一种彩色多晶硅太阳电池的制备方法及性能测试
2018-04-26上海神舟新能源发展有限公司赵钰雪郑飞赵晨杨林张忠卫
上海神舟新能源发展有限公司 ■ 赵钰雪 郑飞 赵晨 杨林 张忠卫
0 引言
光伏建筑一体化(BIPV)的概念在1991年被首次提出,随着近些年光伏产业的发展,BIPV得到越来越多的关注和应用;同时,由于光伏环境一体化、光伏建筑一体化等发展要求,即达到光伏组件与建筑物或周边景物颜色一体化的目的,越来越多的客户对晶体硅光伏组件的颜色有了更多的要求。目前市场主要以蓝黑色太阳电池为主,可以说彩色太阳电池的出现,结束了太阳电池单色调的历史。
彩色太阳电池的制备方法有很多种,可通过等离子增强化学气相沉积(PECVD)单次或多次成膜[1]、磁控溅射方法[2]及电子束蒸发镀膜沉积多层结构复合减反膜[3]等方法制备。对于市场率占近80%的晶体硅太阳电池来说,彩色晶体硅太阳电池的制备有2种方式:1)印刷电极后再沉积彩色减反膜,从而制得彩色晶体硅太阳电池。该方式容易使电极沉积一层氮化硅,导致焊带难以焊接到正面银电极上,所以该方式的主要难点是解决组件的焊接拉力问题。2)在印刷前直接沉积彩色减反膜,然后再印刷。但如果印刷前不做任何处理工艺,以目前银浆料的穿透能力,银浆料难以与硅基体形成良好的欧姆接触,从而会严重影响太阳电池的电性能。
本文采用第2种制备方式,并利用PECVD调整工艺,制备了不同颜色的彩色多晶硅太阳电池,并对几种彩色多晶硅太阳电池减反膜的光学性能和电池的电学性能进行了测试及分析。
1 实验
1.1 样品制备
实验采用p型多晶硅片(156 mm×156 mm),彩色多晶硅太阳电池样品的制备流程如图1所示。所有样品经多晶硅太阳电池生产的常规工艺进行制绒、扩散、刻蚀后,用板式PECVD调节一次性镀膜工艺,在硅片正面沉积蓝色、金黄色、紫红色和绿色的氮化硅减反膜,并通过腐蚀去除印刷区域一定厚度的氮化硅减反膜,然后清洗和甩干,再经过印刷烧结,分别制得蓝色、金黄色、紫红色、绿色共4种颜色的彩色多晶硅太阳电池。制备完成后,对样品进行性能测试,其中蓝色为常规多晶硅太阳电池,将其设为本文其他彩色多晶硅太阳电池性能测试的对比组。
