整车制造信息化执行系统的应用
2018-04-11董建军赵晟孙毅高红杰蒲松刘树符苏俊
董建军,赵晟,孙毅,高红杰,蒲松,刘树,符苏俊
(中国汽车工业工程有限公司,天津 300113)
1 系统概述
整车制造信息化执行系统提供从生产计划的制定到整车装配完成的全部生产过程的管理功能。通过对订单、物料和设备状态等数据的采集,对订单和设备、物料的变化做出迅速的响应,根据具体情况安排和调整生产活动,通过PC客户端、看板和手机移动端实时发布生产信息,有助于按时交货、提高物流效率和整车质量的提高。系统具有如下特性:
1.1 承接性
把销售订单与下层负责生产和物流调配的执行工作二者联系起来,高效整合订单、物流、人员、设备四方面的资源。
1.2 精益生产
系统能实现从接受订单到整车下线全流程的管理,根据订单事先自动制定生产计划并根据订单的变化实时调整计划、物料提前调动,追求零库存、有效减少停线时间。
通过多种生产看板、移动APP消息推送方式高效率拉动物料,及时改正质量问题,使计划、物料、人员三者无缝连接。
1.3 全面质量管理
通过对工厂的车身、装配件、人员的全面管理,同时通过产前计划(质量控制计划)、生产监视分析(质量数据、设备运行状态实时自动采集和统计,并实时推送到看板和移动端)、事后品质追溯(分析和统计质量问题发生的原因)实现不断改进生产工艺和提高质量管理水平。
2 系统硬件架构
硬件可分为控制层、网络层、设备层,系统架构见图 1所示。
2.1 控制层
控制层是整个系统的核心。它采用刀片式服务器接受订单、采集生产线实时数据并将数据存入磁盘阵列,经过本系统的软件处理后,对受控设备发出相关指令(物流路由信息、生产顺序等)和信息(装配信息、喷漆颜色等),当设备故障时进行相关的语音和视觉报警提示,相关信息全部存入数据库。
主要设备为刀片式服务器。
2.2 网络层
网络层担负着“承上启下”的功能,采用TCP/IP标准工业以太网环网,车间所有受控设备都接入环网。
主要设备采用6类综合布线产品和支持环网的工业级交换机。
2.3 设备层
设备层是整个系统的基础,在系统中处于最底层。
主要设备包括显示看板,现场读写站,查询客户端和输送PLC、质量信息采集仪器等设备。

图1 架构图
以下是主要设备的用途:
2.4 服务器
在核心机房设置数据库、报表、路由服务器、计划排序服务器各1套,客户端2套。服务器采用刀片式服务器,服务器安装相关的控制管理及数据库软件。服务器与显示看板、超高频读写站通讯,在服务器生成整车生产顺序、车体跟踪信息,记录所有的质量和生产过程信息,通过服务器的监控画面可以快速定位车体位置。
2.5 超高频识别设备
本系统依靠安装在车身上的超高频载码体和固定在车间重要位置的超高频读写站实现车体识别和路由跟踪功能。每台车身上都会装有一个超高频载码体,所有的车身信息都是通过这个载码体与生产订单系统进行绑定,每个载码体的编号都是唯一的,不存储任何信息,所有的信息都是存储在中央数据库,当终端设备需要数据时,由终端向服务器发送请求,服务器根据请求进行相关的数据处理后向终端发送数据。
超高频识别设备见图2所示:

图2 超高频读写站和载码体
2.6 计划显示屏和客户端
对于关键的工位通常会配置计划和车体信息显示屏,显示屏根据读写站提供的车体信息从服务器获取车体配置信息提供给生产人员,方便配送部件和工位操作,使生产人员能够正确快速的完成相应工作。显示内容包括生产车辆的车型、车身号、配置等信息。
计划显示屏见图3和图4所示:

图4 LED显示看板
2.7 在线品质追溯设备
在关键工段安装尘埃粒子传感器、红外测温仪、风速仪、色差仪等设备实时采集工艺参数、环境参数、设备参数,实时监测生产数据。
尘埃粒子传感器见图5所示:

