煤矿机械设备中轴类零件超声检测的探讨
2018-05-10刘东
刘 东
(同煤集团晋华宫矿机分厂, 山西 大同 037016)
0 引 言
煤矿生产过程所应用到的机械设备主要包含有采煤机设备、支护机械设备以及运输机械设备等,这些机械设备相互交叉与组成形成了完整的采煤系统,不管是系统之中任何一个机械发生问题,会在一定程度上影响煤矿安全的开采,甚至可能会导致非常严重的安全事故[1]。煤矿机械故障发生主要是一些机械部件在受到外部环境影响之下自身性能出现了磨损、变形或者断裂等问题,使得机械设备无法安全运转,这是导致煤矿机械事故发生的主要原因[2]。在机械设备各类部件中,轴类部件长期在重载荷下工作,磨损问题较为严重,因此,针对煤矿机械设备中的轴类零件进行超声无损检测,对轴类零件的安全性加以评测,希望能够更好的确保煤矿机械设备生产安全性[3]。
1 煤矿机械轴类零件缺陷分析
1.1 内部夹杂物缺陷
轴类零件通常为锻造件,零件内部夹杂通常为内生夹杂,主要是零件在生产的过程中进行脱硫、脱氧处理时而形成的,轴类零件存在内生夹杂缺陷,极易导致轴类零件在使用的过程中发生断裂。这是轴类零件之中存在内生夹杂物质,将基体所拥有的连续性阻断,同时夹杂部位还会变成是零件裂纹产生的发源点,极易导致尖角位置产生应力集中问题,易出现显微裂纹。若是轴类零件之中存在夹杂物,虽然对于轴类零件的强度不会造成多大影响,但会严重的影响轴类零件断面收缩率,影响轴类零件的延伸率,对轴类零件的韧性冲击值造成极大影响。
在煤矿机械轴类零件之中,夹杂物的超声检测波形主要为三种,如图1所示。
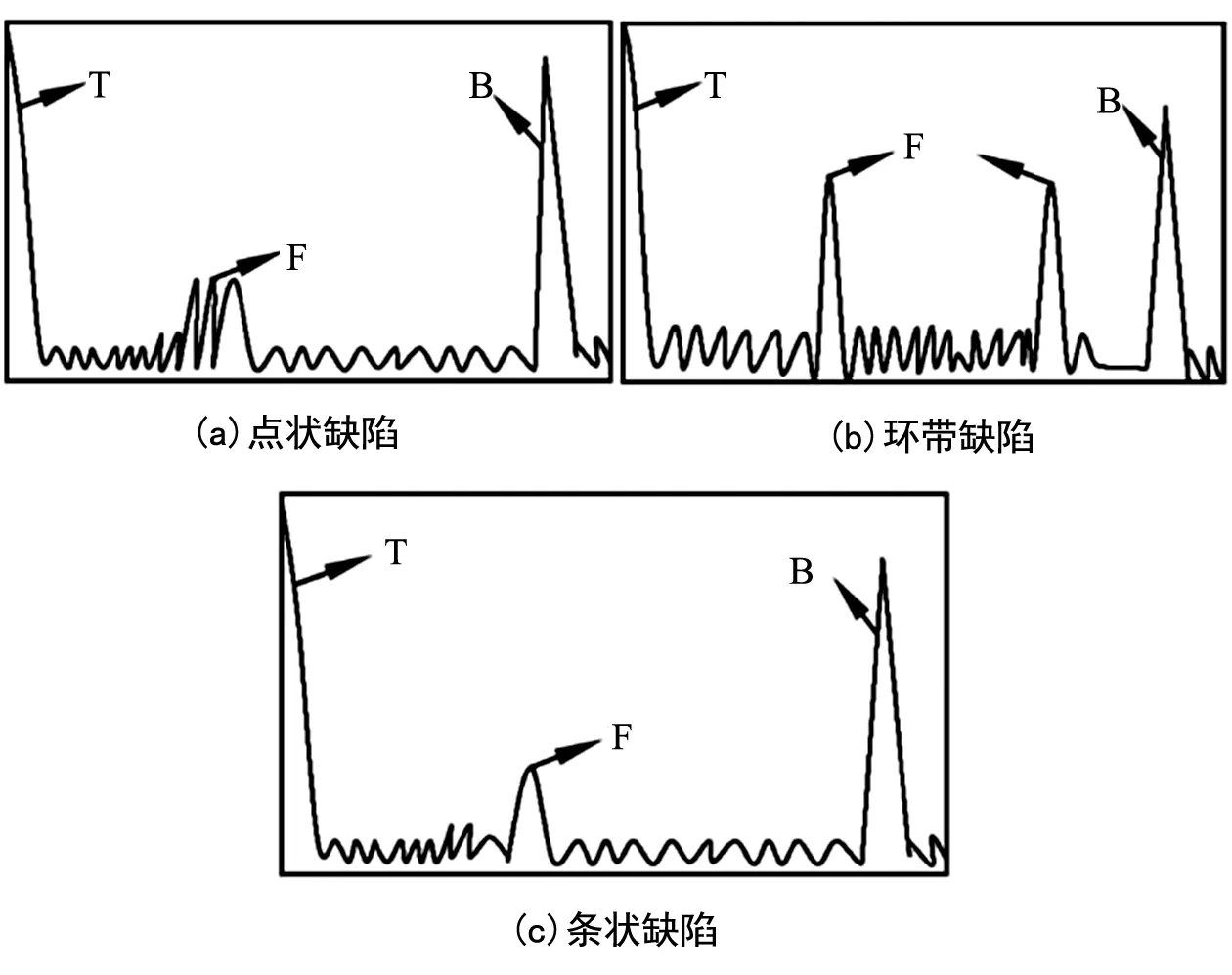
图1 轴类零件不同夹杂物类型对应的超声波检测波形图
若是轴类零件存在单个缺陷情况下,此时底波非常清晰,在底波与始波间会产生若干强度相对低的缺陷波,依照不同缺陷波波峰大小便能够初步的判别缺陷大小。如果轴类零件之中存在环带缺陷,会表现出工件的周向对称位置形成缺陷波峰。若是轴类零件之中存在条状缺陷,在检测过程中探头轴类零件表面沿特定方向进行移动过程中,缺陷波的信号会一直存在。
1.2 裂纹缺陷
轴类零件锻造过程中的热处理会出现相对大的应力,其服役过程中会受到较大的载荷作用,应力过大或者出现应力集中极易导致轴类零件出现裂纹,若不能及时发现轴类零件中的裂纹,裂纹扩展最终会造成轴类零件断裂,导致机械故障的出现,所以,轴类零件不允许存在裂纹。在采用超声检测技术对轴类零件进行检测时,裂纹缺陷波的波峰一般表现为“尖”和“高”的特征,波低相对宽,如图2所示。

