基于技能人才培养的一体化课堂教学探讨
2018-04-20邹菁
邹菁

摘要:在“中国制造2025”背景下,国家要求加快现代制造业人才培养,技师学院正积极进行一系列教学改革,旨在提高人才培养质量。针对高端制造业人才培养必修的“五轴数控技术的编程与加工”课程开展一体化课堂教学,能够很好地将知识、技能、职业素质紧密结合,培养学生在实践中发现问题、分析问题、解决问题的能力,提高学生主动学习的自觉性,开拓学生的思维,收到较好的教学效果。
关键词:一体化教学;六步教学法;学习效果;UG NX系统
中图分类号:G718 文献标识码:A 文章编号:1672-5727(2017)12-0061-05
“中国制造2025”的核心目标是完成我国从制造业大国向制造业强国的轉变。《人力资源和社会保障部关于推进技工院校改革创新若干意见》对我国职业教育的教学和课程改革提出了一系列方案,如工学一体、理实一体、校企结合等。作为培养高技能人才摇篮的技师学院,积极开展五轴数控加工技术的一体化教学具有重要现实意义,有利于发挥学生学习的主动性及创造性,有利于推进高端制造技术进校园,加快培养适合社会需求的高端制造业人才的步伐。
一、一体化教学概述
一体化教学是指以职业能力为培养目标,把职业能力所包括的理论知识、操作技能在各个教学环节中相互融合,通过工作单元、工作页等将理论知识与实操能力有机结合进行教学,使受教育者在做中学,在学中做,提高受教育者的知识、技能水平及综合素质的教学。其特点,一是教学内容项目化,理论与实操有机融合,教中学,学中做;二是教学模式多样化,以学生为主体,以教师为主导,提高学生学习的主动性、创新性;三是教学环境仿真化,教学场所仿照企业标准,使教学场所的环境具有明显的企业特征。
二、一体化教学的前期准备
一体化教学的主要特点是打破理论课与实操课的界限,将课程的理论知识教学、操作技能教学、生产实践、技术服务融于一体,为此必须完善相应的管理制度、场地建设、师资队伍、教学设计、绩效评估、激励机制等,笔者将重点探讨从以下几个方面开展一体化课堂教学实施的方法。
首先是教学环境的准备。“UG NX数控编程教程”是一门编程课程,要按UG NX系统要求设置教学场地及配置设备,配置计算机30台,实现单人单机操作,五轴数控加工中心一台、相关的刀量具若干,工件毛坯棒料5根,用于加工工件,以验证编程策略的可行性及科学性,教学场地在实习工厂进行[1]。
其次是教学工作页的准备。由企业数控专家、任课教师共同确定教学内容,编制教学进度,将工厂的实际要求融入课堂,培养实用型人才。
再次是授课方法的选定。通常用六步教学法:信息、计划、决策、实施、检查、评价[2]。以加工工件为任务载体,教师为主导,学生为主体,在“教、学、做”一体化教学[3]模式下,学生能顺利完成任务。
最后是教学手段的运用。用多媒体辅助工具进行教学,增强视听感,可实时了解学生的学习情况,针对性地指导学生的学习活动,是目前职业教育比较推崇的教学手段。
三、一体化课堂教学的实施
采取以工作过程为导向的任务驱动法开展一体化课堂教学,将学习领域中的能力目标和学习内容进行基于教学论和方法论的转换后加以实施。具体的工作任务是:用UG NX系统对所要加工的工件进行编程,并在五轴加工中心输入程序完成工件加工。
(一)计划——教学任务的分析
