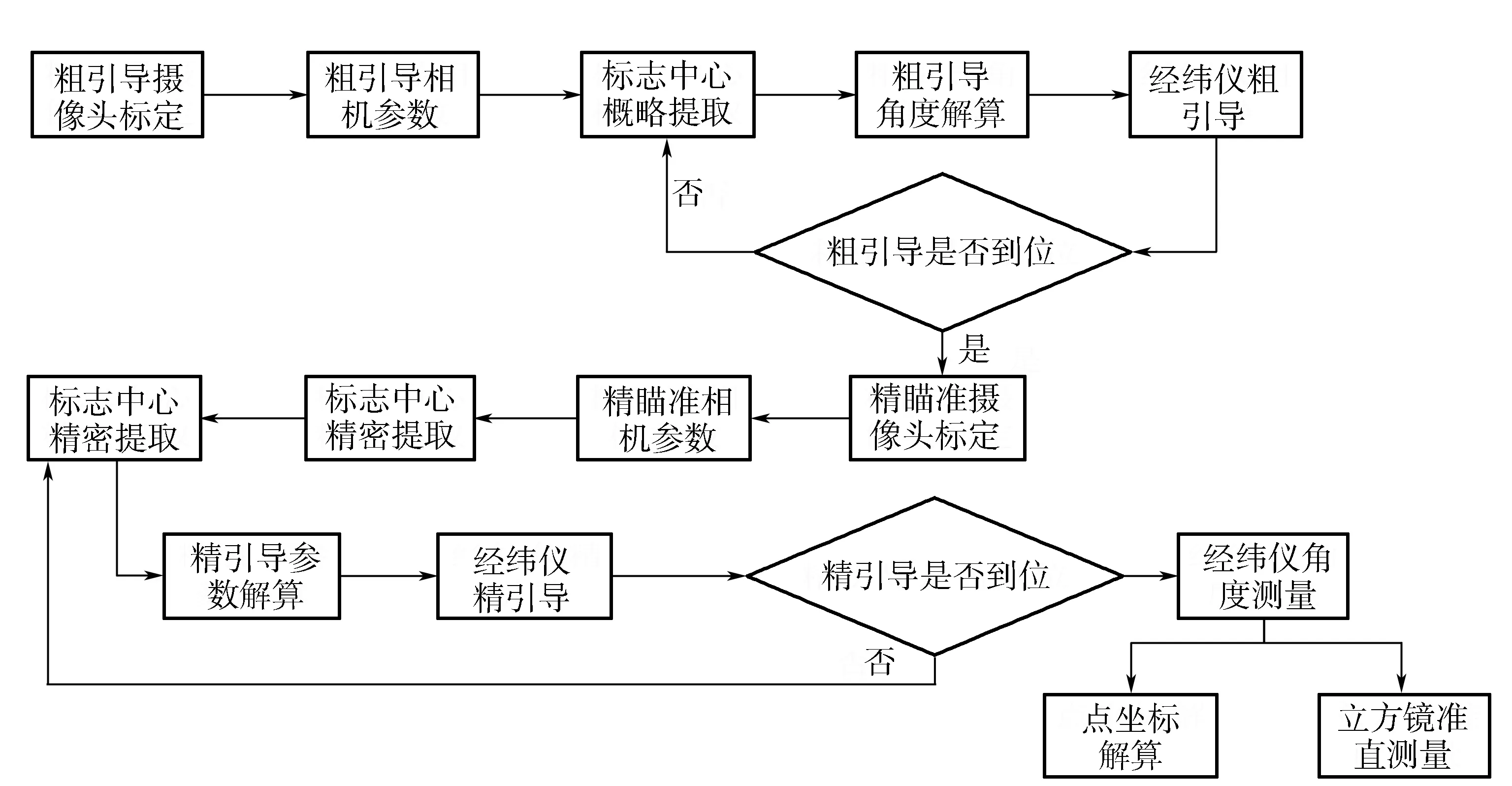
图6 经纬仪视觉引导位姿测量功能实现
2.1 圆形标志点中心提取
由于本文经纬仪摄像头采集的回光反射标志图像一般为椭圆形,人工反射标志图像与背景亮度对比明显,根据人工反射标志的这一特性进行图像识别从图像中找出标志点,进而对图像中心坐标进行提取;首先通过Canny边缘提取[7-8]确定标志图像的边缘像素,再根据边缘跟踪[9]确定整个标志图像的位置。最后通过椭圆中心拟合确定标志点中心位置[10-11]。标志中心定位结果如图7所示。
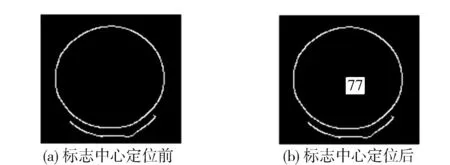
图7 标志中心的精确定位
2.2 准直十字光中心提取
摄像头与经纬仪组合的直接目的是实现立方镜的自动准直功能,通过图像识别立方镜十字光标是自动准直的前提。
首先通过 Hessian矩阵法对准直十字光线条中心进行定位。激光条纹横截面的光强分布[12-13]如图8所示,图中实线是一条结构光条纹某处横截面的光强分布图,可以用图中的抛物曲线来近似建立以光条纹中心为原点,光条法线方向为X轴,灰度值为Y轴的坐标系。
由图8可知,光条截面的中心点为截面灰度分布曲线一阶导数为零二阶导数绝对值极大的点,从而可确定光条中心点。取得光条中心点后可通过Hough变换的直线提取的方法确定光条直线[14],检测出的两条垂直光条中心线进行交会便可得到准直十字光中心坐标。
2.3 图像平面与十字丝关系标定
加载摄像头与望远镜连接,在进行系统标定之前首先标定十字丝与相机图像坐标系之间的关系,标定十字丝需要一个偏移量两个旋转量,十字丝中心点相对于相机图像中心点的偏移量,以及十字丝双丝相对于图像坐标系的(x,y)轴的旋转角θ,如图9所示红色十字丝代表经纬仪十字丝,黑色虚线代表图像坐标系轴线。

图9 十字丝标定原理
通过搜索图像中十字丝附近范围像素点灰度值最小的点来获取十字丝上的横丝点像素和竖丝点像素的先验信息。然后以此为基准进行横向和纵向搜索,分别获取十字丝横丝和竖丝上的若干个像素点坐标,通过最小二乘拟合的方法,获取横丝和竖丝的最佳拟合直线,两条直线的交点,即为十字丝中心点的像素坐标。