图2 轴类零件裂纹缺陷对应的超声检测波形图
若是轴类零件不存在裂纹缺陷,能够清晰的观察到多次底波。若是存在裂纹缺陷时,通常底波仅会出现一次或一次都不会出现。这一现象说明轴存在裂纹,轴类零件便会产生孔隙,而孔隙位置一般为真空状态,超声波在此传播便较为困难,而且裂纹周围一些较为细小裂纹同样将影响到超声波的传播,导致超声波达到底部能量被消减。
2 轴类零件超声波检测策略
依照煤矿设备的具体运行状况,制定针对轴类零件适宜方案加以检测,诊断轴类零件的故障,对轴类零件寿命加以评估,能够防止维护不当问题发生,可以确保煤矿机械设备更加安全与可靠的运行,避免机械安全事故的发生。
对轴类零件进行质量的控制主要是在轴类零件的制造以及维修过程进行控制,制造过程中产生的主要缺陷为内生夹杂缺陷,在运行过程中产生的缺陷主要为裂纹缺陷。
采煤机中的摇臂惰轮轴属于盲孔轴组,轮轴的长度为300 mm,大端部位直径值为140 mm,轴颈的直径值为120 mm,小端部位的直径值为100 mm,轴组由摇臂侧面装入,在轴颈部位安设双列的调心滚子轴承,齿轮安设于轴承外圈之上,在惰轮轴之上安设有“O”形的密封圈零件,主要是为了避免油液发生外泄,整个惰轮轴组件安设在采煤机设备的摇臂结构之上,如图3所示。
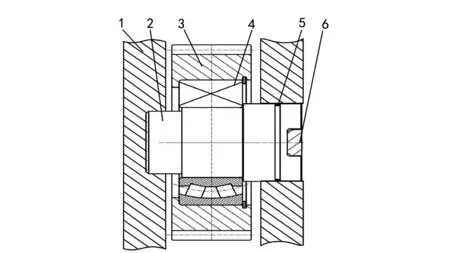
图3 采煤机惰轮轴组件装配图1.为摇臂壳体 2.为惰轮轴 3.为齿轮 4.为调心滚子轴承 5.为密封圈 6.为固定销
轴颈和轴承过盈配合,在其接触位置边缘便会产生较大的应力作用,极易出现疲劳裂纹缺陷,在台阶部位同样也会由于应力作用较为集中容易出现裂纹缺陷。根据惰轮轴安装形式以及装配特征来看,在不拆卸检测的过程中,应当将轴大端的端面当成是区域开展超声无损检测工作。具体的检测方案如下:
(1) 依照惰轮轴具体形状以及安装形式等条件,将超声检测区域设定为中间轴颈边缘区域和两边台阶过渡区域。依照惰轮轴的安装方式,仅仅可以将端盖拆开,将轴大端端面当作是探头扫查区。
(2) 依照轴尺寸大小,确保采用的超声探头类型,并对探头声场加以仿真分析,获得声场的远近场距离、声轴横向宽度值等等参数,同时和被检测区域大小对比分析,检验所选探头装置是否可以完全覆盖检测区域。此次所选用的探讨包含有直探头、斜探头以及小角度纵波探头。采用直探头装置全面的检测轴身,采用小角度纵波探头检测台阶部位、轴颈位置。
(3) 依照设备中所建立的超声波模型,获得探头所对应的振动特征。
(4) 开始检测工作,超声波对检测区覆盖情况如图4所示。