以教师为主导,以学生为主体,引导学生对工作任务进行分析。一是培养学生分析问题的能力,二是检查学生对已学习知识的掌握程度,三是引导学生主动学习的自觉性。具体操作:将学生分为5人一组,每组学生共同对工程图进行分析,该工件包括孔、球、槽、型腔、斜面、平面等,按学生已有的工件加工经验,要进行多次装夹、多次换刀才能完成,是耗时较长的复杂零件,但用五轴加工中心可一次装夹,通过UG系统编程一次完成加工,让学生对UG系统有感性认识。
(二)信息——UG NX数控编程系统及五轴数控加工中心的介绍
以教师为主体向学生介绍 UG NX数控编程系统及五轴数控加工中心的性能。
1.UG NX数控编程系统
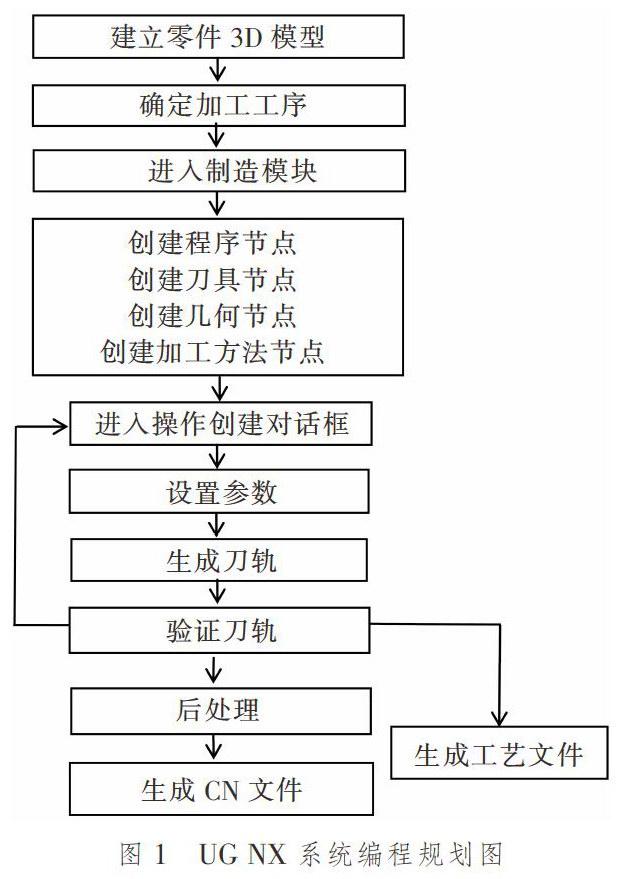
UG NX(英文Unigraphics NX,简称UG),是由西门子UGS PL软件开发,集CAD/CAE于一体的产品生命周期管理软件,具有强大的数控编程能力,其刀路驱动方法和刀轴控制方法灵活、方便,应用广泛,在国内数控编程软件中占据主要地位。UG NX系统编程规划如图1所示。
2.信息——五轴数控加工中心简介
五轴数控加工是数控技术中难度最大、应用范围最广的技术之一,相比三轴机床,由于刀具干涉、刀轴控制的复杂性和灵活性等原因,五轴数控加工在机床结构、数控系统、伺服系统和数控编程等方面都有更高的要求,编程和操作也更复杂。五轴数控机床通过增加绕直线坐标轴 X、Y、Z 轴旋转的 A、B(或者 C)轴的组合,一次装夹就可完成复杂加工,使固定在工作台上的工件除了底面之外,其余的五个面都可以进行加工,具有刀具摆动型、刀具与工作台回转/摆动型、工作台回转/摆动型等多种结构形式,是能够完成叶轮、叶片、电机转子、汽车转子等复杂加工的唯一手段。五轴加工中心在技术含量上拥有十分明显的特点,已经为诸多领域,如航空航天事业、军事产业及科研领域,带来了较大的生产效益。我校主要使用MAZAK VARZAXIS J-500五轴数控加工中心加工工件。
(三)决策——指导学生规划工件加工工艺流程
根据学生对工程图的分析,指导每组学生规划工件的加工工艺流程。这个过程是学生对前期所学知识的综合运用,每组学生的思考方向不尽相同,编制的工艺流程图各有区别。但学习积极性高涨,自主学习的意愿强烈。教师可针对各组情况因势利导,调整学生的思考方向,逐步形成共同的工艺流程:平底刀粗加工轮廓→前方斜槽残料粗加工→左侧斜槽残料粗加工→零件顶平面精加工→右侧斜面精加工→左侧斜面精加工→前侧斜面精加工→后侧斜面精加工→前侧垂直侧边精加工→后侧垂直侧边精加工→左侧凹槽底面及侧面精加工→后侧凹槽底面及侧面精加工→前侧曲面圆角加工→后侧曲面圆角精加工→顶部凹型曲面精加工→字体雕刻→中心定位钻→钻孔。
(四)决策——刀具的选择
学生根据零件的加工工艺流程分别依次选取平面粗加工的铣刀D12,精加工铣刀D6,粗加工球头铣刀R3,球头铣刀R6,球头铣刀R2,球头铣刀R1,钻刀DR3,钻刀DR6,把选好的刀具依次装入MAZAK VARZAXIS J-500五轴数控加工中心刀具库备用。
(五)实施——UG NX数控编程系统的教学
