JB/T 13324—2017《回转行星齿轮传动装置》介绍
2018-04-26本刊
JB/T 13324—2017《回转行星齿轮传动装置》 (以下简称 “新标准”)由全国齿轮标准化技术委员会 (SAC/TC 52)归口,重庆大学机械传动国家重点实验室、江苏省减速机产品质量监督检验中心、江苏泰之星减速机有限公司、江苏常泰传动机械研究院有限公司、国家不锈钢制品质量监督检验中心、泰兴市产品质量综合检验检测中心和江苏泰来减速机有限公司负责起草。为首次发布标准,适用于建筑工程机械、船舶、冶金、矿山等行业用回转行星齿轮传动装置。
1 新标准编制原则
根据回转行星齿轮传动装置的生产情况和使用要求,制定以下编制原则:
1)先进原则:充分考虑国家产业发展政策,体现行业发展方向和国内回转行星齿轮传动装置的产品实物质量水平。
2)合理原则:综合考虑生产成本及原料资源的供应情况,应既符合生产实际情况又能最大限度满足使用要求,提高标准的市场适应能力。
3)贸易原则:标准应为促进产品的国内外贸易创造条件。
4)新标准在结构编写和内容编排等方面依据GB/T 1.1—2009《标准化工作导则 第1部分:标准的结构和编写》给出的规则进行编写。与国家法规、法律和有关标准相一致。