十字丝与CCD坐标系都属于平面坐标系,两者之间的标定即求得一个旋转参数θ和两个平移参数(tX,tY),图像坐标系上点的坐标为(x,y),则十字丝坐标为
(1)
通过使用TS30和TCA2003代替TM5100A进行标定实验,实验标定结果如表1和表2所示。

表1 TS30-摄像机十字丝标定结果

表2 TCA2003-摄像机十字丝标定结果
2.4 相机与经纬仪组合标定
2.4.1 标定原理
视觉引导测量的关键环节是确定像素坐标与经纬仪角度之间的函数关系;其标定很困难,尤其是实现自动化标定更加困难。本文采取如下方法进行标定:
1)照准某个目标区域,通过联机控制软件,获取经纬仪当前的水平和垂直角度值(Hz1,V1);用鼠标获取视场内某个标志点的先验像素信息,并以此为基础,自动搜索并提取得到该标志点中心的像素坐标值(X1,Y1)。
2)用软件驱动经纬仪旋转一个小角度(ΔHz,ΔV),一般要小于30′,确保旋转后测量标志仍在视场范围内;测量标志点中心像素坐标相应变化(ΔX,ΔY)。
3)通过联机测量软件获取旋转后的水平和垂直角度值(Hz2,V2),用鼠标获取旋转后视场内标志点的先验像素信息,并以此为基础,自动搜索并提取得到该标志点中心的像素坐标值(X2,Y2)。
则经纬仪旋转角度和像素坐标之间的比例系数为
2.4.2 标定流程及结果
对相机本身的畸变参数进行标定,但安装后的摄像头的像平面与经纬仪的视准轴不能保证严格垂直,这将导致图像在不同位置处的标定系数不同,某一位置处标定的结果不能代表图像的所有位置。本文采用网格标定法,如图10所示,图中每个标定点有一个标定结果。在引导测量时,根据目标图像中心坐标,选择其邻近的标定点进行内插得到该目标中心所用的标定系数,这样就可以保证视觉引导测量的精度[12]。
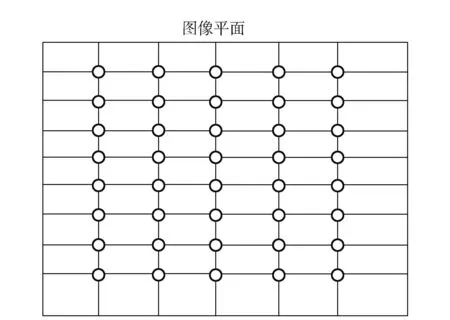
图10 网格法相机标定
获取十字丝中心的像素信息。然后通过旋转经纬仪,使经纬仪十字丝中心与标志点中心相重合,以此作为基准,因为是通过人眼观测来确定的,所以带有一定的系统误差。