运用多媒体辅助工具进行教学,采用讲练结合,学生可根据自己已经掌握的知识和经验,确定各种切削参数的设定、各种刀路的设计策略。通过UG软件自带的刀路仿真验证自己的编程策略,教师对每个学生产生的问题进行个性化指导,使学生能及时知道自己的不足,及时修正。学生由被动学习变为主动学习,容易产生成就感,进而提高学习自觉性。教师应适时加以鼓励,肯定学生取得的进步,增强学生的自信心,在不断的交流中,教师能及时发现教学中的不足,及时调整教学进度及教学手段。在教学过程中,通常以学习小组为单位,让学生共同完成工作任务,培养学生的协作能力、交流能力,增强学生的自信心,使学生在收获知识、技能的同时,使态度、情感、价值观得到发展,达到预期的教学效果。下面以几个模块的教学为例展示编程策略。
1.进入加工模块
单击工具栏左上角“开始”→“加工”,系统弹出“加工环境初始化”对话框(只有首次进入加工模块会出现该对话框),选择“mill_contour”作为编程初始化设置。
2.定义坐标系及几何体
(1)定坐标系。将工序导航器定位到“几何视图”,双击“坐标系MCS”,在弹出的坐标系定义对话框中,将加工原点定义到毛坯最高面的中心点;将“安全设置选项”定义为“平面”,以XY平面为参考,偏置30mm作为全局加工安全高度。
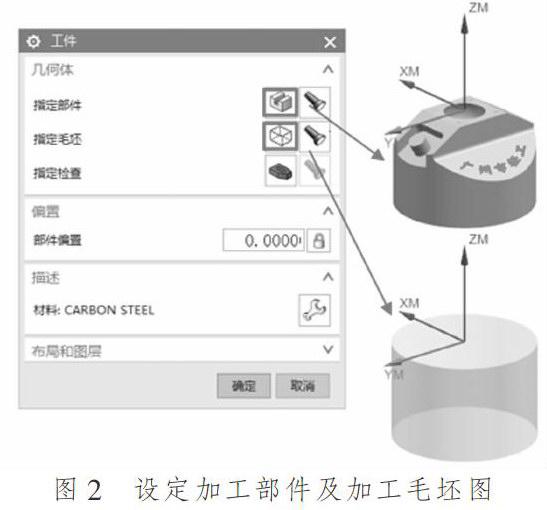
(2)定义工件毛坯。将工序导航器定位到“几何视图”,双击“WORKPIECE”,在弹出的工件定义对话框中分别设定加工部件及加工毛坯,如图2所示。
3.创建程序组
将工序导航器定位到“程序视图”,本案例创建8个程序组(名字可以自定义),便于程序管理,参考如图3所示。
4.创建刀具
将工序导航器定位到“机床视图”,创建本案例需要用到的刀具。
5.刀路编程
选取有代表性的零件轮廓粗加工刀路编程,说明UG NX软件的应用及数控加工工艺规划、参数设定。
6.φ12平底刀轮廓粗加工
(1)创建工序。单击工具栏“创建工序图标”或右击程序组“ROUGH_1”→“插入”→“工序”,系统弹出“创建工序”对话框,工序类型选择“mill_contour”,工序子类型选择“型腔铣”,具体参数设置如图7所示。
(2)刀轨设置。一是设置全局参数,切削模式为“跟随周边”,步距为刀具直徑70%。二是切削层。定义每层下刀量为1mm(或者自定义其他数值)。如图4所示。三是设置切削参数。设置部件余量为0.3mm,底面余量为0.1,切削顺序为“深度优先”,如下页图5所示。四是设置非切削参数。定义进刀类型为“螺旋”,参数设置如下页图6所示。五是设置进给率和转速,根据自身机床性能及加工要求设置,参考如下页图7所示。
(3)单击主对话框的“生成”按钮,完成刀路计算,如下页图8所示。
以上每一模块都采用“教、学、做”一体化教学模式,以工作任务为载体,以学生为主体,教师作适时的辅导,讲原理——实践编程——讲解问题——再实践编程,使学生全身心投入学习,遇到问题及时提问,教师针对共性问题及时讲解,个性问题个别辅导,使教与学相长,提高学习效率。
(六)实施——五轴数控加工中心加工工件
各小组将以上调试好的CN程序输入五轴加工中心,为加工工件做好准备。五轴数控加工中心加工工件的操作流程为:刀具库安装(按以上刀路顺序)→工作台夹具安装→工件毛坯装夹→对刀确定工件中心→运行程序加工工件。在加工过程中涉及刀库安装、工件毛坯选择、毛坯装夹、对刀等不在这里详述。
运行加工:启动运行程序加工工件。
四、检查——工件的分析
五轴加工中心比传统的三轴加工设备多了两个旋转的自由度,给刀路规划造成一定的困难,在刀路编程策略及加工的进给速度不合理的情况下,容易产生过切干涉、碰撞干涉现象。本次加工工件过程中各小组的情况不尽相同,就出现了碰撞干涉、过切干涉、欠切干涉及表面精度不高等缺陷。
