曲面板数控切割机技术的应用探析
2018-05-10顾文成
顾文成
(兰州兰石重型装备股份有限公司, 甘肃 兰州 730314 )
0 引 言
球罐为大容量、承压的球形储存容器,主要用于贮存和运输液态或气态物料。球罐的制造、焊接和组装要求很严,检验工作量大,制造费用较高。曲面钢板的测量、划线、切割是制造球罐的关键工艺。而曲面板传统采用的是手工检测、手工划线、手工切割,精确度不高,手工打磨工作量较大,整体耗时较多,具有工期慢、员工劳动强度大、切割精度低的缺点,已不能满足目前球罐产品制造的需要。
采用激光位移传感器、智能视觉跟踪系统、六轴数控系统等新技术制造的曲面板测量划线坡口数控切割机,不需人工划线和铺设轨道就可完成曲面钢板的自动测量、自动划线、自动切割,极大地提高了球罐产品生产的切割质量和生产效率,大幅度降低了员工劳动强度。
1 曲面板测量划线坡口数控切割技术
根据曲面板放置位置以及切割所达工作空间等因素,设备在结构上采用切割机器人龙门式六个关节串联式结构,X、Y、Z轴实现空间直角坐标运动,U、V、W轴实现割枪方向与角度的变化。该切割机器人在功能设计上可实现曲面钢板的自动测量和自动切割。通过激光位移传感器测量出曲面的关键数据点,采用曲面拟合的方法得到与实际曲面钢板足够近似的拟合曲面,将拟合曲面与理论曲面进行比对,给出待切割曲面钢板的偏差信息,从而完成待切割曲面钢板的测量。通过测量得出曲面钢板的曲面信息,上位计算机直接给出划线、切割线数据,下位机获得划线、切割数据,实现曲面钢板的精确划线、切割。
1.1 曲面板数控切割机设备结构组成
曲面板测量划线坡口数控切割机由龙门框架双边驱动机构、激光划线机构、智能视觉跟踪机构、磁力爬行机构、切割小车、控制系统等部分组成。如图1所示。

图1 设备结构组成1.控制系统 2.龙门框架双边驱动机构 3.激光划线机构 4.智能视觉跟踪机构 5.磁力爬行机构 6.切割小车
(1) 龙门框架双边驱动机构:采用龙门式直角坐标型(XYZ)双边驱动结构,龙门架两侧立腿采用双伺服电机双边同步驱动。
(2) 激光划线机构:激光划线检测装置包括激光划线器和激光位移传感器,划线或测量时运动到工作位置,完成划线或测量后返回初始位置。激光位移传感器采用德国米铱公司的高性能传感器,激光位移传感器实物图如图2所示。

图2 激光位移传感器实物图
(3) 智能视觉跟踪机构:由线激光和工业智能相机组成,利用线激光与钢板划线(钢板坡口)在工业智能相机上的成像,对其进行图像处理,得到切割位置的空间信息。能够精确跟踪切割划线轨迹,可以智能识别激光器划痕、划针划线、石笔划线,并给出高度和横向偏移。
(4) 磁力爬行机构:采用轮式磁力爬行方式,在曲面壳板上全位置行走,完成曲面壳板的轮廓成型切割。
(5) 切割小车:由调节机构、导向机构、割炬组件组成。调节机构可对割枪进行水平和高度方向进行调整,保证定位精度和实时性能。导向机构采用差速转向,能够对机器人运动方向灵活调节,可完成对初始位置和切割过程中车体的调节。割炬组件可以对割炬初始位置和切割角度进行手动调节设定并锁定。
(6) 控制系统:是基于工业计算机的六轴数控系统,采用多CPU的现场总线控制方式,全数字交流伺服电机与步进电机配合控制能够实现多轴联动控制任务。系统软件控制结构采用基于CAN总线集中式控制系统。控制系统原理图如图3所示。

