平针搅拌头调修对铝合金焊接接头组织与性能的影响
2018-04-17刘春宁钮旭晶侯振国
刘春宁,钮旭晶,侯振国
(中车唐山机车车辆有限公司,河北唐山063035)
0 前言
搅拌摩擦焊 FSW(Friction Stir Welding)[1]广泛应用于机车、航空航天、汽车、船舶等领域,在铝合金、镁合金等轻金属焊接方面具有焊接变形小、焊接缺陷少、环保高效等优点。作为一种新型焊接工艺,搅拌摩擦焊在轨道交通铝合金车体焊接[2-5]制造行业中的应用越来越广泛。
搅拌摩擦焊焊后变形常用调修方法为机械调修和火焰调修。由于焊缝余高小、应力均匀等因素,传统的调修方法较困难,尤其是对于焊接变形较大的部件,过度的机械调修和火焰调修可能造成部件报废。因此,平针搅拌头调修因其良好的可操作性受到越来越多制造企业的青睐。
针对平针搅拌头不同调修次数的6082-T6铝合金搅拌摩擦焊焊接接头的组织与性能进行系统研究,以确定不同调修次数下平针搅拌头调修工艺的可行性,为该工艺的推广应用提供必要的理论支撑。
1 试验材料和方法
1.1 试验材料
试验材料为板厚5 mm的6082-T6铝合金,其化学成分和力学性能如表1所示。
搅拌摩擦焊所采用的搅拌头轴肩直径16 mm,针长4.8 mm,搅拌针直径根部8.3 mm、端部4.9 mm,轴肩螺纹为内拢型。调修所采用的搅拌头为平针搅拌头,轴肩直径16 mm。轴肩螺纹为内拢型。

表1 6082-T6化学成分和力学性能Table 1 Chemical composition and mechanical properties of 6082-T6
1.2 试验方法
6082-T6铝合金试板尺寸为700 mm×300 mm×5 mm,进行单轴肩搅拌摩擦焊,焊接装配如图1所示。分别进行平针搅拌头调修1次和调修2次(在一次调修的焊缝上以相同的工艺再进行一次调修)的工艺试验,组装间隙0 mm,搅拌头转速1 200 r/min,焊接速度800 mm/min,压力值11 000 N。工艺试件焊后均进行外观检测和射线检测。

图1 焊接坡口装配Fig.1 Picture of welding assembly
分别按照ISO4136-2001标准和ISO5173标准在WDW-300KN的微机控制电子万能试验机上进行拉伸试验和弯曲试验,弯曲试验采用2个面弯试样和2个背弯试样,压头直径50 mm;硬度试验根据GB/T4342-1991《金属显微维氏硬度标准》,利用FM-700型显微硬度仪测量焊接接头表面(包括母材和热影响区)的维氏硬度分布。采用Neophot-32数码金相显微镜观察焊接接头的母材、焊核区、热机影响区及热影响区的显微组织。金相腐蚀液为混合酸溶液。
2 试验结果与分析
2.1 拉伸试验
拉伸试验结果如表2所示。依据ISO15614-2标准,其焊接接头的抗拉强度Rm(W)应满足要求

式中Rm(W)为焊接接头的抗拉强度;Rm(pm)为相关标准中所要求的母材抗拉强度的最低规定值;T为焊接接头强度系数。对于6082-T6铝合金来说,T=0.6,由表 1 可知,Rm(pm)=310 MPa,故 Rm(W)/Rm(pm)>0.78,满足ISO15614-2标准的要求。

表2 拉伸试验结果Table 2 Result of tensile test
所有拉伸试件均断于焊接热影响区,这是因为6082-T6属于热处理强化铝合金,焊接时焊接热循环作用导致焊接热影响区存在软化现象,该区为焊接接头较为薄弱的环节。
2.2 硬度试验
平针搅拌头不同调修次数焊接接头的硬度曲线对比如图2所示。可以看出,调修次数对搅拌摩擦焊焊接接头的硬度影响不大。硬度分布曲线为典型的“W”型。热影响区的硬度值最小,出现在距离中心线约10 mm处。6082-T6铝合金为热处理强化铝合金,在焊接时产生软化现象的主要原因是热影响区在高温作用下强化相脱溶析出并聚集长大,使强化效果减弱,产生“过时效”现象,并形成软化区,该区域内的硬度有所下降。
焊核区的硬度分布近似为均值,由中心向两侧硬度值逐渐降低,当达到HAZ时,硬度达到最低值,然后逐渐增加至与母材等同水平。
2.3 弯曲试验
平针搅拌头不同调修次数的6082-T6铝合金搅拌摩擦焊接头弯曲试验结果如表3所示。所有试件弯曲试验结果均合格。不同调修次数下的焊接接头均具有良好的弯曲性能。

