PTT/PET并列型复合纤维纺丝技术
2018-04-19
北京中丽制机工程技术有限公司 北京 100025
1 引言
PTT/PET复合长丝是利用聚对苯二酸丙二醇酯(PTT)和聚对苯二甲酸乙二酯(聚酯PET)两组份的收缩率差异,纺制出一种具有自卷曲的弹性纤维。这种复合长丝兼有锦纶的舒适手感、腈纶的膨松性、氨纶的回弹性、涤纶的高强和尺寸稳定性[1]。该纤维的织物挺括、手感柔软、回弹性好、抗氯、抗老化,兼具PTT纤维抗污能力强和干爽等独特性能,深受消费者青睐。
聚对苯二酸丙二醇酯(PTT)大分子存在“奇碳效应”,在分子链上存在三维螺旋结构,因此形成的弹性纤维具有良好的结构基础。两种聚酯有类似的化学结构可保证其相容性及相互间的结合力;PTT/PET双组分复合长丝截面为并列型,经过牵伸定型后富有弹性,织物不松弛,保型性和抗皱性好,因此制作的服装更加适合户外运动,并且比其他同类产品更适于机洗。
2 设备特点
2.1 设备参数
见表1。
2.2 纺丝箱
由于PTT/PET双组分复合长丝可纺温度较窄,为更好控制纺丝工艺,故采用三箱式纺丝箱,此纺丝箱由三部分组成:PTT计量泵箱、PET计量泵箱和复合纺丝组件箱,这三个保温箱温度可以独立设定。熔体分别由各自的挤压机经熔体管路输送到计量泵后,送至装有复合纺丝组件的箱体中,两种组分在喷丝孔中汇合并喷出。
对于同种聚合物,表观粘度越大,流动性能越差。纺丝温度的设定原则是尽量保证两种组分在各自的纺丝箱体内有相同的流动状态。PET采用高温熔融,低温纺丝;PTT采用低温熔融,高温纺丝,这样可以减小PTT的降解,尽管两种组分在箱体内温度差异较大,但两种组分进入到同一个复合组件时发生热交换,PET的温度降低,PTT的温度升高,温度差异有逐渐缩小的趋势,高粘度PTT熔体的流动性能将好于低粘度PET熔体,低粘度PET 温度过高将无法成纤。( 见图1)
2.3 喷丝板
改变纤维的横截面形状会影响其卷曲性。不同的纤维横截面会对纤维的三维螺旋卷曲行为产生很大的影响,例如三角形横截面比圆形横截面的纤维卷曲率高[2]。这里主要研究圆孔复合纤维,选用PTT特性粘度为1.24 dl/g的切片,其喷丝板微孔尺寸为φ0.22×0.66; PET特性粘度为0.54 dl/g的切片,其喷丝板微孔尺寸为φ0.22×0.66。(见图2)
2.4 牵伸装置
牵伸装置由两组热辊和一个导盘组成,第一热辊将丝束加热到玻璃化温度,丝束在第一热辊和第二热辊之间进行拉伸取向,取向后的纤维强力上升,张力加大,在温度和张力的共同作用下,纤维在第二热辊表面迅速结晶。导丝盘起到稳定张力的作用,可以减少丝束在第二热辊上的摆动,从而减少并丝断头,还有利于丝饼的成形。(见图3)

表1 复合长丝设备主要参数

图1 纺丝箱
2.5 上油装置
在化学纤维生产中,纤维的上油均匀性直接影响其品质。采用油轮上油方式时,丝束与油轮之间的包角直接影响纤维的上油率,包角大,纤维上油率就高,反之则低。纤维与油轮的包角是通过分丝棒来调节的,当分丝棒与油轮并行度降低时,丝束与油轮的包角就会变得各不相同,由于包角的差异,会造成上油率的差异,上油率的差异会导致纤维与牵伸辊的摩擦力发生变化,造成纤维品质的差异。现有装置中,分丝棒只在一端固定,分丝棒与油轮之间的平行度很难保证,即使调整平行也会经常发生变化,使得纤维上油均匀性更难控制。本项目采用分丝棒两端固定装置,其中一端方便开合,挂丝时打开一端,方便丝束进入;纺丝时两端都处于关闭状态。根据两点定线的原理,将分丝棒调整到与油轮平行后,每束丝与油轮的包角完全一致,在生产中也不易反生变化,从而避免了因上油不匀而造成纤维品质的差异。(见图4)