2 标准主要内容
新标准规定了输入轴转速不大于1500r/min、齿轮传动的圆周速度不大于20m/s的回转行星齿轮传动装置的分类与命名、标记、结构尺寸及装配形式、参数、技术要求、试验与试验方法、检验规则、标志、包装和贮存。
(1)产品型式
新标准明确规定了回转行星齿轮传动装置的主要外形结构和尺寸。
1)标记方法
标记方法见图1。
标记示例:一级定轴圆柱齿轮,二级行星齿轮传动,输出转矩10000N·m,传动比为195,输出端齿轮模数为10,齿数15的行星齿轮传动装置标记为:

2)关键部位尺寸公差、形位公差及表面粗糙度
a)机体、机盖各配合直径尺寸公差带、各配合面及端面形位公差、表面粗糙度见表1;
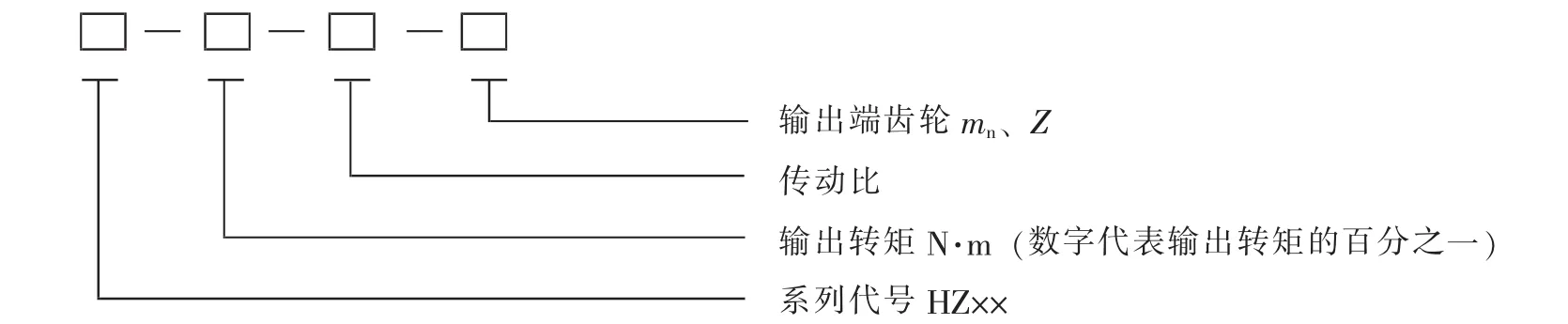
图1 标记方法
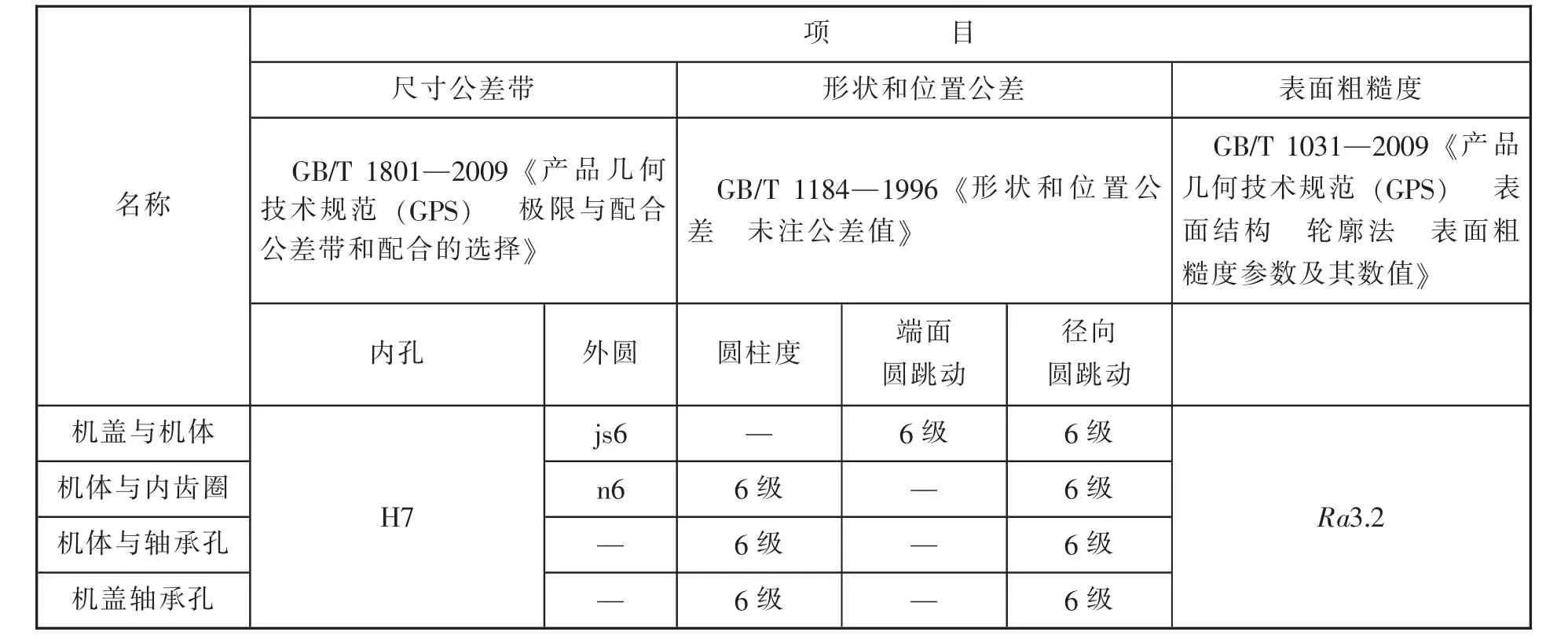
表1 各配合直径尺寸公差带、各配合面及端面形位公差、表面粗糙度
b)定轴机盖轴承孔轴线平行度公差,在轴承跨距上测量,应不大于表2规定;
c)行星架各配合尺寸公差带及端面形位公差、表面粗糙度应符合表3的规定;
