新技术在大功率机电设备轴承故障检测中的应用探究
2018-04-21杨普松
杨普松
摘要:为在真正意义上促使大功率机电设备轴承实现即时状态的监测,必须在实际工作中实现对冲击脉冲计的使用,动态维护以及计划检修的有机结合也是在這一过程中完成。本文主要针对新技术在大功率机电设备轴承故障检测中的应用进行分析与探究,这对大功率机电设备轴承故障检测工作的顺利进行有不可替代的重要作用。
关键词:监测维护 预防维护 冲击脉冲 轴承监测
在设备出现故障后在进行维修是一种较为传统的维修保养概念。如果不能及时排除大功率机电设备的微小故障就有可能造成极大设备事故的发生。如果设备出现轴承碎裂现象就会导致主要旋转部件出现失衡,在发生较为激烈的碰撞后就会出现损伤,因此只能在停产的情况下对其进行大范围的修理。为在真正意义上实现对上述现象的改善,企业必须在实际生产过程中实现对监测维护或者预防维护的合理引用。
一、轴承故障诊断的方式及要点
在实际对轴承故障进行诊断时较为常用的方式是对其进行脉冲波分析,注意轴承需要始终保持在运转状态下。在真正针对轴承进行测量时可对冲击脉冲计进行使用,在保障测量地点最佳的趋势上保障所采集数据的真实性与可靠性。在应用中必须对以下原则严格遵守。
(一)需要利用科学的手段以及技术促使轴承状态实现最大限度的反应,将测量点规定在负荷区域内可以说是一种最为有效的方法,也就是说需要在轴承座带负荷区域内开展测量工作。
(二)冲击波在实际传送过程中其自身特点较为鲜明,例如在传播过程中遇到障碍物就会导致先其传播方向出现折射的现象,同时需要注意的能量容易衰退也是由上述情况引起,因此相关部门以及工作人员必须提高重视程度,利用先进的措施以及手段实现对上述现象的改善。尤其是有空腔的部位和边界部位是在选择时首先需要避开的地点,直线传播区域是最为理想的传播位置。
(三)球面半径是测量探头的一个重要组成形式,因此测量点的曲率半径最小需要超过球面半径,这是保障数据真实性的一种重要手段。
二、冲击脉冲计原理
在一个物体静止时与另一个物体发生碰撞就是指冲击脉波,静止的物体会在这一过程中出现一个加速度,从物体内部角度说也会有一个压缩波形成,在测量静止物体的过程中需要对加速度计进行使用,加速度计主要包括一个质量以及弹簧系统,在测量过程中会存在一个固定的频率输出,主要形式为减幅振荡。
冲击速度会对冲击脉波的强弱程度造成直接影响,被测轴承的内径、运转速度以及内部缺陷都是决定冲击速度的重要因素。所以我们所使用的冲击脉冲计会有一个预制拨盘存在,轴承的内径以及转速都是通过预制拨盘得以顺利设置,上述工作全部完成后工作拨盘才能实现对测量工作状态的使用。
在实际对冲击脉冲计的分贝值标准进行划分时可将其作为主要依据,划分结果为三个部分。轴承状态良好其分贝值应该在0-20dB范围之内,也就是没有损伤或者损伤极小的情况。如果其分贝值在20-35dB范围之内则表示轴承状态处于一个过渡的区域,早期损伤就是在这一过程中出现,并且还在进行逐步的发展,遇到这种情况我们需要对监测频率进行有意识的加强。如果轴承出现明显的损伤其分贝值会在35-50dB范围之内,不仅需要加强监测频率还要对其进行密切注意。如果轴承的分贝值已经在50-65dB范围之内则需要进行更换,这也表示轴承已经受到破坏。
三、大功率机电设备轴承诊断应用实例
我们公司有数套螺杆制冷压缩机组(KA一20c),配备200kw电机,设备运行初期,由于主机的轴承故障发生数起设备事故,最终导致高速运转的主动转子与机体发生碰撞,结果转子报废主机进行大修,同时也严重影响了制冷量被迫减产。
基于此我们对其进行长时间的探究,实际对轴承状态进行检测时使用多种方式以及方法,实践结果证明利用脉冲计检测轴承是目前取得效果最为良好的一种方法。不仅可实时监测轴承是否损害以及损坏程度,还可在原有基础上大幅度降低事故发生率,促使监测维护以及预防维护工作取得全新的进展。
在实践的基础上,我们又编制了企业制度——《设备巡回检查制度》,将轴承监测工作规范化、程序化。将检测结果记录在《轴承检测流程表》上,一旦经检测轴承已运行在过度区(20~35dB),就要进行及时分析处理,加强监测”。
以下是l台大功率机电设备的监测图(见图1)及故障诊断分析实例。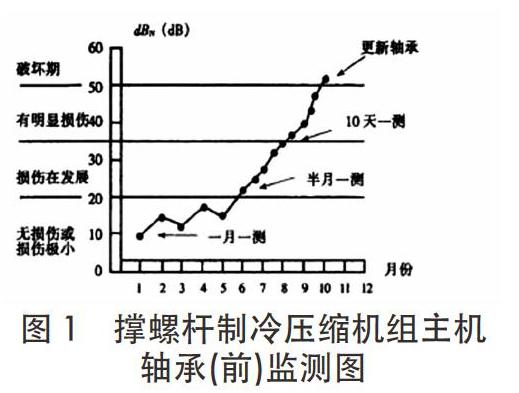
诊断分析:该压缩机组(J忍l@一20C/200kw)主机轴承型号为D246216Y,轴承为2002年1月更换,于是加大检测频率,实行半月一测,此后的测量数据说明损伤状态在持续发展;8月份的检测中勰Ⅳ=35dB,说明轴承已出现明显损伤,更加需要密切注意损伤发展趋势,并按规定实行10天一测,同时检查仓库中轴承备品的储存量,制定检修计划;在9月底的一次检测中招,v=52dB,于是安排检修,打开机器后果然发现轴承外壳已发生裂纹损伤。由于实行了监测维护,有效的避免了一起设备事故。
对设备轴承进行性能状态监测是保障大功率机电设备运行可靠性的重要手段,设备运转的经济性也可在这一过程中实现最大化,需要注意的是设备监测工作必须保持连续性,这是一种相当重要的方式。轴承经常会出现不规则的振动以及噪音现象,导致上述现象出现的主要原因就是滚动轴承的滚子与滚道之间出现麻点以及锈斑等缺陷。
用户如果想对偏离良好状态的轴承进行检测,必须利用先进的仪器与技术记录上述不规则的振动以及脉冲信号,并在准确记录的基础上对其进行量化分析。最后有针对性的加强监测工作,上述条件得到满足后工作人员就可及时发现接近损坏程度的轴承,然后更换,这是避免设备发生事故的重要手段,企业也可保证持续生产不中断。在购置零件时也可有计划的进行,从根本上促使配件仓储量在原有的基础上减少。
企业为在真正意义上实现设备运行成本的降低必须针对设备实现监测维护或者预防维护,在减少非计划停机时间的基础上促使机电设备寿命得以延长。在长期的探索与应用中我们发现利用脉冲计进行轴承监测是一种全新的诊断技术。
参考文献:
[1]路林旺.在线诊断技术在煤矿大型机电设备中的应用研究[J].煤炭科学技术,2011,(s1).
[2]李臻,李东晓.在线监测与实时诊断技术在煤矿机电设备中的应用研究[A].第七次煤炭科学技术大会文集(下册)[C].2011.
(作者单位:长春新星宇房地产开发有限责任公司)