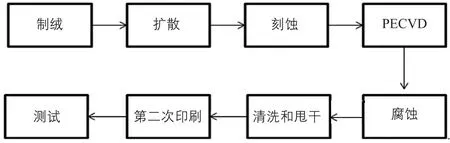
图1 彩色多晶硅太阳电池样品的制备流程
在本实验中,氮化硅减反膜的厚度测试采用SENTECH SE 400adv多角度激光椭偏仪;氮化硅减反膜薄膜沉积后样品的反射率测试采用R9000-2DMA全自动D8积分式反射仪;多晶硅太阳电池的电性能测量采用Halm测试机;多晶硅光伏组件的电性能测试采用PASAN功率测试仪。
1.2 测试结果及分析
1.2.1 减反膜的反射率测试
沉积4种颜色的减反膜后,测试硅片表面的反射率,其变化与差异如图2所示;不同颜色减反膜的表面反射率与未镀膜的表面反射率如表1所示。
薄膜吸收光波长和最佳膜厚之间的关系为[4]:
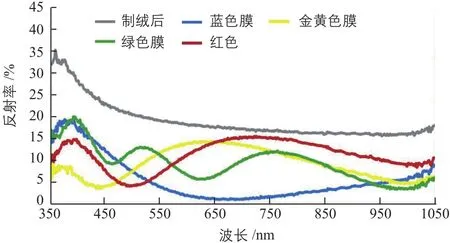
图2 沉积不同颜色减反膜后硅片表面反射率

式中,λ为吸收光波长;n为膜的折射率;d为膜的厚度。
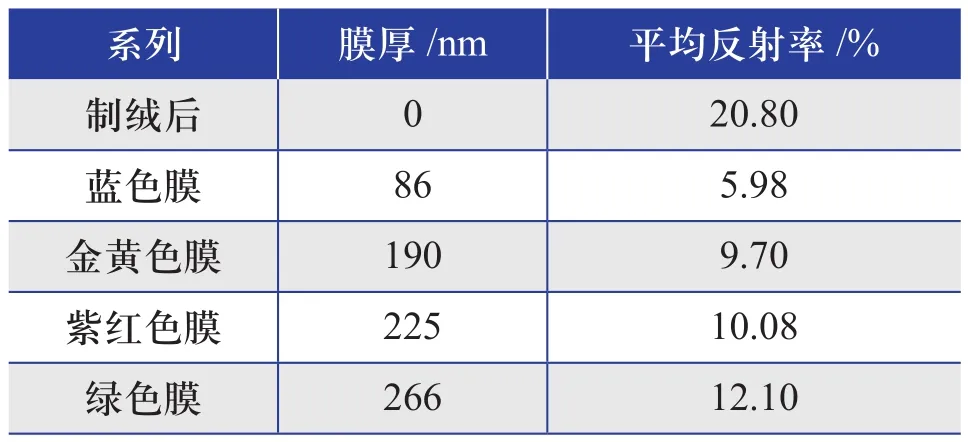
表1 不同颜色减反膜的平均反射率
随着减反膜膜厚的增加,平均反射率也依次增高,金黄色、紫红色和绿色多晶硅太阳电池的反射光在可见光范围内出现波峰和波谷逐渐增多,这与文献[5]的测试结果基本一致。
1.2.2 减反膜的膜厚测试
本文是采用印刷前一次性沉积彩色减反膜的方法,由于减反膜较厚,目前行业市场化的正面电极银浆无法穿透氮化硅减反膜而到达p-n结,使正面银浆与硅基体不能形成良好的欧姆接触。因此,本文彩色多晶硅太阳电池在制备过程中最重要的工序是腐蚀,即在印刷前需对特定区域减反膜进行腐蚀处理。腐蚀后氮化硅减反膜的厚度也是至关重要的参数,表2为氮化硅减反膜腐蚀前及腐蚀后腐蚀区域的膜厚对比。