图5 尘埃粒子检测
2.8 工业以太网
工业以太网采用环网交换机和6类屏蔽双绞线。环网上的某一路链路断开后,不会对网络上数据的转发产生影响,环网交换机同时又避免了广播风暴。
采用工业以太网环网实现了形网络的冗余性和高可靠性,所有的终端设备都提供有冗余网络接口。
3 数据处理模型及功能实现方式
系统是建立在.net平台上的管理软件。系统内核采用面向对象语言 JAVA、非对称加密、模块化编程、断点续传等多项技术,有效保证了系统的安全性、可靠性、扩展性。
数据处理模型见图6所示。
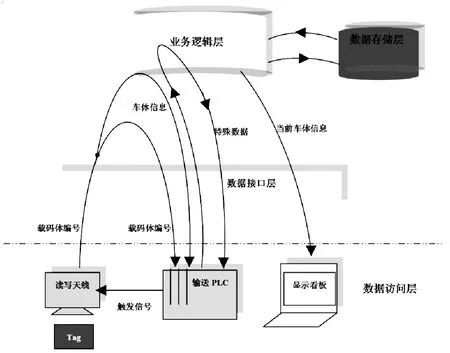
图6 数据处理模型
3.1 数据访问层
客户端提供给用户图形化的操作界面,系统采用web浏览器模式进行访问,用户可以通过台式机、移动终端实现数据查询。
3.2 数据接口层
底层设备可以通过数据接口层获取数据,数据接口层采用分散部署和冗余结合的方式,保证数据通讯的平衡能力和速度。系统提供OPC Server、ISO On TCP、ETAG的方式进行数据接口交互。
3.3 业务逻辑层
采用根据用户需求定向开发的软件进行工厂订单分类,编制人工很难做好的按订单、颜色、车型、配置等需求的综合排产计划,实现车体跟踪,质量统计和分析,处理客户端的查询请求和移动端消息推送。
3.4 数据存储层
数据库采用独立的磁盘冗余阵列,实现数据的可靠存储,数据接口层无法直接访问数据存储层,只有通过业务逻辑层才可以访问数据。
当车身到达相应的工位时,PLC触发读写站读取车身的超高频载码体编号,读写站读出载码体信息后,将信息发送给服务器,业务逻辑层查询载码体编号对应的车体信息,将载码体编号、车身类型、颜色、路由等常规信息发送给PLC。数据接口层把载码体编号直接发送给PLC,2个数据包的载码体编号对比一致则数据发送成功。同时业务逻辑层通过数据接口层把显示信息发送给现场的显示设备。当工位需要特殊数据,例如扭矩、加油油量等信息,发送对应的请求代码给服务器,服务器返回PLC请求的车体特殊信息,PLC再控制设备进行相关动作。
系统实现了如下功能:

图7 车体跟踪画面
3.5 柔性化生产
车身颜色在喷漆入口指定、装配信息(高配、低配)在内饰安装前指定,可以根据订单实时指定车辆的特征,而不是通常在焊装上线前指定,最大程度的实现柔性化的订单生产,避免不必要的库存。在排产时,系统会将交车时间相近订单里颜色相近的车体排在一起,避免喷漆机器人频繁换色。
3.6 物流按顺序调配
在前期规划时设定MIX(物流调配点)点,此MIX点的过车信息将会发送给供应商和物流,相关供应商将座椅、轮胎、仪表板等配件按此顺序配送给总装车间,极大的提高了物流调配效率。同时前期规划时需要设置存储区,当相关车体没有生产计划或特殊零部件供应商暂时无法提供时,可将该车体存在MIX存储区。
3.7 车体全厂区跟踪
在出现问题时能快速查询到所要查找的车辆特别是滞留车、特殊订单车的具体位置,使相关工作人员能随时了解车间生产情况并对生产做出及时调整。通过WEB报表以及监控软件可以实时监控厂内生产情况。
3.8 质量信息录入和查询功能
在质检工位提供移动 APP输入返修原因和车身部位、VIN码,系统将质量信息和VIN码一起存入数据库,用户可以在PC客户端或手机移动端上查询每辆车体的质量情况,能方便地找出频繁发生的质量问题及经常发生质量问题的线体(针对双线),从而对相关工艺和设备、人员进行调整。在上游工段设置质量看板,可以让上游工段的人员快速地了解发生了哪些质量问题及原因分析,从而采取应对措施。
所有质量数据存入数据库并永久保存,为车辆的终身质量跟踪提供数据。
3.9 品质在线追溯
品质在线追溯实现对车身生产过程的质量进行实时的管理和追溯。
通过尘埃粒子传感器、红外测温仪、色差仪等设备实时采集的相关数据可以对工艺参数及质量信息等超标及时反馈,车身信息与工艺参数、缺陷以及设备故障等一一对应,方便用户实现质量追溯。
通过品质在线追溯可以获取每辆车的以下生产信息。
工艺条件:喷房温湿度、风速、压差及烘房温度等;
工件条件:喷漆前车身表面温度等;
设备条件:设备状态,如停线信息;机器人信息,如旋杯转速、漆雾吐出量等;
物料条件:油漆加料情况、油漆管路温度等;
人力条件:当前生产班次及人力信息。
4 结束语
该系统能帮助整车工厂实现根据订单精益生产,有效实现了零库存生产,缩短企业资金的运转周期,实现了整车制造业的生产计划制定和实时调整,实现了提高生产节拍减少能耗的目标,最终实现降低成本,提高品质的目标。
[1] 吕凤民.制造执行系统(MES)介绍.自动识别技术与应用.2004.
[2] 胡志辉.设备处车间生产管理系统(MES)开发与实施.浙江冶金.2011.
