2219铝合金直流活性焊接技术
2018-04-17龙伟民曲文卿钟素娟
张 雷 ,龙伟民 ,鲍 丽 ,曲文卿 ,钟素娟
(1.郑州机械研究所有限公司 新型钎焊材料与技术国家重点实验室,河南 郑州 450001;2.北京航空航天大学 机械工程及自动化学院,北京 100083)
0 前言
铝及铝合金具有优异的物理性能、化学性能、力学性能及工艺特性,广泛应用于交通运输、航空航天和化工等领域。随着焊接技术的不断发展,氩弧焊、等离子弧焊、搅拌摩擦焊、真空钎焊及许多特种焊接方法已得到广泛应用,先进的焊接工艺解决了部分铝合金(如Al-Cu-Mg、Al-Li等)的不可焊问题,并在轨道交通、航天飞机、轻型汽车等诸多产品中逐步得到推广应用[1]。
钨极氩弧焊是生产过程中最常见的铝合金焊接方法,其中,交流钨极氩弧焊引弧稳弧性能差,熔透能力弱,且焊缝常常有大量气孔生成;采用传统的直流正接TIG焊接铝及铝合金时,虽然钨极发射出来的高能电子流高速冲击工件,并将全部能量交付焊件,形成窄而深的焊缝,电流很稳定,但电弧中的电子流不足以破除工件表面的氧化膜。
本研究通过焊前在工件表面涂覆一层活性无氧化性的去膜剂,采用直流正接方式,以较小电流得到表面成形良好,无气孔缺陷的焊缝。这种无缺陷直流活性焊接技术不但避免了补焊等繁琐的后续工序,提高生产效率,降低安全隐患,还相对节约了能源。针对2219-T87铝合金平板无缺陷直流活性焊接,分析活性剂消除气孔倾向、去除氧化膜的相关机理,研究焊缝的微观组织和性能。
1 实验方法
实验采用2219-T87铝合金材料,板厚4 mm,化学成分如表1所示;填充金属为直径1.6mm的ER2319焊丝,成分近似于2219铝合金。活性剂为自行研制的无氧化性复合焊剂,成分如表2所示。

表1 铝合金2219-T87的名义化学成分%

表2 无氧化性复合焊剂成分%
焊前用NaOH水溶液清洗铝板,使用刮刀去除表面氧化物。用无水乙醇溶解活性剂,搅拌成糊状用毛刷均匀地涂覆在工件表面,以遮覆金属表面光泽为佳,随后用吹风机吹干。采用平板对接方式,背面有带凹槽的不锈钢垫板。实验设备为WS-400直流焊机,焊接工艺参数如表3所示。焊枪必须沿铝板对接的中心线精确行走。

表3 焊接工艺参数
将浓度3%的双氧水和25%的氨水按3∶7的重量比混合,腐蚀焊缝组织;采用奥林巴斯金相显微镜观察腐蚀的组织。
2 实验结果和讨论
2.1 消除气孔倾向
交流TIG焊与直流正接活性TIG焊的焊缝X光底片对照如图1所示。可以看出,采用交流TIG焊接2219-T87铝合金,焊缝气孔倾向明显;采用直流正接TIG焊接铝及铝合金,可有效避免气孔倾向。
氢是铝及其合金熔焊时产生气孔的主要原因。弧柱气氛中的水分、焊接材料及母材所吸附的水分都是焊缝气孔中氢的主要来源。
此外,电流种类和极性不同对产生气孔的影响也不同。例如,直流反接比直流正接和交流焊接时气孔倾向小,原因在于氢是以质子形式向液态金属中溶解。当采用直流正接或交流电流时,氢形成质子熔入熔池,所释放的电子造成液态金属表面上电子过剩,使反应:H→[H+]+e0向左进行,不利于氢向金属溶解[2]。