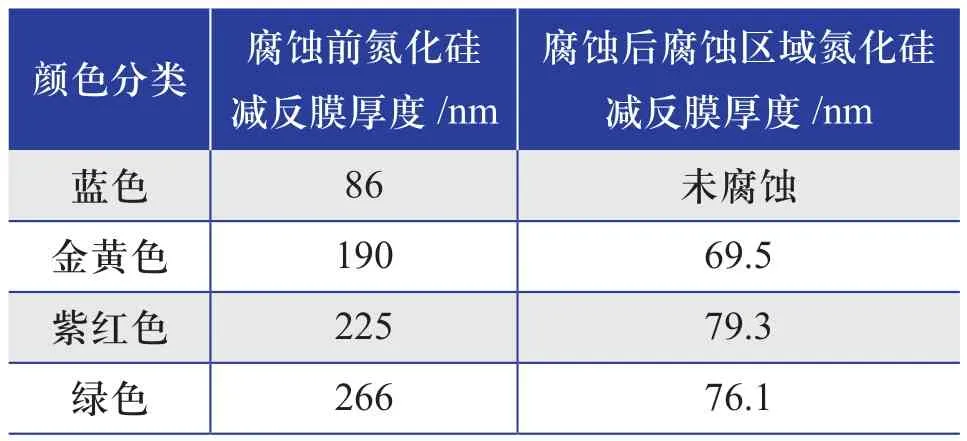
表2 腐蚀区域与非腐蚀区域的膜厚对比
从表2可以看出,腐蚀后的氮化硅减反膜厚度已满足目前银浆的穿透能力,通过烧结,可以与硅机体形成良好的接触,这在下文电池的电性能参数上也可以体现出来。
1.2.3 彩色多晶硅太阳电池的电性能测试
表3是不同颜色多晶硅太阳电池的电性能参数表。从表3可以看出,当折射率不变,随着膜厚的增加,膜的钝化效果在增加,Voc有增加的趋势,但不明显;而Isc却明显降低,这是由于膜厚增加导致反射率增加;同时膜越厚,膜层的吸光作用也越强[5]。另外,其他颜色的多晶硅太阳电池Rs比蓝色的略有增加,但从电性能数据来看,电极已与硅基体形成了良好的欧姆接触。
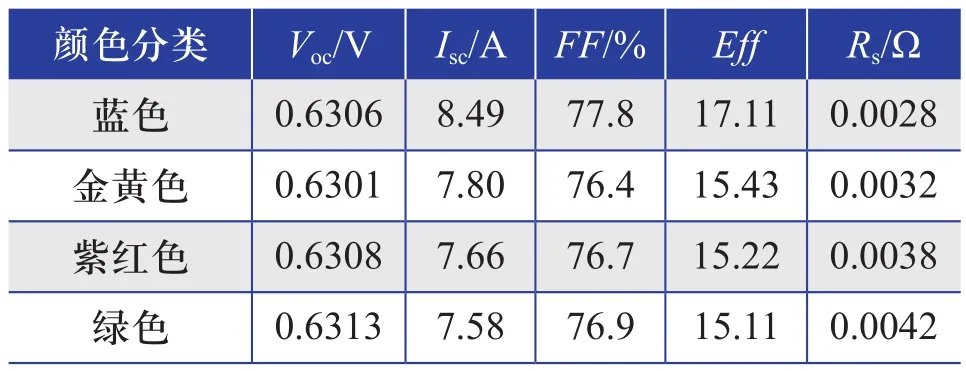
表3 不同颜色多晶硅太阳电池的电性能参数表
1.2.4 彩色多晶硅光伏组件功率测试
图3为彩色多晶硅光伏组件功率的增益情况。从图3中数据点可以看出,彩色多晶硅光伏组件都是有正增益的,最高可增益8%左右。
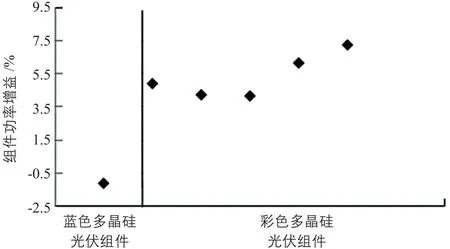
图3 彩色多晶硅光伏组件功率的增益情况
1.2.5 彩色多晶硅太阳电池的正电极拉力测试
采用350 ℃的电烙铁对彩色多晶硅太阳电池的正面电极进行焊接,并测试焊接拉力。4种颜色的多晶硅太阳电池的拉力测试结果如表4所示,图4为绿色多晶硅太阳电池的拉力曲线。
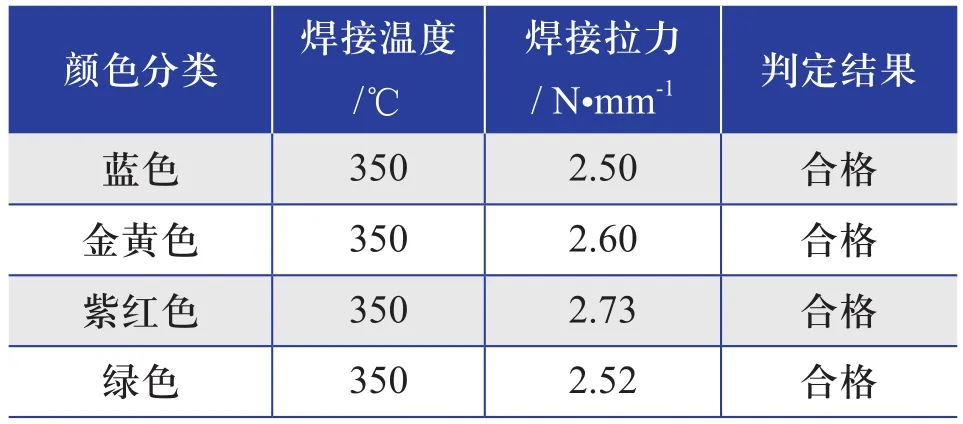
表4 焊接拉力测试结果
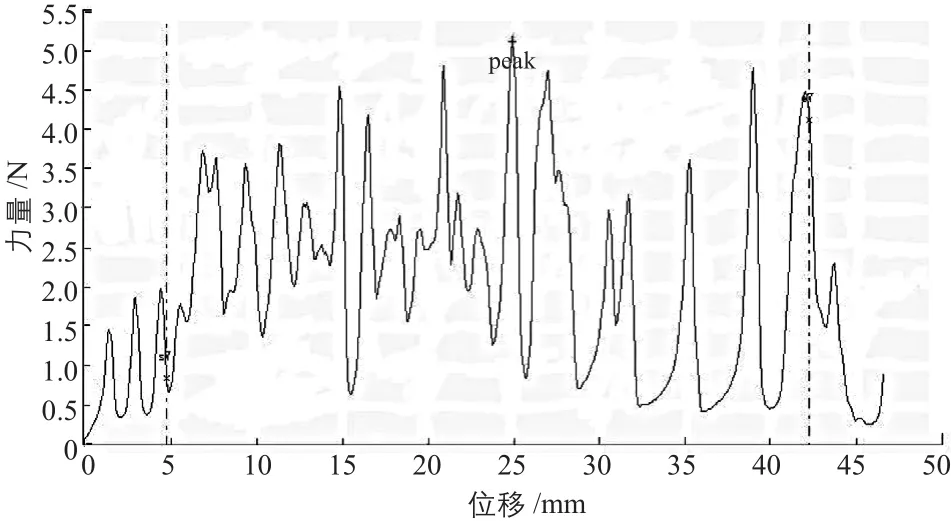
图4 绿色多晶硅太阳电池的拉力曲线
从表4可以看出,该工艺所制作的彩色多晶硅太阳电池的正电极拉力完全符合要求。
2 结论
本文利用PECVD一次性沉积彩色减反膜,并通过腐蚀降低印刷区域的减反膜厚度,经过印刷烧结后,制得彩色多晶硅太阳电池。