图3 控制系统原理图
(7) 主要技术参数:如表1所列。
1.2 曲面板数控切割机应用要点总结
曲面板数控切割机经过一年多的使用,主要有以下优缺点。
优点有如下几方面。
(1) 曲面钢板在板支撑胎架放置时不必严格定位,不需要人工划线和铺设轨道就可完成曲面钢板的自动测量、自动划线和自动切割。移动速度均为无级调速。可进行球片曲面板、椭球球片曲面板、球形封头的封头板的自动切割。
(2) 能够自动测量曲面钢板的空间曲面的压制精度,得到实际曲面钢板各空间曲面数据以及与理论数据法线方向的偏差,可自动生成记录和分析报表(如最大偏差等)。测量点的布局和选取密度可通过软件的操作界面自行设定。非接触测量,且测量精度高、稳定性好、速度快。
(3) 可分别采用测弧长、测弦长两种测量方式进行空间曲面的测量和划线。
(4) 采用光纤激光器划线,划线的运动轨迹不受各曲面钢板成形精度和摆放方位、角度的影响。
(5) 控制系统可根据曲面钢板的测量数据自动搜寻确定最优的二次下料切割轨迹,使切割后的曲面钢板与理想曲面最接近;同时通过自动生成切割轨迹,保证每片曲面钢板的弧长和(或)弦长等尺寸精度符合技术要求,以提高切割下料的一致性,使曲面板现场拼装更迅速、焊接质量更易保证。
(6) 装有智能视觉自动跟踪组件系统,可在任意角度或任意位置获取割枪位姿。可自动跟踪曲面钢板切割时的热变形,便于操作人员监控。具有断点重起、断电记忆等功能。
(7) 满足各曲面钢板加工的工艺和效率要求。测量、划线速度2 m/min,总时间=运动距离/速度,例如20 m周长钢板完成测量10 min,完成切割线和校验线各10 min共计30 min(不计上料、下料时间)。
(8) 采用工业控制计算机控制,软硬件采用模块化设计,技术先进,系统可靠性高,维护和维修方便。显示屏为触摸屏,人机界面且能保证控制的实时性。操作方便,一般操作人员经培训之后均能熟练操作。
(9) 采用激光位移传感器实现封头板曲面的自动测量,有效克服了曲面放置不准及压制成型不准对切割的影响。
(10) 磁力爬行小车可自动跟踪钢板上已经画好的切割轨线,完成坡口自动切割。
(11) 切割精度高、材料利用率高、生产效率高。
缺点有如下几方面。
(1) 曲面板若为正火板,喷丸后表面反光,划线不识别,需涂可焊性漆划线后方可跟踪。
(2) 对于上大下小的坡口,不能采用双枪切割,只能单枪切割,效率低。
2 曲面板数控切割机的应用前景
随着石油化工行业的迅速发展,球形储罐的需求量近几年大幅增加,并且容积也越来越大。
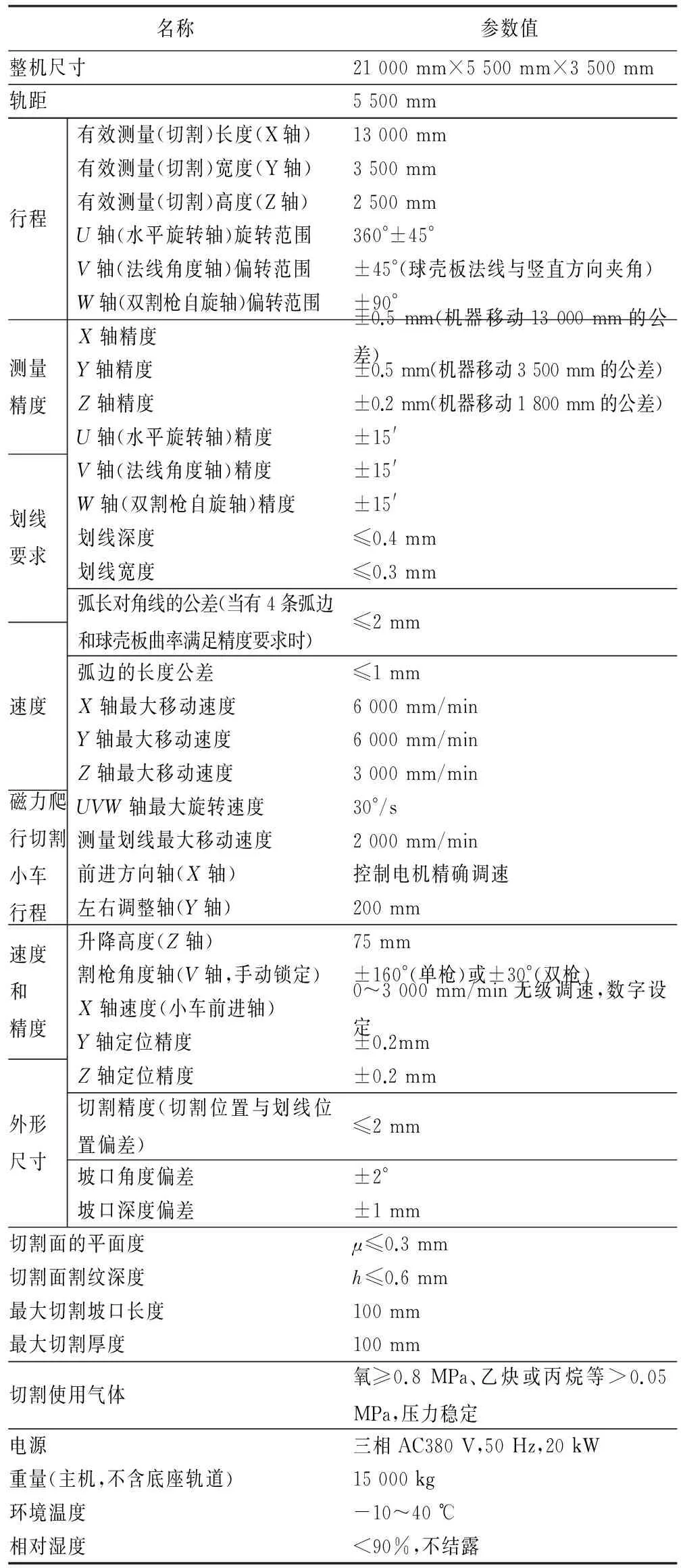
表1 主要参数表
曲面板测量划线坡口数控切割机借助电子技术和计算机技术,以其良好的人机操作界面.强大的系统软件等辅助支持功能,大大提高了球罐用曲面板的划线与切割精度,使球罐用曲面板现场拼装组对更迅速、焊接质量更容易保证,缩短了制造和安装周期,极大的节约了成本。它的研制成功对曲面板切割产生了重大的影响。所以,在今后装备制造业曲面板划线
切割中,曲面板激光划线、视觉跟踪数控切割技术的应用必将备受各企业重视,在生产中会得到越来越广泛的应用。
参考文献:
[1] 王 霞,黄鲁成.科技型中小企业T-Plan技术路线图的制定[J].科技进步与对策,2011,28(12):70-74.
[2] 陈 辉. 火焰切割机数控软件系统研究[D].哈尔滨:东北林业大学,2006.
[3] 昌成刚,徐永利,徐志刚,等. 一种曲面板测量画线切割机:中国, CN102528209A[P].2012-07-04.
[4] 侯岩滨. 新型特种数控切割机的研究[D].哈尔滨:哈尔滨工程大学,2006.
[5] 黄 扬,周 洋.数控切割机及应用[A].第十届全国内河船舶与航运技术学术会议论文集[C].北京.2006.