d)轴与齿轮配合的轴颈与轴肩形状与位置公差、表面粗糙度应符合表4的规定;
e)键槽加工尺寸公差带、形状与位置公差、表面粗糙度应符合表5的规定。

表2 定轴机盖轴承孔轴线平行度公差

表3 各配合尺寸公差带及端面形位公差、表面粗糙度

表4 轴与齿轮配合的轴颈与轴肩形状与位置公差、表面粗糙度
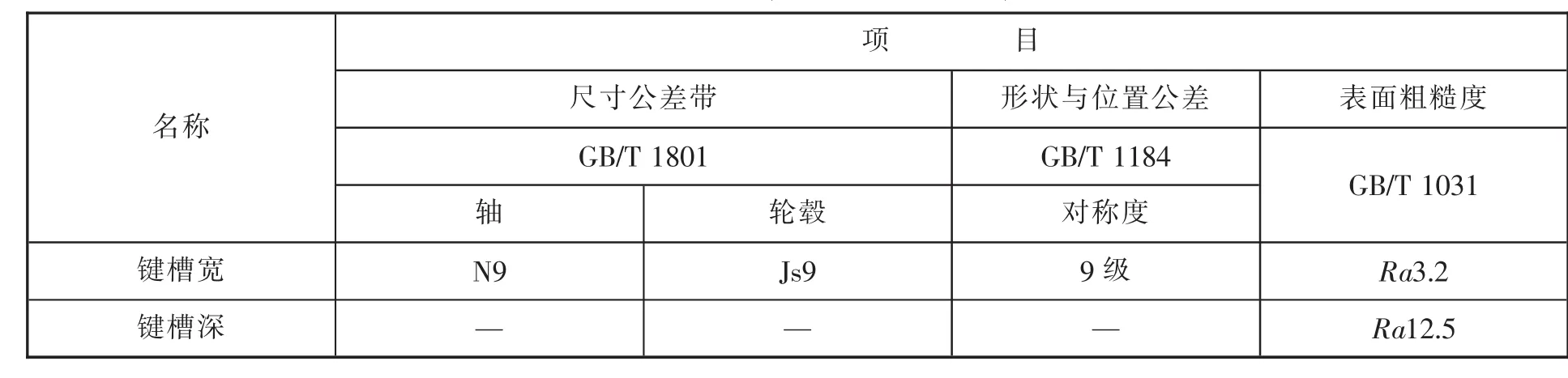
表5 键槽加工尺寸公差带、形状与位置公差、表面粗糙度
(2)主要要求
1)空载试验
a)运转平稳,无冲击;
b)各连接件、紧固件不得松动;
c)各密封处、接合处不得渗漏油。
2)负载试验
在额定转速下,逐级加载至额定转矩下运行时,不得出现联结件松动,接合处漏油,气孔溢油和产生异常响声等现象。
3)超载试验
在额定转速下,加120%、150%热功率各运转1min,加180%热功率运转0.5min后,齿轮及其他机件不得有损坏。
4)清洁度
传动装置的的清洁度不低于JB/T 7929—1999《齿轮传动装置清洁度》规定的J级。
5)环境保护
噪声:传动装置空载噪声不超过85dB (A),正反向误差不大于2dB (A)。