图2 不同调修次数硬度对比Fig.2 Hardness test result for different adjusting times
2.4 显微组织

表3 弯曲试验结果Table 3 Result of bending test

不同调修次数下6082-T6铝合金搅拌摩擦焊接头显微组织如图3所示。焊核区的组织形态如图3a所示,焊核区显微组织主要为α(Al)相基体和其上分布的部分析出β(Mg2Si)相,焊缝晶粒形态为等轴晶,由于焊缝各部分的冷却速度不一致,焊缝中心最后冷却,焊缝中部冷却较慢为等轴晶粒,晶粒均匀细小。热机影响区显微组织如图3b所示,前进侧和后退侧热机影响区均在搅拌针的剧烈搅拌作用下引起塑性铝材料在接近焊核区的小部分区域发生局部破碎和粘附长大现象,而其他部分的组织发生了较大程度上的弯曲变形,并在焊接热循环作用下发生回复和再结晶。在剧烈变化的粘附力和焊接热循环的综合作用下,形成从粘附长大的破碎组织到弯曲变形的带状组织的变化梯度,其中还混合有再结晶晶粒和回复晶粒,与接头中的另外区域相比较,热机影响区组织变化最为剧烈。热影响区显微组织如图3c所示,热影响区显微组织与其母材显微组织相似,均为沿轧制方向延长呈纤维状的晶粒,并且在α(Al)基体上分布着时效过程中析出的Mg2Si强化相。
由于平针搅拌头调修时没有搅拌针插入焊缝进行搅拌作用,且热输入不大,调修1次和调修2次对焊核区、热机影响区、热影响区的组织形态基本无影响。
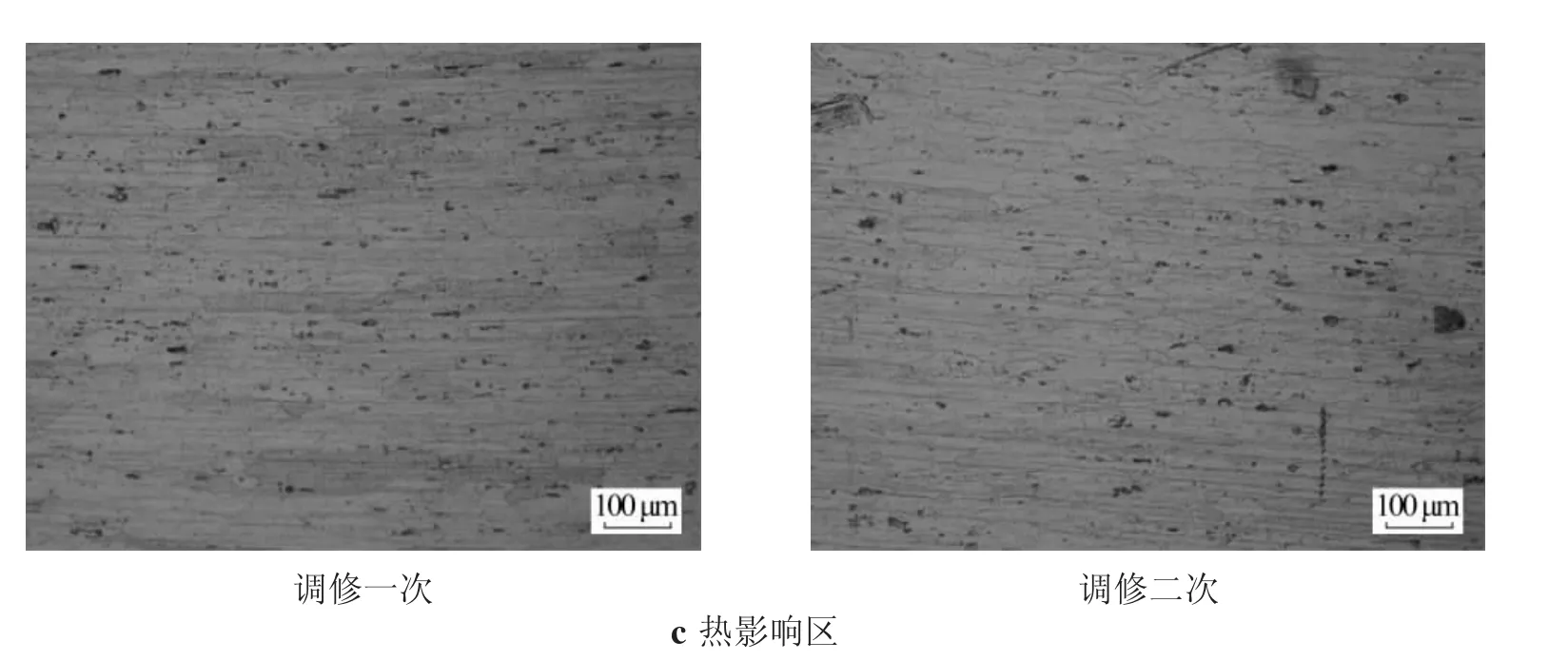
图3 焊接接头显微组织Fig.3 Microstructure of welded joints
3 结论
(1)平针搅拌头不同调修次数下的6082-T6铝合金焊接接头具有良好的拉伸和弯曲性能。
(2)平针搅拌头不同调修次数对6082-T6铝合金焊接接头的组织金相、硬度分布无明显影响。
(3)平针搅拌头调修工艺具有可行性,可应用于实际生产中。
参考文献:
[1]Thomas W M N E D,Needham J C.Friction Stir Welding:UK9125978.8[P].1991.
[2]杨鑫华,郭太金,许永辉,等.铝合金货车侧墙多道焊变形预测[J].大连交通大学学报,2014,35(1):81-85.
[3]刘会杰,潘庆,孔庆伟,等.搅拌摩擦焊焊接缺陷的研究[J].焊接,2007(2):17-21.
[4]戴启雷,王秀义,侯振国,等.焊接速度对Al6082搅拌摩擦焊接头根部缺陷及性能的影响[J].焊接学报,2015,36(8):27-30.
[5]栾国红.搅拌摩擦焊技术在轨道列车制造中的应用[J].焊接,2015(1):7-12.