顾及旋转角度和像素之间的比例系数在各象限存在一定的差异,所以在四个象限里分别标定,水平角与垂直角马达驱动量绝对值均设置为0.1°;以某一象限标定为例,设置水平角与垂直角驱动量均为0.1°,采集图像,提取标志点像素信息,获取当前状态下的水平角及垂直角。设置水平角与垂直角驱动量均为-0.1°,使标志点转回十字丝中心处,获取此状态下的水平角及垂直角。计算旋转角度和像素之间的比例系数,该系数即为经纬仪旋转角度和像素坐标之间的比例关系。
选距离5 m处标志作为标定点,分别对TS30与TCA2003进行标定,标定结果如表3和表4所示。

表3 TS30-摄像机标定结果

表4 TCA2003-摄像机标定结果
从上述标定结果中可以看出,不同仪器标定系数有所差异,同一仪器不同象限标定结果也有所差异,在实际标定时应予以考虑。利用上述标定结果在进行实际测量时,通过3次引导视场内的标志点获得的角度观测值如表5所示。
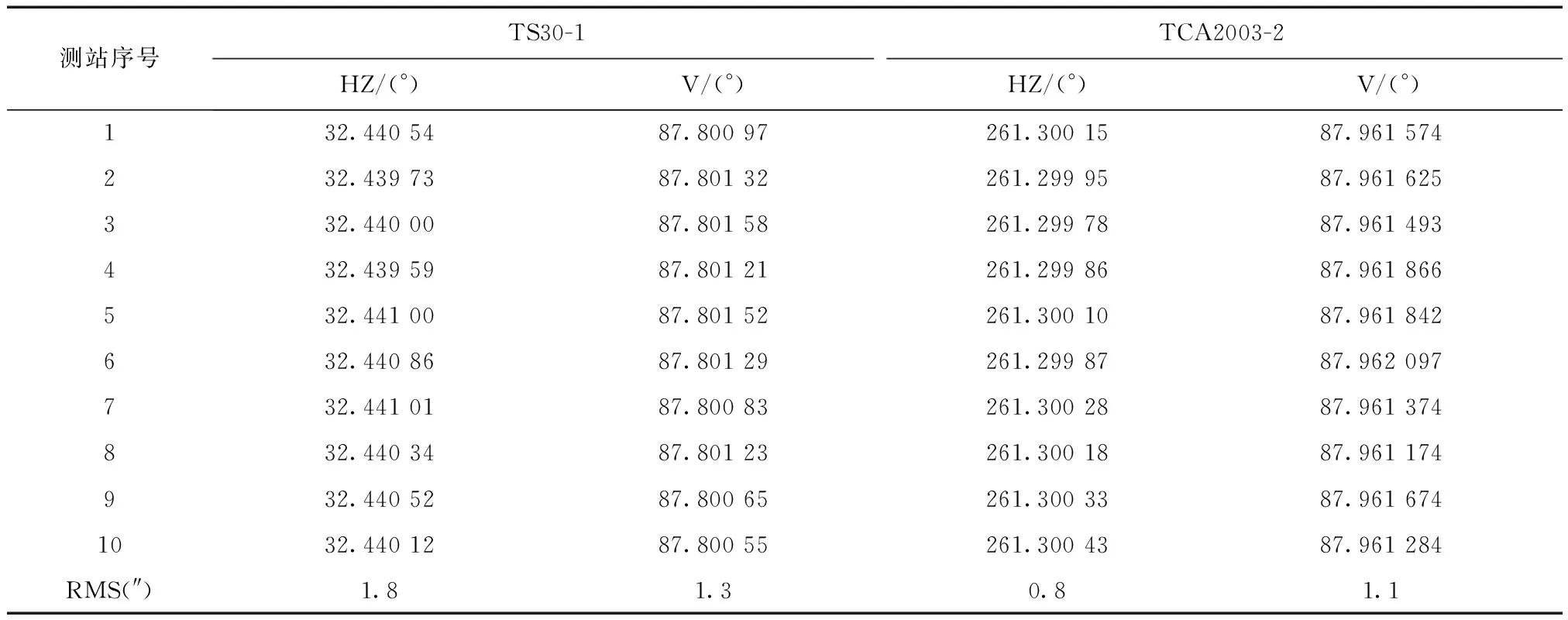
表5 角度重复性测试结果
由上述结果可知,在综合考虑包括马达驱动误差,标志点中心提取等的系统误差的前提下,通过3次引导马达驱动其测角重复性能达到2″之内。
3 系统测量精度分析
3.1 经纬仪驱动定位精度分析
TM5100A电子经纬仪水平和垂直轴系采取摩擦制动模式,其自身存在马达驱动误差,驱动精度标称为±0.5″,由于在目镜位置增加USB连接线及其摄像头,其驱动误差可能会增大。
编写TM5100A马达驱动控制程序,通过按钮进行初始化,实现经纬仪的联机操作;通过按钮发送指令获取经纬仪转动前的原始测量数据,并从中提取出水平和垂直角度值(Hz1,V1);由界面设置旋转的角度后,通过按钮发送指令控制经纬仪水平角和垂直角分别旋转(Hz0,V0),并获取经纬仪转动后的水平和垂直角度值(Hz2,V2),计算出水平角和垂直角的驱动偏差;通过界面实时显示经纬仪转动前后的水平和垂直角度及驱动偏差;水平角和垂直角的驱动偏差分别为
ΔHzi=(Hz2-Hz1)-Hz0.