6)温升
传动装置最高油温不超过90℃,温升不超过65℃。
7)外观
机体、机盖及其他零件的不加工内表面应涂有耐油油漆,外表面应喷漆并且光滑,无毛刺、划伤、锈蚀和工艺缺陷。
2 解决的主要问题
新标准装置采用双行星传动机构,以紧凑的结构来满足低速、大扭矩输出,传动平稳,解决了传统装置抖动强、易卡滞、噪音大及漏油等缺点。新标准的制定能够规范产品设计、材料、工艺、装配等系列生产行为,以保证产品的质量和可靠性。从而引导产品的有序竞争、健康发展,并推动持续创新和行业技术进步。为满足国内回转行星齿轮传动装置行业发展的需要,促进产品的国内外贸易,规范市场秩序,有必要结合我国材料、制造技术和管理水平的实际情况制定符合回转行星齿轮传动装置的行业标准。
3 主要试验 (或验证)情况
在此选择HZXX4-100-195回转行星齿轮传动装置的基本参数进行详细阐述,试验内容包括:输出转矩及传动效率。
本实验为验证HZXX4-100-195回转行星齿轮传动装置的输出转矩及传动效率,瞬时最大输出转矩不超过10000N·m,机械效率≥92%。
(1)试验条件
1)设备:减速器综合性能试验;
2)样品参数:从15W加载至240W,额定输入转速1500r/min;