图4 惰轮轴超声检测示意图
在位置A、B处通过直探头针对轴身开展全轴检测工作;在位置C、D处通过小角度探头针对台阶根部位置开展检测工作,并且结合现场检测的具体情况更换适宜的角度,确保检测范围能够覆盖到整个轴颈区域;在位置E处通过大角度斜探头针对轴颈区域开展检测工作,确保轴颈区域能够完全处于检测范围之内。
(5) 依照检测结果获得零件缺陷问题相关信息,同时对存在的缺陷加以评价。
(6) 形成检测报告。
3 检测波形不稳定的分析与解决
采用超声检测技术对轴类零件进行检测的过程中,会存在一定的电磁干扰问题。如图5所示。
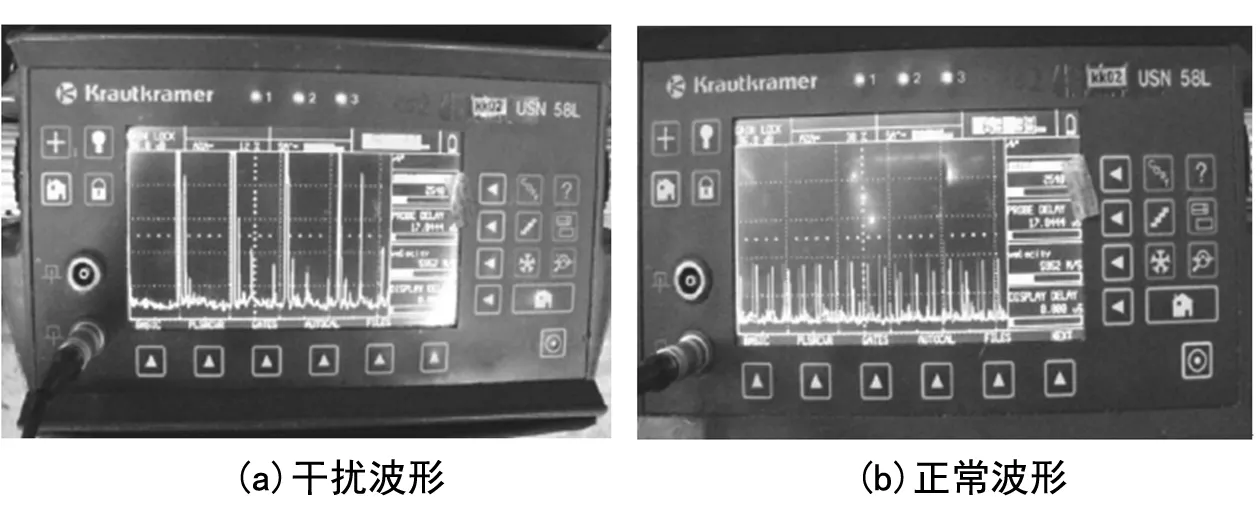
图5 超声检测中电磁干扰波形对比图
出现电磁干扰问题,导致设备无法正常的工作,还会对设备之中个别元件造成损伤,更重要会影响到检测结果准确性。所以,在超声检测过程中,应当避免电磁干扰问题的发生。针对电磁干扰的问题,采取以下措施:
(1) 把探头的支架结构安装于超声检测设备前后移动固定架之中,在超声检测设备的显示装置上观察到超声波形依旧存在相对大的干扰。
(2) 把探头的支架结构使用绝缘材料包裹,并将支架安装于超声设备的前后移动固定架上面,在超声检测设备的显示装置上观察到超声波形受到的干扰显著降低了。
因此,超声检测过程中,把探头支架固定杆金属材料替换掉,换成尼龙材料固定杆,并且探头固定夹同样采用尼龙材料,把这些组件安装与新探头支架结构之中,同时把探头导线饶5圈固定在抗干扰瓷环之中,基本上干扰消除。
4 结 语
轴类零件大部分属于锻造件,在零件生产过程中存在固有的缺陷,在轴类零件的服务过程中同样也会产生各种缺陷,这些缺陷正是机械设备发生事故的主要问题。无损检测技术是目前煤矿机械检测中应用相对广的技术,其能够在确保零件在不受损伤的条件下完成缺陷检测,针对在役设备开展检测工作,及时的发现零件隐患,减小设备检修周期,确保设备安全性进一步提升。在各种无损检测技术之中,超声检测技术是最方便与快捷的一种检测技术,所以,加强推广应用检测技术对煤矿机械轴类零件监测,可有效维护检修机械设备运行安全,保障煤矿机械生产顺利进行,促进煤矿业绿色色发展。
参考文献:
[1] 郝利嘉.浅谈煤矿在用设备无损检测[J].机械管理开发,2017,32(4):64-65+84.
[2] 郝利嘉.无损检测技术在煤矿在用设备的应用[J].煤炭与化工,2016,39(11):115-116+145.
[3] 苗 垒.浅谈小角度纵波直探头在轴类锻件探伤中的应用[J].机电信息,2016(27):38-39.