(2)
ΔVi=(V2-V1)-V0.
(3)
上述过程重复ni次,取ΔHz和ΔV的均方根误差值,可得到一个系列TM5100A电子经纬仪的水平角和垂直角驱动误差为
(4)
(5)
由于垂直角的大小会影响经纬仪视准轴的平衡,因此需要在垂直角不同的情况下,分别完成上述实验,垂直角分别取值为(-40°,-20°,0°,+20°,+40°),完成上述5个系列的水平角和垂直角驱动定位精度测试;测试方案如表6所示。

表6 经纬仪驱动误差测试方案
水平角的驱动量分为1°,10°,30° 3个系列;垂直角的驱动量分为1°,10°,30° 3个系列;假设垂直角取值为-40°时,设置水平角与垂直角的驱动量均为1°,重复测量n次,得到水平角和垂直角驱动误差。本次测试共进行r个系列,每个系列重复测量次数ni,且每个系列下水平角和垂直角驱动误差为mHzi,mVi,则所有系列总体的水平角和垂直角平均驱动误差为
(6)
(7)
驱动误差测试结果如表7、图11和图12所示。
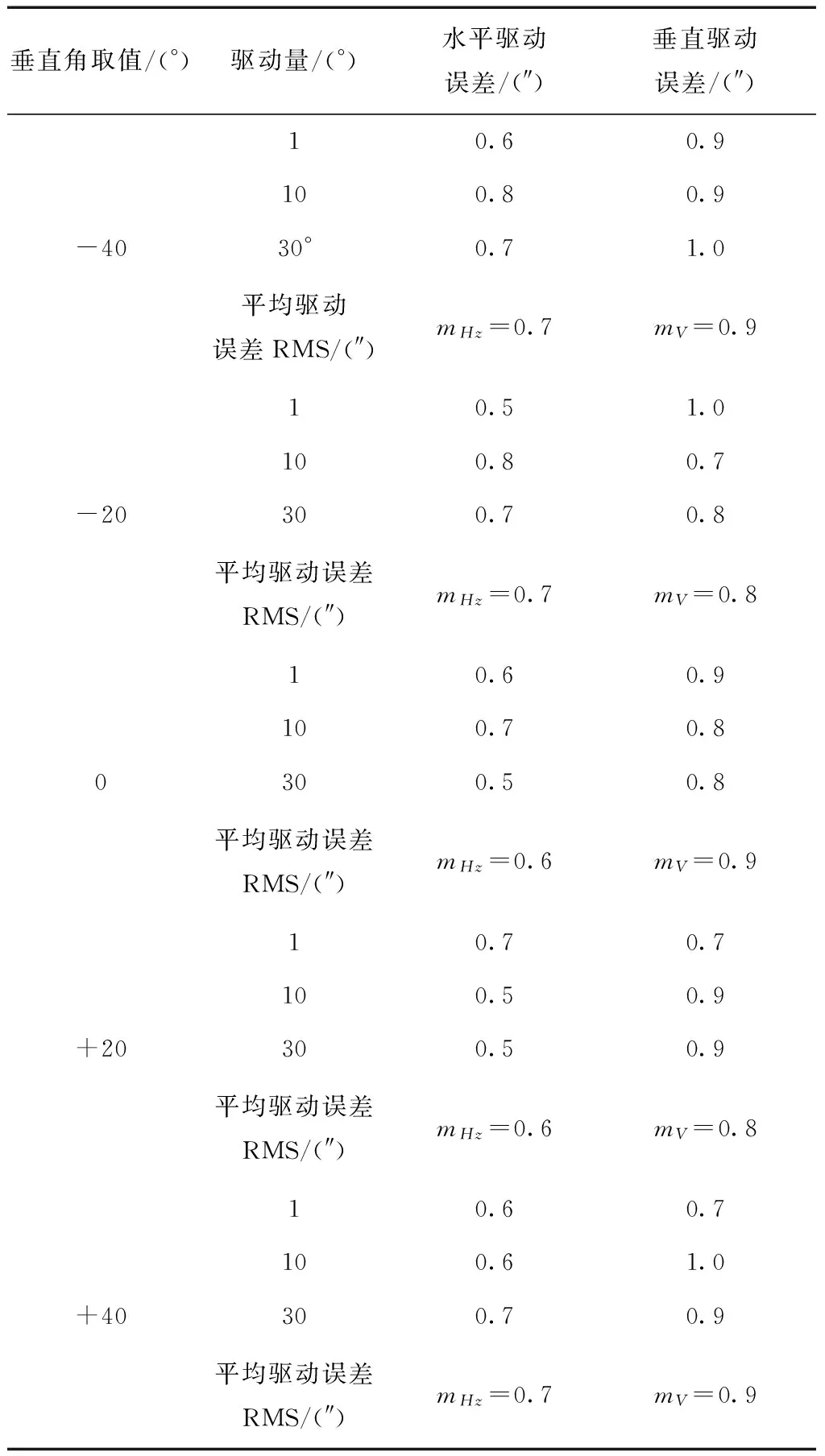
表7 驱动误差测试结果
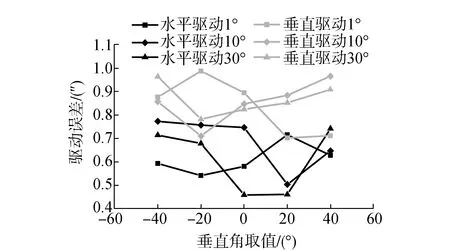
图11 不同驱动量下的角度驱动误差比较

图12 平均角度驱动误差
从表7、图11和图12中可知,TM5100A经纬仪加上摄像头后,测试表明:①垂直角取不同值的情况下,驱动误差无明显的变化趋势,可认为驱动误差不受垂直角取值的影响;②在不同驱动量下水平角和垂直角驱动误差均在±1″范围之内,TM5100A标称驱动误差为±0.5″,垂直角与水平角驱动误差均能满足预期的精度要求;垂直角驱动误差较水平角驱动误差偏大,可认为水平角的驱动误差几乎没有受到加载摄像头的影响;③垂直角驱动误差受到了加载摄像头的微小影响,但精度仍能满足工业测量自动化的要求。
3.2 视觉引导经纬仪自动测量精度分析
3.2.1 视觉引导点位测量
通过上述精度保证便可对视觉引导测量的点位精度进行实验验证。