通过测试可知:
1)沉积的彩色减反膜越厚,表面的反射率越高,吸光效果也越明显,对电池电流的影响也越明显,但对电压增益不太明显;
2)腐蚀后的减反膜厚度可以使正面电极与硅基体形成较好的欧姆接触;
3)电极的焊接拉力完全满足要求,虽然彩色多晶硅太阳电池的效率比传统蓝色多晶硅太阳电池的效率低了很多,但在封装之后,彩色多晶硅光伏组件的功率有明显的增益。
[1]Selj J H, Mongstad T T, Søndena˚ R. Reduction of optical losses in colored solar cells with multilayer antireflection coatings[J]. Solar Energy Materials & Solar Cells, 2011, (95):2576-2582.
[2]Huang Hanchen, Wei H L, Woo C H, et al. Engineering kinetic barriers in copper metallization[J]. Applied Physics Letters, 2002,81 (23) : 4359.
[3]陈光华, 邓金祥. 纳米薄膜技术与应用[M]. 北京: 化学工业出版社, 2004.
[4]Wenham S R, Green M A, Watt M E, et al. Applied Photovoltaics [M]. London: Earthscan Publications Ltd., 2009: 59.
[5]Jia He-Shun, Luo Lei, Li Bing-Lin, et al. Performance of polycrystal silicon color solar cells[J]. Acta Physica Sinica, 2013,62(16): 168802.
