氨法脱硫技术在硫磺制酸装置中的应用
2018-04-15沙金华
沙金华
江苏科行环保股份有限公司 江苏盐城 224051
随着国家环保政策越来越严格,企业的环保压力不断加大,企业生产成本节节攀高。这使得环保管理有基础、环保工作走在前面的企业能够在市场竞争中赢得先机和主动权。
1 装置概况
为达到国家新的排放标准,在硫磺制酸装置上进行了技术改造,一吸塔用H2S热回收塔替代,将原一吸塔改为二吸塔,原二吸塔利旧改造为氨法脱硫塔。脱硫塔设置预脱硫段、喷淋吸收段、清洗段、除雾器层。
1.1 氨法脱硫基本原理
氨法脱硫的基本原理是氨与SO2、水反应生成亚硫酸铵,从而除去尾气中的SO2。氨是一种良好的碱性吸收剂,氨的碱性强于钙基吸收剂,而且氨吸收尾气中的SO2是气-液或者气-气反应,反应速度快,反应完全,吸收剂利用率高,能够达到较高的脱硫效率。含硫尾气处理效果的主要影响因素是吸收液对SO2的吸收率及母液的质量,在吸收过程中生成的NH4HSO3对SO2不具吸收能力,随着吸收过程的进行,溶液中的NH4HSO3浓度不断提高,吸收液的吸收能力下降,这时需要向吸收液补充氨,使NH4HSO3转化为(NH4)2SO3,以保持吸收液的吸收能力。湿式氨法脱硫实际上是(NH4)2SO3-NH4HSO3溶液不断循环的过程吸收SO2,补充的氨不是用来吸收SO2,而是用来保持吸收液中(NH4)2SO3的稳定。
1.2 工艺流程
精制液硫在焚硫炉燃烧制取SO2,热量通过余热锅炉生产供园区使用的蒸汽。SO2约10.5%的烟气降温后进入转化器一段进行催化反应,一次转化气经换热器、蒸汽过热器、省煤器降温后进入HRS热回收塔吸收SO3,一次吸收后的烟气进入换热器升温后,再次进入转化器四段进行转化;转化后的烟气经过热器、省煤器、冷热换热器降温进入二吸塔吸收SO3,ρ(SO2)<860mg/m3的烟气进入氨法脱硫装置的预脱硫段,然后进入脱硫装置塔经2级脱硫洗涤,再通过塔顶部相对密度较低的喷淋洗涤脱除,脱硫后ρ(SO2)<400mg/m3烟气经烟囱排空(如图1所示)。
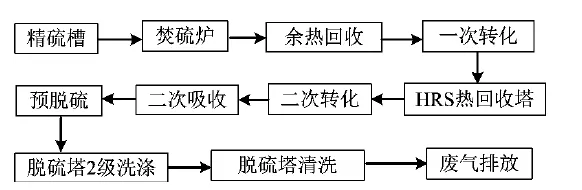
图1 硫磺制酸装置工艺流程
2 运行中存在问题及解决措施
2.1 脱硫塔喷嘴容易堵塞
脱硫塔原为SO2吸收塔,塔内衬耐酸砖,在脱硫循环液长期浸泡的腐蚀环境下,循环液会变成黄色的浑浊液体,循环液中伴随很多碎瓷片、沉淀物堵塞喷嘴,在循环泵进口增加滤网进行拦截,截留碎瓷片效果好,但是对系统烟气中带来的细微颗粒、沉淀物难以截留。由于泵进口滤网不能拦截细微颗粒物导致喷嘴容易堵塞,通过试验,涡流喷嘴能够很好解决颗粒物堵塞问题。设置涡流喷嘴后,装置在连续运行半年后检查,堵塞情况极少,但是雾化效果受到了一定程度的影响。
2.2 尾气排放口拖尾
目前装置排放指标能够满足国家标准,但是由于当地政府及环保部门对环保要求的不断提高及环保税的开征,排放量在国家新标准基础上减少一半,排放外观要求尾气在烟囱出口30m范围内消失。尾气排放当量能够达到地方标准的要求,但尾气排放口拖尾较大,不能达到地方政府的要求。尾气排放口不定时出现较浓的烟气,在离开排放口几百米都难以消失,存在严重的拖尾现象。对这一问题,瓮福化工进行转化、吸收、脱硫的系统分析、检测,收集数据,经过近3个月的跟踪分析,初步判断:在尾气拖尾严重时,二吸收塔出口硫酸雾检测数据超标数倍。根据木棍试验观察结果,验证了硫酸雾超标的同时尾气拖尾较长。针对硫酸雾超标问题,安排停车对除雾器、分酸器、填料层、循环酸泵、加水管进行检查,未找到原因。再开车检查运行指标,发现转化、吸收各指标都在控制范围内,忽大忽小的烟气拖尾依旧。在装置正常运行中,检查加水管,停止加水、恢复加水,发现了关键原因:加水阀打开时就出现尾气严重拖尾,关闭时尾气拖尾迅速降低在30m范围内。停车检查,加水管完好无损,水从吸收塔底部加入,检测实际液位可以将加水管管口浸泡在1m范围。加水管从塔拱下部高位插入,管口离塔底约500mm,在塔底有一股从HRS热回收塔串入的温度约160℃的高温硫酸与聚四氟乙烯管接触。分析认为,在加水管完好无损的情况下,管道末端可能会出现变形,在循环槽的硫酸高度不足时,加水未完全与硫酸混合就逸出硫酸液面,形成大量硫酸雾,大量的硫酸雾经脱硫塔排向大气,拖尾现象伴随着吸收塔液位忽高忽低而不断变化。确定原因后,对加水管进行加强、加长,经过1年运行观察已经完全解决尾气拖尾的问题。
2.3 预脱硫段运行不正常
脱硫塔原有预脱硫段即一级吸收段运行不好,腐蚀较严重,预脱硫段时开时停,导致其预脱硫功能丧失,增加了脱硫塔的负荷,对脱硫系统效率影响较大。预脱硫段管道腐蚀严重,分析是因循环液与二吸塔出口烟气接触时,不同管段产生不同浓度稀硫酸造成的腐蚀。对于不同浓度硫酸防腐,用聚四氟乙烯材质性价比高,施工容易,改造前试喷嘴喷淋范围,衬聚四氟乙烯长度控制根据喷嘴喷淋范围决定。预脱硫段增设2个喷淋点,增加喷淋量20m3/h,增加液气比。
3 结语
综上所述,氨法脱硫工艺技术在不断的成熟,其工艺技术在运行时脱硫的效果非常明显。其系统拥有着耗能低、投资小、操作简便快捷和运行可靠无污染等优点,并且拥有着明显的经济、社会、环保效益等特点。完全符合我国循环经济发展这一趋势,经过改进后非常的适用于煤质天然气当中的尾气处理。