1)点位测量重复性实验。视觉引导点位测量试验主要是完成对视觉引导测点和测角技术可行性的验证,通过试验得到视觉引导测点和测角的精度并且为引进视觉引导技术提供可靠的实验依据。
首先采集像平面坐标系下目标中心的像素坐标值;根据十字丝中心像平面坐标系位置的标定结果,可以得到十字丝的像中心点坐标为(X0,Y0),与标志点中心的像素坐标值(X2,Y2)相对应,即可得到经纬仪的旋转角度值为
ΔHz′=kHz(X2-X0),
ΔV′=kV(Y2-Y0).
(8)
通过联机控制指令,驱动经纬仪旋转(ΔHz′,ΔV′),若没有照准选择目标,则重复上述过程,实际表明通过3次引导即可照准所选目标,有较好的测角重复性。照准所选目标后,测量即可得到经纬仪照准目标后的水平和垂直角度值。
采用两台经纬仪完成上述工作,得到两台经纬仪的水平角度值和垂直角度值,将两台经纬仪的角度值导入MetroIn软件,对两台经纬仪进行定向解算,通过交会即可得到所选择点在两台经纬仪构建的局部坐标下的坐标值。对某个点重复进行多次测量,可评定该点的重复精度;实验分别在3 m,5 m,7 m的距离上进行测试;并在不同光照条件和不同交会角的状态下进行测试,其中A表示向光,B表示背光;测试结果如表8和图13所示。

表8 点位重复性精度测试结果 mm
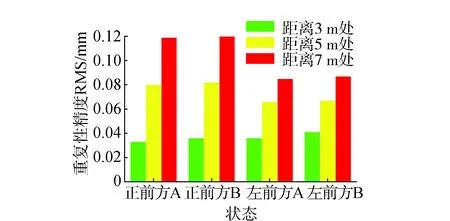
图13 点位重复性精度测试结果
从表8和图13中可得出结论:光照对点位重复性测量精度影响不显著,交会条件影响显著, 3 m内点位重复性测量精度优于0.05 mm;5 m内优于0.09 mm;7 m内优于0.12 mm。实验证明视觉引导测量具有较好的点位重复性测量精度。
2)点位测量准确性实验。通过视觉引导测量经过标检的标尺并将测量结果与标检结果进行比较,再通过人工操作仪器测量并将测量结果与标检结果进行比较,重复测量10次;测量结果如表9和图14所示,尺长标检结果为900.703 mm。