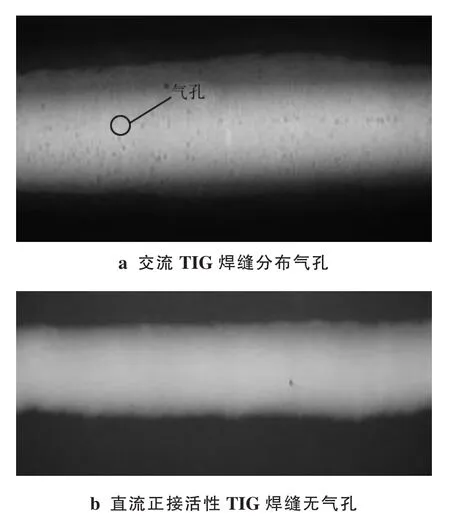
图1 交流TIG焊与直流正接活性TIG焊的焊缝X光底片对照
采用TIG焊直流正接,电弧过程较交流更稳定,空气混入气氛的机会较小,且焊接速度不快,熔池凝固速率较低;另一方面,添加的活性剂与弧柱中的氢结合,缓解了液态金属表面上[H+]的过剩。
本研究设计的活性剂中氟化物可以显著减少气孔倾向,例如CaF2焊接时直接与氢发生反应

上述反应所产生的HF是一种稳定的气体化合物,高温也不易分解。由于大量的氢被HF占据,降低了电弧中氢的分压,减小了氢的溶解度,有效地消除了气孔倾向。生成的HF在熔化的铝合金中溶解度极低,绝大部分逸出,不会产生新气孔。
同时,添加的少量氧化性活性剂(如SiO2等)对于消除氢气孔有效。因为这些氧化物在高温时与氢化合生成稳定性仅次于HF的OH也不溶于液态的铝合金,但却可以占据大量的氢。进行的反应如下
然而氧化性活性剂的添加量应视情况而定,过量可能会在焊接过程中对焊缝起氧化作用。
2.2 去除表面氧化膜
铝合金中的铝及一些合金化元素(如镁、锌等),与氧具有很强的亲和力,在铝合金表面总有一层难熔的氧化膜,其熔点很高(如Al2O3的熔点约为2 050℃,MgO的熔点约为2 500℃)。采用纯粹的直流正接铝合金焊接时,由于工件为阴极,电弧中的电子流不能起到阴极清理作用,氧化物在焊接过程中仍然存在于熔池表面,使电弧和熔池分离,很容易造成板材之间焊接未熔合的现象。
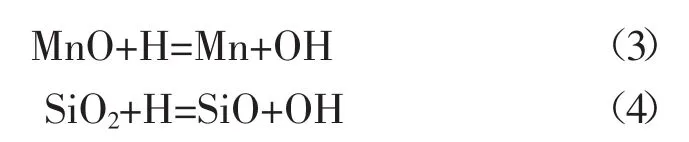
本实验所采用的活性剂可以有效去除铝合金表面的氧化物。添加活性剂后得到的4 mm厚2219-T87铝合金对接焊缝的正反面成形情况如图2所示。焊缝外观光洁、无夹渣,熔合良好。这是因为氟化物具有溶解氧化物的能力[3],但过量的氟化物会增大界面表面张力,影响焊丝的添加效果。加入一些易熔的重金属氯化物能够提高氟化物的去膜效果,ZnCl2就是一种典型的优良试剂:其中的阴离子(Cl-)通过对铝的电化学腐蚀加速氧化膜的剥离、破碎,方便氟化物对氧化膜的溶解;重金属阳离子(Zn2+)沉积在铝表面,改善焊丝在铝表面的铺展。去膜剂中的一些元素与氧的亲和力很强,能够还原基体金属氧化物,得到产物AlCl3和AlxCly,其中,在电弧加热作用下,AlCl3可以转化变为气体蒸发,并在蒸发、气泡上浮过程中同时破碎铝合金表面的氧化物薄膜[4];AlxCly是复合盐,流动性好,密度小于铝,能够浮于焊缝熔池的表面和边缘,对熔池起保护作用,且易于清除。
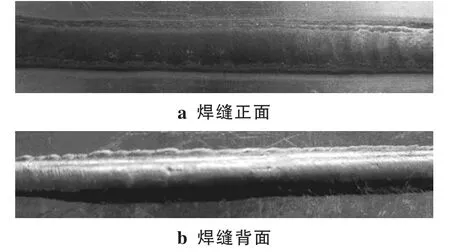
图2 活性剂直流TIG对接焊缝
2.3 焊缝的微观组织及力学性能
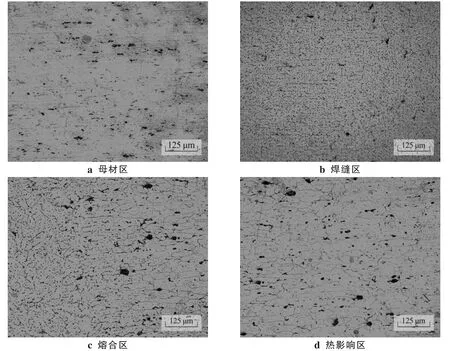
图3 2219-T87铝合金直流正接TIG焊接头区域微观组织 (200×)