3)润滑方式:机油润滑;
4)环境条件:温度19℃,湿度74%RH。
(2)试验过程
该试验以新标准中第6章中的6.5.1条试验方法为指导进行。
1)空载试验
将安装好的减速器在额定转速1500r/min下正、反空载运行各1h。
2)负载试验
负载试验在空载试验后进行,将安装好的回转行星齿轮传动装置在额定转速下,1h内均匀时间间隔施加额定负载的20%、40%、60%、80%和100%。负载试验与传动效率、温升等试验同步进行。
3)超载试验
超载试验应在空载试验和负载试验后进行。回转行星齿轮传动装置的负载试验完毕后不卸载,在额定转速下加120%、150%热功率各运转1min,加180%热功率运转0.5min。
试验数据及曲线图见表6和图2。
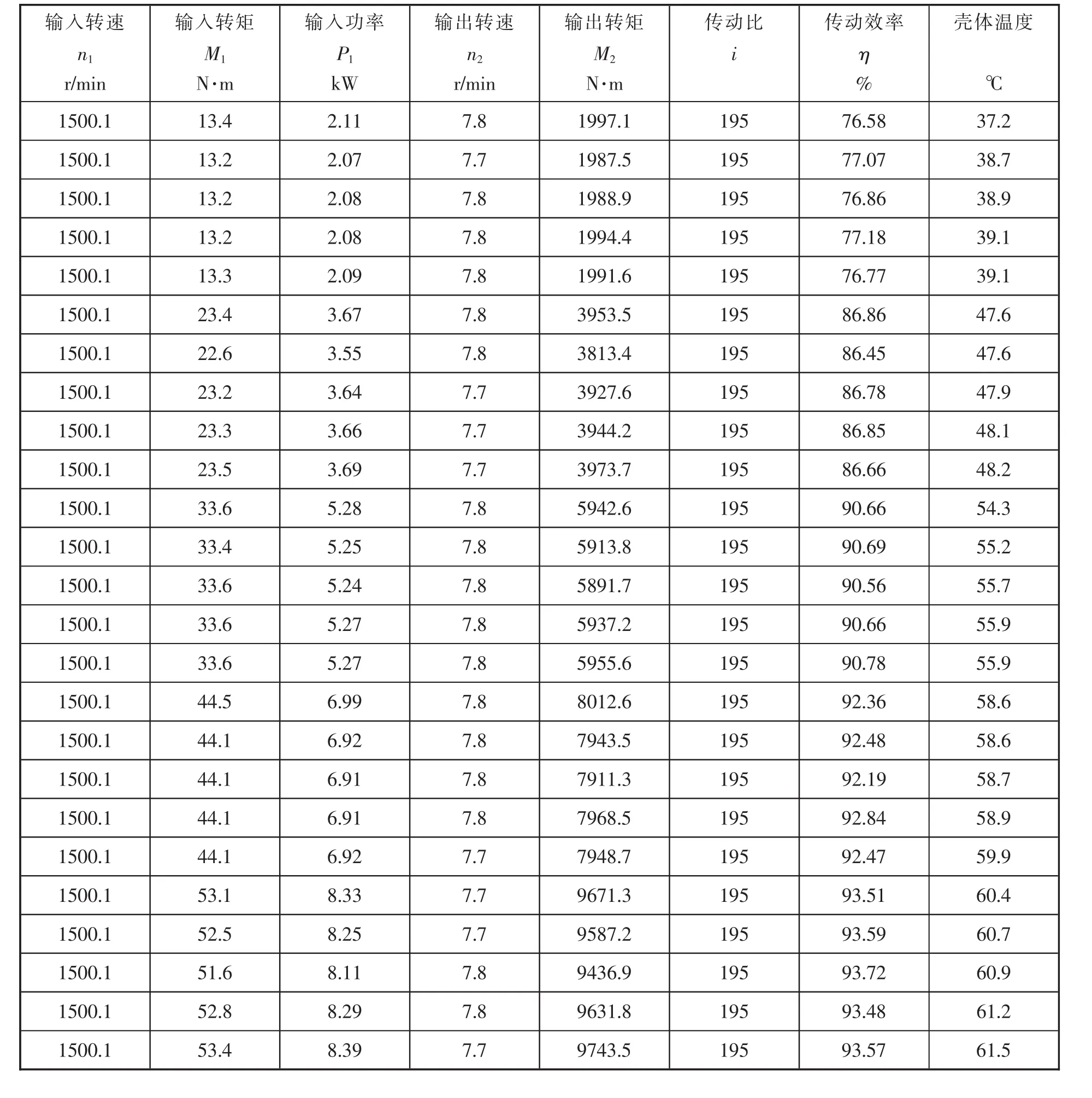
表6 回转行星齿轮传动装置性能试验数据表
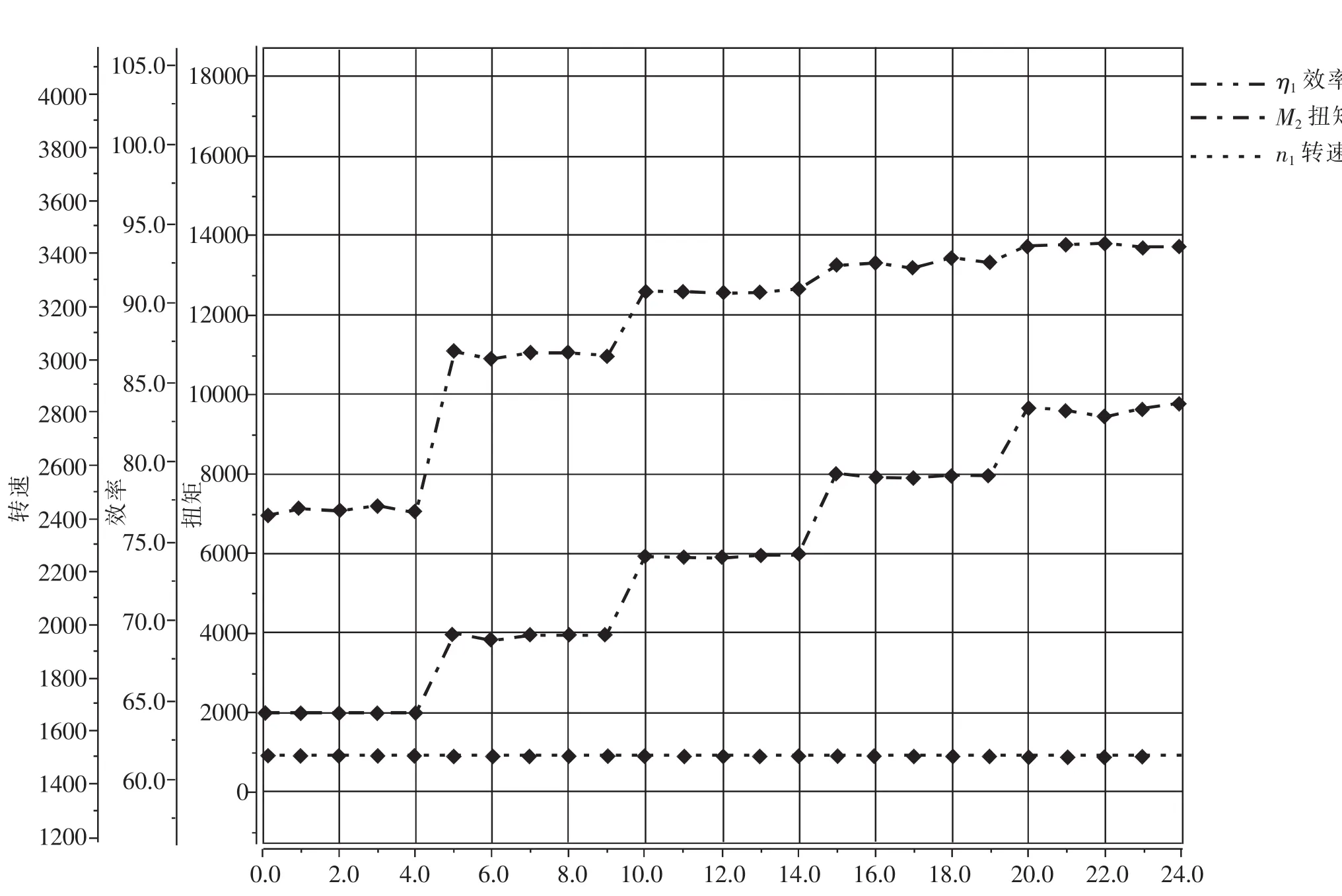
图2 HZXX4-100-195效率、输出转矩随输入转矩变化趋势图
(3)试验结果分析
上述试验结果,均高于新标准中的技术要求。