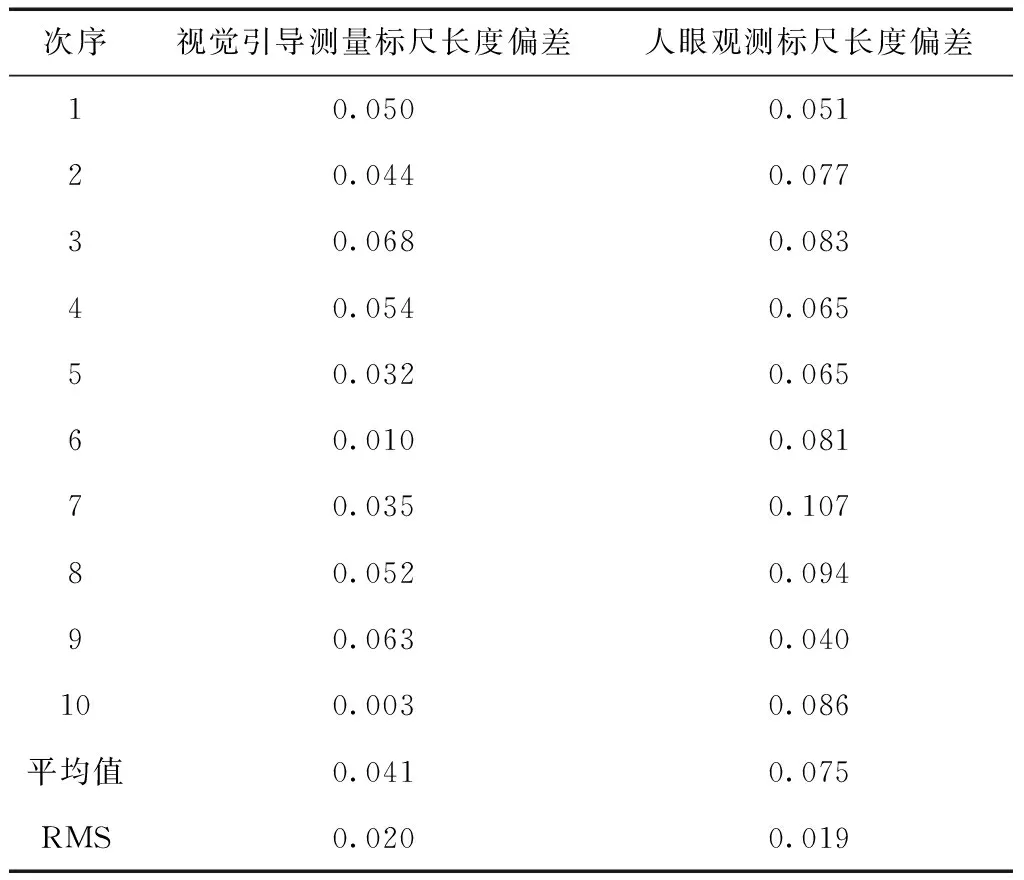
表9 点位测量准确性试验结果 mm
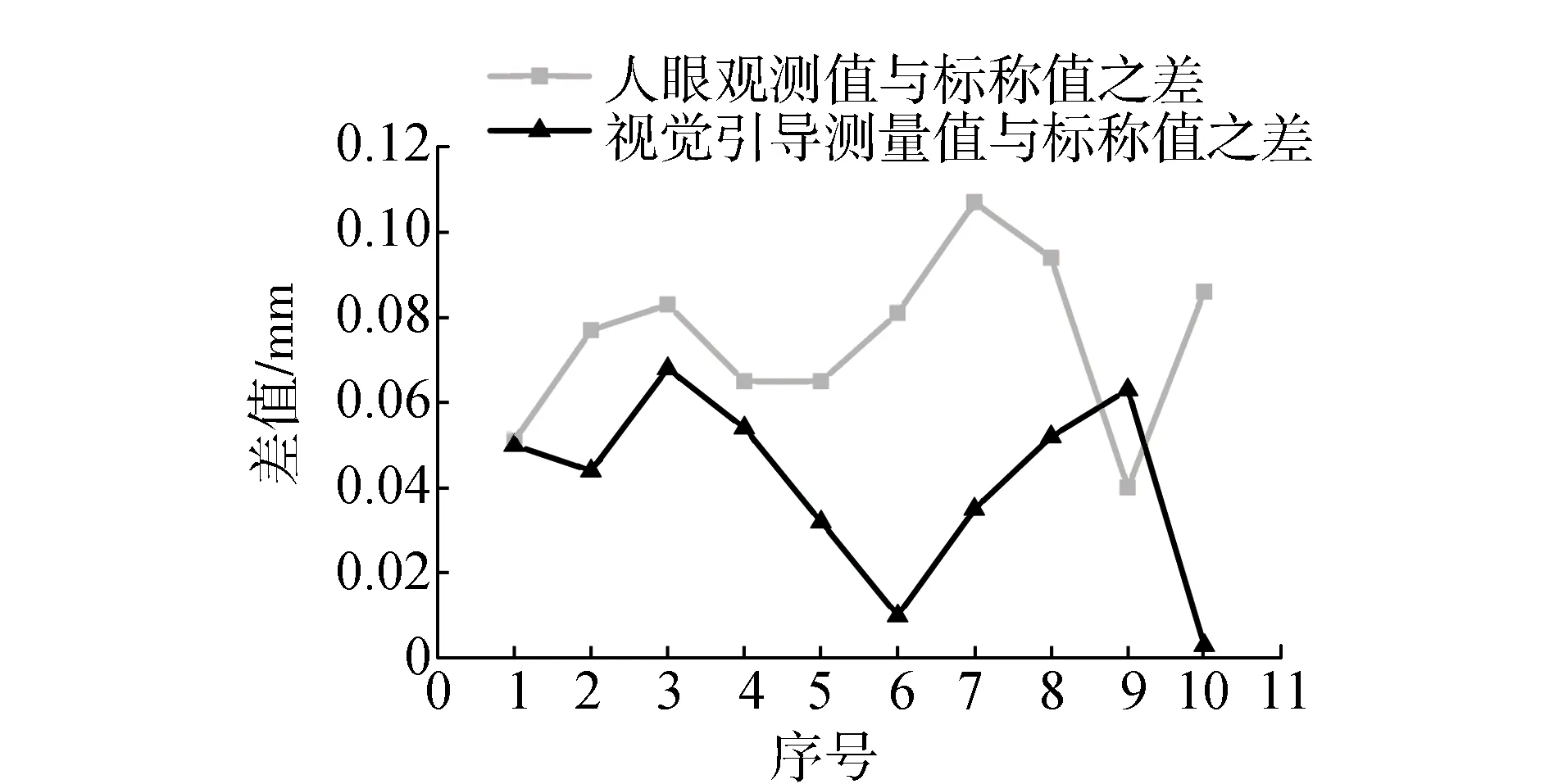
图14 点位准确性测试结果
通过精度、准确度和精确度指标衡量视觉引导点位测量的优势;从表9和图14中可以看出视觉引导测量标尺的精度相当人眼观测精度,仅为0.02 mm;通过视觉引导测量标尺长度的偏差平均值与人眼观测标尺长度偏差平均值,可以看出视觉引导测量标尺的准确度高于人眼观测准确度,仍存在系统偏差,较人眼观测系统偏差小;由此推断视觉引导测量总体精确度比人眼观测高。
3.2.2 视觉引导准直测量
视觉引导角度测量系统自动准直是在经纬仪已经调整到概略准直位置的前提下,由相机引导经纬仪完成自动准直。与标志点引导测量原理相同,即通过图像处理获取准直光中心的像素坐标和十字丝中心像中心点坐标,根据十字丝中心像平面坐标系位置标定结果,即可得到经纬仪旋转角度值。通过联机控制指令,驱动经纬仪在当前角度的基础上,旋转(ΔHz′,ΔV′),若没有照准所选择目标,则重复上述过程,实际操作表明通过3次引导即可照准所选择的目标,且有较好的测角重复性。测量得到经纬仪照准目标后的水平和垂直角度值,完成一次准直。
1)准直测量重复性实验。通过10次自动准直视场内的立方镜获得的角度观测值如表10所示。
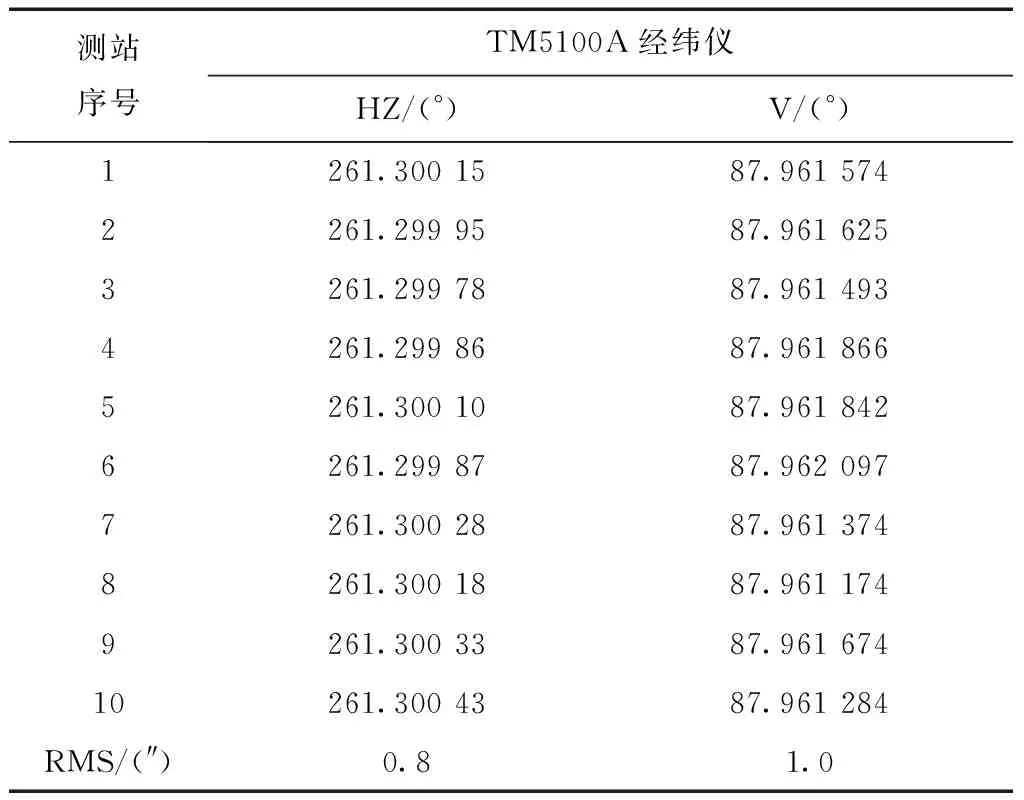
表10 准直测量重复性测试结果
由上述结果可知,在综合考虑包括马达驱动误差,准直光中心提取系统误差的前提下,通过10次自动准直测量重复性能达到1″之内,而人工准直测量的角度测量重复性精度经测试为2″;视觉引导准直测量的水平角精度高于垂直角,自动准直重复性测量精度高于人工准直重复性测量精度。
2)准直测量准确性实验。通过视觉引导准直测量结果与人工准直测量结果进行比较,对8个不同的位置进行准直测量,得出8个不同的位置视觉引导准直测量与人工准直测量的偏差值如表11所示。