分析问题产生的原因,探讨解决方案,可以进一步检验学习效果,提高学生UG NX数控编程能力,提高学生对五轴数控加工中心的应用水平及创新能力。
(一)产生碰撞干涉的原因及解决方案
产生碰撞干涉的原因有多种因素,主要是选择刀具的直径与加工曲面的曲率匹配度不合理[4]。刀路切入方向及退刀方向存在惯性,当加工工件时,进给速度过快,退刀高度不够,切削余量太小等的共同作用容易产生碰撞干涉。经过实践,重新调整了刀路编程,调整了相关参数,在铣切内表面轮廓时,铣刀从切向切入,安排从圆弧过渡到圆弧的加工线路,多安排一段圆弧再退刀,就可减少法线方向上进刀、退刀在高速运行时所产生的刚性冲击;同时,降低进给速度,调整刀具的直径,略增加切削余量等,即可消除碰撞干涉。
(二)产生过切干涉的原因及解决方案
过切现象出现在不同轴向两相交面处,产生原因多样,一是刀路编程转速过高,不同轴速度之间存在滞后特性,致使刀具在轴向运动时存在惯性。当程序指令发生改变时,Y轴对指令位置有滞后量,当X轴方向开始加速时,Y 轴尚未到拐点,这就是所谓“拉刀”现象,会出现工件过切。二是建立或撤消刀具补偿的路径不当。三是切削余量太小。采取降低转速,编程时在拐角处略作停顿,减少惯性;在刀具切入、切出方向上选取有切线的延长线;略增加切削余量,即可消除过切现象。
(三)产生欠切干涉及表面精度差的原因及解决方案
欠切干涉的主要原因是工件对刀点与工件坐标点有偏差,未达到两者重合,铣削外轮廓时会导致一边轮廓切削量多,另一边切削少,从而造成工件欠切干涉。同时,由于工件毛坯端面不是平面,这种对刀偏差也会造成端面的切削量不一样,从而降低端面精度;精度不高与刀具的精度及切削余量也有密切关系。采取重新对刀可消除坐标偏差,提高刀具精度,顺铣走刀(铣刀的走刀方向与在切削点的切削分力方向相反称为顺铣)可减少设备的“颤振”,提高工件的表面精度和加工精度。
五、评估——对课堂教学效果的评价
通过一体化课堂的学习,使学生了解了UG NX系统软件具有人性化的操作模块、强大的3D建模、快速的数控编程能力,学习了其刀路驱动方法和刀轴控制方法的技巧,通过对孔、球面、型腔、斜面等粗加工,精加工刀具选择、加工工序、切削速度、加工余量等参数的设定等,对工件的加工工艺进行了很好的总结;通过自己制定编程策略并用五轴加工中心加工工件,学习了多轴加工中心一次装夹,快速完成多面、型腔、孔、球、槽等加工的精确高效的加工能力;通过对工件缺点的分析,从加工结果检验编程策略,分析问题产生的原因,重新调整编程策略的相关参数,再加工工件,切实解决问题,有效地检查教学效果与质量,达到了理想的教学效果,并为下一阶段“VERICUT仿真”课程学习做了铺垫;用专业仿真软件避免成品工件可能出现的碰撞干涉、过切干涉、欠切干涉,激发了学生的求知欲望,增加了学习兴趣。
六、总结