直流正接TIG焊接的2219-T87铝合金接头区域微观组织照片如图3所示。图3a为2219-T87铝合金母材组织微观组织照片,它由沿着轧制方向(水平方向)存在的细长晶粒和弥散分布的强化相θ(AlCu2)构成。图3b为接头区域的焊缝区组织,它具有铸造组织的特征,即由柱状晶组织、焊缝中心区域的等轴晶和强化相θ(AlCu2)构成,无任何空洞。由于焊接电流较小,对材料的热影响小,故形成的组织细小。图3c为熔合区的组织照片,其中最左侧是焊缝区组织,中间部分是熔合区组织,而最右边则是热影响区组织。熔合区组织由细长的晶粒组织和聚集的强化相θ(AlCu2)构成,无空洞,其中的强化相仅发生了聚集现象,这也表明直流活性焊的焊接电流较小,对材料的热影响小,因此形成的组织非常细小。图3d为热影响区的组织照片,其组织比焊缝区和熔合区组织粗大,形成了一个晶粒粗大的过热区;与两种焊缝区和熔合区组织类似的是,热影响区的组织由轧制晶粒组织、聚集的强化相 θ(AlCu2)构成。
分别用直流活性焊技术和变极性等离子弧焊(VPPAW)焊接4 mm厚的2219-T87铝合金,所得到的接头焊缝拉伸强度对比如图4所示。直流活性TIG焊的焊缝强度明显高于变极性等离子焊技术约20 MPa。
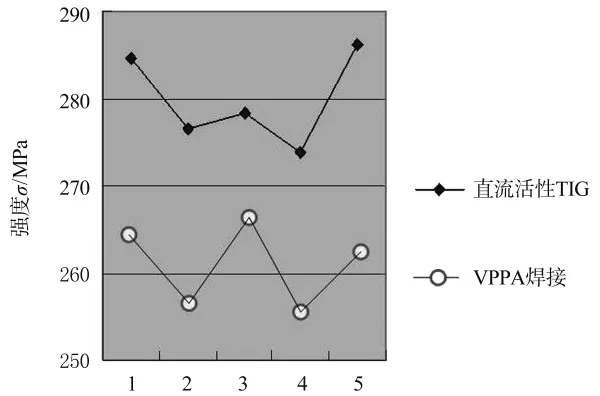
图4 直流活性焊技术与变极性等离子弧焊焊缝拉伸强度对比
观察、比较接头最容易发生断裂的熔合区(见图5)微观组织发现:(1)变极性等离子弧焊接2219-T87铝合金,由于焊接电流大,组织较粗大,降低接头性能和质量;(2)在焊接过程中出现气孔,不仅削弱焊缝的有效工件断面,同时带来应力集中,显著降低金属的强度与韧性,不利于动载强度和疲劳强度,甚至还会引起裂纹。而直流正接TIG接头组织细小,强化相仅发生了聚集现象,力学性能更优[5],显微组织见图3c。
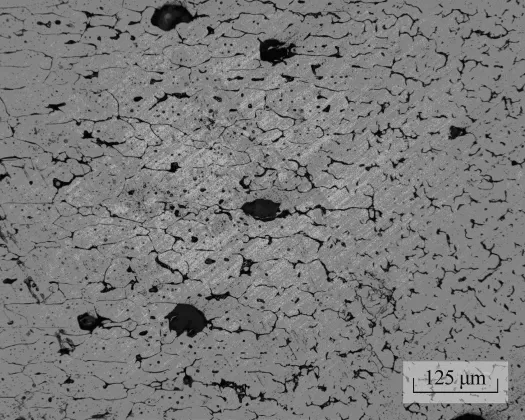
图5 采用变极性TIG焊技术所焊接2219-T87铝合金熔合区组织
3 结论
(1)铝合金2219-T87直流正接活性TIG焊具有消除气孔倾向的效果,机理是活性剂与弧柱中的氢结合,缓解液态金属的表面上[H+]的过剩。
(2)活性剂中的氟化物(KF、CaF2)和氯化物(ZnCl2)发挥去除铝合金表面氧化膜的作用。
(3)铝合金直流正接活性TIG焊的接头熔合区无气孔,对接头热影响区组织影响小,晶粒细小,接头强度比变极性等离子焊接高约20 MPa。
参考文献:
[1]周万盛,姚君山.铝及铝合金的焊接[M].北京:机械工业出版社,2006:1-3.
[2]周振丰,张文钺.焊接冶金与金属焊接性[M].北京:机械工业出版社,1988:126-127.
[3]刘凤尧,林三宝,杨春利,等.TIG焊活性剂对焊缝成形的影响[J].焊接学报,2002,23(1):1-4.
[4]路全彬,龙伟民,董显,等.高Si多组元铝镁焊料冲击韧性损失研究[J].稀有金属,2017,41(11):1237-1242.
[5]龙伟民,路全彬,何鹏,等.钎焊过程原位合成Al-Si-Cu合金及接头性能[J].材料工程,2016,44(6):17-23.
[6]张聃,陈文华,孙耀华,等.焊接方法对2219铝合金焊接接头力学性能的影响[J].航空材料学报,2013,33(1):45-49.