表11 自动准直测量与人工准直测量差值
在自动准直测量重复性比人工准直测量重复性精度高的情况下,自动准直测量结果与人工准直测量结果相比偏差最大值为3.3″,由于人工准直测量人为误差影响较大,故会出现个别测量值偏差较大;除此以外大部分偏差值在2″以内;自动准直测量系统偏差较小;所以自动准直测量可以满足工业测量的需求,并能减少人为误差,提高工作效率。
4 结束语
通过TM5100A经纬仪与高精度摄像头结合构建视觉引导测量系统,提高测量速度,同时减少了因人为引起的误差,大大提高工作效率,其测量精度可以满足航天器精度测量的要求。
1)加载摄像头的经纬仪其垂直角驱动误差受到摄像头的微小影响,驱动误差接近1″,TM5100A经纬仪标称精度为0.5″,其影响可忽略。

3)因为人工准直测量具有人为误差,自动准直具有较好的重复性,系统偏差小,自动准直测量结果与人工准直测量结果相比偏差最大值在3.3″以内;除个别人为误差较大外,自动准直测量与人工准直测量偏差值均可控制在2″之内。
4)目前该系统已经可以实现基准尺标志点的视觉引导测量、经纬仪标志点的视觉引导测量、摄影测量标志点的视觉引导测量、立方镜准直十字丝的视觉引导测量等功能,基本涵盖了经纬仪测量的所有功能需求。该方法还存在一些缺陷,如不能进行经纬仪互瞄定向,因摄像头具有USB连接线不能实现双面测量和大角度旋转等。
参考文献:
[1] SCHAUERTE W, CASOTT N. Development of A (NEW) digital collimator[R]. Witzerland: CERN, 1993.
[2] PRENNINGER J P, FILZ K M, VINCZE M. Real-Time Contactless Measurement of Robot Pose in Six Degree of Freedom[J]. Measurement, 1995(14):255-264.