图2 喷丝板(局部放大)
2.6 熔体管路
随温度变高,两种切片的表观粘度都变小,流动性能变好。在同样的剪切速率下,尽管PTT切片的特性粘度较高,但其表观粘度都基本小于0.54 dl/g的PET切片的表观粘度,在270℃下PTT的表观粘度也要低于290℃下PET的表观粘度。与低特性粘度的PET切片相比,高特性粘度的PTT切片具有极好的流动性能。为了保证熔体粘度和温度均匀,熔体管道中各级管路的剪切速率应一致,本设计中各级熔体管路直径的选择要保证剪切速率在10S-1左右[3]。
2.7 单体抽吸
PTT纺丝过程中降解产生的低分子物对正常纺丝影响较大,特别是较多的环状二聚物的存在常导致喷丝板易堵塞,同时其挥发物还有一定的刺激性,易伤害人的眼睛。在冷却吹风装置上加设单体抽吸装置,可将从喷丝板析出的环状二聚物及时吸走,以免因积聚而引起断头。
3 工艺条件
3.1 纺丝原料与油剂

图3 牵伸装置

图4 上油装置

表2 111 dtex /64f并列复合长丝主要工艺参数
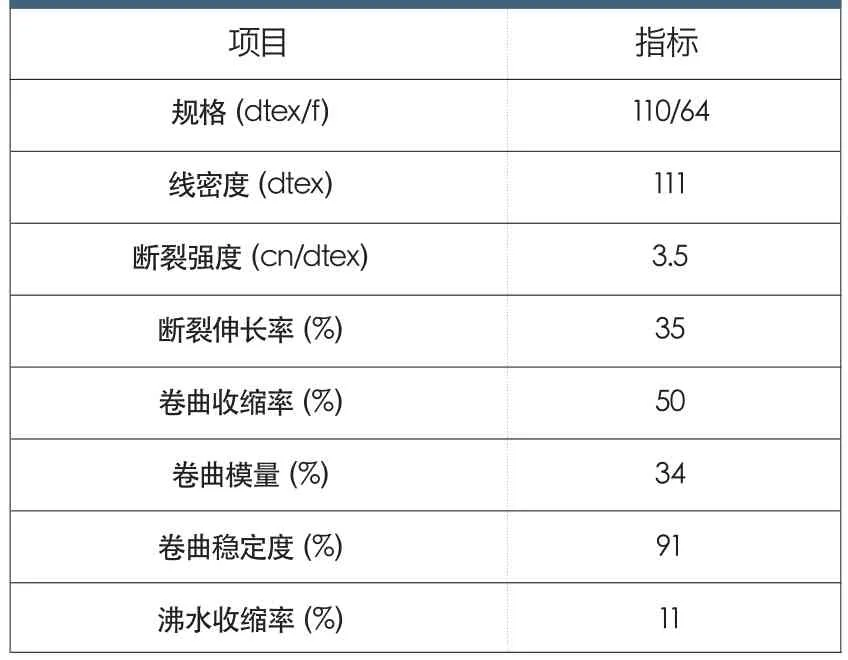
表3 111 dtex/ 64f 并列型复合长丝的物理指标
纺丝原料:选择能与 PTT 切片相容性好的 PET 切片,使其在一定纺丝温度下的熔体表观黏度尽可能与 PTT相当,减少纺丝弯脚,具备良好的可纺性,以适应PTT/PET 复合纤维纺丝的要求。
PET切片为金山石化公司,低粘半消光切片,切片特性粘度0.54 dl/g;
PTT切片为美国壳牌(SHELL)公司,切片特性粘度0.92 dl/g,经固相增粘后特性粘度为1.24 dl/g。
纺丝油剂:松本(Matsumoto)3530 ,油剂浓度13%。
3.2 生产流程
(1)PTT切片(特性粘度0.92dl/g)→固相增粘→干切片料仓(特性粘度1.24dl/g)→氮气保护→PTT螺杆挤压机→熔体过滤器→熔体分配→静态混合器→计量泵
(2)PET切片(特性粘度0.54dl/g)→干燥→PET螺杆挤压机→熔体过滤器→熔体分配→静态混合器→计量泵
(1)(2)→喷丝头→单体抽吸→侧吹风→甬道→油轮上油→GR1→GR2→GR3→卷绕机
3.3 主要工艺参数
见表2。
4 产品技术性能指标
见表3。
5 结束语
采用本纺丝装置生产的PTT/PET 111dtex/62f并列型复合长丝,其产品卷曲细而密,卷曲曲率大,丝束弹性高;全套设备设计先进,运行稳定可靠;工艺参数设置合理,生产出高品质的PTT/PET复合弹性长丝产品,为化纤差别化纤维的发展提供了装备及工艺技术支撑。
【参考文献】
[1]王江水.PTT/PET并列复合纤维卷曲研究[D].东华大学,2009.
[2]张明成,孔维嘉.双PET并列复合弹性纤维生产技术[J].聚酯工业,2017,30(5):16-19.
[3]华金祥.PTT/PET并列型复合长丝国产设备及相关工艺的探讨[J].纺织机械,2015,12(12):78-81.