在一体化课堂教学过程中,做到理论教学与实操教学一体化,“教、学、做”一体化,学习知识、分析、解决问题一体化,充分发挥教师的主导作用,能及时了解学生掌握知识程度,有效调整教学进度,及时补充学生知识的缺漏。教师在课堂上更加重视学生的努力态度和进步幅度,可让每个学生在成就感中提高学习的自觉性,取得较好的教学效果。在任务驱动的一体化课堂教学中,通过学习——实践——再学习——再实践的过程,可以强化学生对知识的掌握,更能使学生体验到愉快学习;同时,在合作小组中学习,同学之间互相帮助,优劣互补,可激发学生自主学习的兴趣,更好地培养学生在学习中发现问题、分析问题、解决问题的能力,开拓学生的思维,使其在实践中不断总结经验,优化工艺,提高创新能力。这些都是一体化课堂教学的优势,对培养高层次技能人才可起到积极推动作用,具有较大的推广价值。
参考文献:
[1]北京兆迪科技有限公司.UG NX 8.5宝典[D].北京:水利出版社,2013.
[2]姜大源.工作过程系统化:中国特色的现代职业教育课程开发[J].顺德职业技术學院学报,2014(3):1-11.
[3]赵连俊.“教学做”一体化教学的探索与实践[J].辽宁高职学报,2009(5):28-29.
[4]杨勇生.数控加工编程中刀具干涉的研究现状及存在的问题[J].计算机辅助工程,1999(10):42.
On the Integrated Classroom Teaching Based on Skill Training
——A Case Study of "UG NX Numerical Control Programming Tutorial"
ZHOU Jing
(Guangzhou Light Industry Technician College,Guangzhou Guangdong 510220,China)
Abstract: Under the background of "Made in China 2025", the government requires technician colleges to speed up the training of modern manufacturing personnel, and actively carry out a series of teaching reforms, in order to improve the quality of high-end personnel training. The integrated teaching classroom of "Five-Axis Numerical Control Programming and the Processing" courses which are for the cultivation of high-end manufacturing talents can unify knowledge, skills, and professionalism better, develop students' ability of discovering, analyzing and solving problems, improve students' initiative to learn, open up students' mind and develop their independent thinking skills and achieve better teaching results.
Key words: integrated teaching; six-step teaching method; learning effect; UG NX system