[3] 王欣宇, 范百兴, 王同合. 图像传感器与空间坐标测量传感器融合综述[J]. 测绘通报, 2016(增2):22-24.
[4] 肖华杰, 范百兴, 西勤, 等. 基于多标尺联合标定的经纬仪测量系统精度分析[J]. 北京测绘, 2016(2):27-31.
[5] 潘廷耀, 范百兴, 西勤, 等. 经纬仪多基准尺联合标定技术研究[J]. 测绘工程, 2016,25(5):56-58, 63.
[6] 潘廷耀, 范百兴, 易旺民, 等. 大尺寸动态测量技术综述[J]. 测绘与空间地理信息, 2015(8):70-72, 76.
[7] 王珂, 肖鹏峰, 冯学智. 基于改进二维离散希尔伯特变换的图像边缘检测方法[J]. 测绘学报. 2012,41(3):421-427.
[8] GONZALEZ R C, WOODS R E. Digital Image Processing, Third Edition[M]. Beijing: Publishing House of Electronics Industry, 2011.
[9] 冯其强. 数字工业摄影测量技术研究与实践[D]. 郑州:信息工程大学, 2010.
[10] 魏振忠, 孙文, 张广军. 激光跟踪视觉导引测量中靶标球球心定位方法[J]. 红外与激光工程, 2012,4(41):929-935.
[11] 刘祥磊, 童小华, 马静. 视频测量影像序列椭圆形人工目标点快速识别和跟踪方法[J]. 测绘学报, 2015,6(44):663-669.
[12] 贾倩倩, 王伯雄, 罗秀芝. 光切法形貌测量中光条中心的亚像素提取[J]. 光学精密工程, 2010,2(18):390-396.
[13] 陈伟. 3D智能传感器视觉测量系统关键算法研究[D]. 成都:电子科技大学, 2014.
[14] 张剑清, 胡祺. 工业钣金件的三维立体量测[J]. 武汉大学学报(信息科学版), 2006,05(31):387-390, 398.
