基于FANUC 0i系统数控车床椭圆加工方法的探讨
2018-04-02何永涛王云霞张振献卢吉平
何永涛 王云霞 张振献 卢吉平
(郑州电力高等专科学校电气工程系,河南 郑州 450004)
0 前言
数控车床主要用于加工各种轴类、盘类等回转体零件。对于圆柱面、圆锥面、圆弧面、球面等的加工,均可使用相应的G代码指令完成编程加工,但是对于椭圆、抛物线等一些复杂曲线的加工,数控系统还没有相应的插补功能。对于复杂曲面的加工,可以利用CAD/CAM软件进行自动编程加工,但生成的程序复杂,加工中难以调整。对于规则曲面零件,如果利用宏程序进行手工编程,则可以简化程序,提高工作效率。
1 加工椭圆的三种方法
零件图如图1所示,从图中可知,椭圆的参数方程为 X=28*SINt,Z=40*COSt(0≤t≤90°)。 其 中 , 椭 圆 的长半轴为40mm,短半轴为28mm。毛坯外径为60mm,加工时以椭圆的右顶点为加工原点。
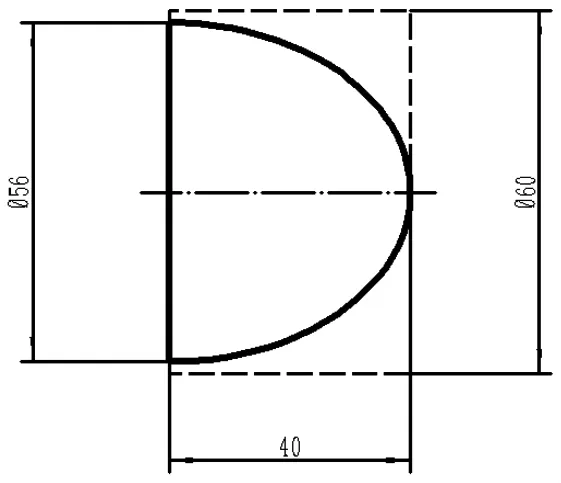
图1
1.1 利用G73指令加工椭圆
G73为仿形加工指令,主要适用于零件毛坯已基本成形的铸件或锻件的加工。其走刀路线如图2所示。
参考程序:
O1;
G99G21;
T0101;
M3S700;
G0X100.Z150.;
G0X62.Z3.;
G73U1.5W1.5R10.;(X轴 方 向 退 刀 距 离 1.5mm,Z方向退刀距离1.5mm,循环次数10次)
G73P1Q2U0.8W0.1F0.25;(精加工余量 X方向0.8mm,Z方向 0.1mm,粗加工进给速度 0.25mm/r)
N1G0X0;
G42G1Z0F0.1;
#1=0;(角度变量 #1,初始值为 0°)
WHILE[#1LE90]DO1;(当角度≤90°时,执行循环)
#2=56.*SIN[#1];(变量#2,椭圆上X方向坐标)
#3=[40.*COS[#1]-40.];(变量#3,椭圆上Z方向坐标)
G1X#2Z#3;(G1指令精加工椭圆轮廓)
#1=#1+0.5;(角度每次增加 0.5°)
END1;
N2X62.;
G40X65.;
M3S900;
G70P1Q2;(精加工)
G0X100.Z150.;
M5;
M30;
1.2 利用G71指令加工椭圆
G71指令是轴向粗车复合循环指令。该指令适用于圆柱棒料粗车阶梯轴的外圆或内孔,需切除较多余量时的情况。使用时,只需依指令格式设定粗车时每次的切削深度、精车余量、进给量等参数,在接下来的程序段中给出精车时的加工路径,则CNC控制器即可自动计算出粗车的刀具路径,自动进行粗加工,因此是复杂形状工件加工中最常用的指令之一。G71指令加工椭圆的刀具路线如图3所示。
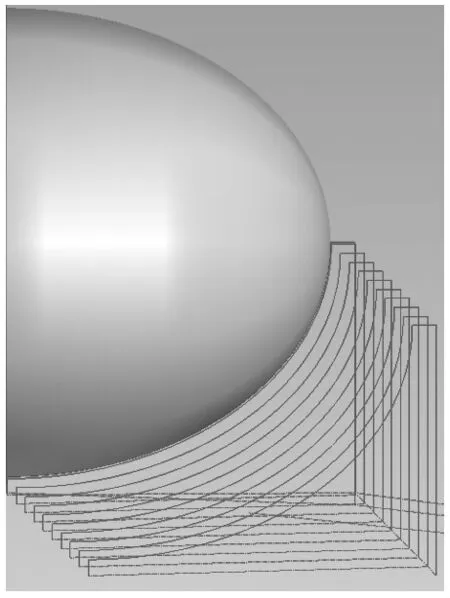
图2 G73加工椭圆走刀路线
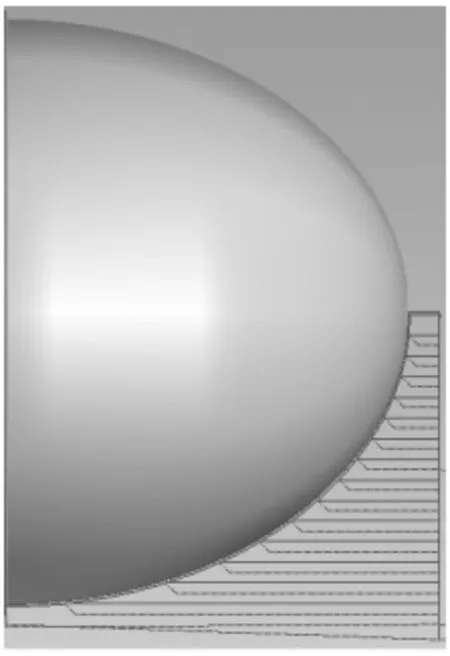
图3 G71加工椭圆走刀路线
参考程序
O1;
G99G21;
T0101;
M3S700;
G0X100.Z150.;
G0X62.Z3.;
G71U2.R1.;
G71P1Q2U0.8W0.1F0.25;
N1G0X0;
G42G1Z0F0.1;
#1=0;(角度变量 #1,初始值为 0°)
WHILE[#1LE90]DO1;(当角度≤90°时,执行循环)
#2=56.*SIN[#1];(变量 #2,椭圆上 X方向坐标)
#3=[40.*COS[#1]-40.];(变量#3,椭圆上Z方向坐标)
G1X#2Z#3;(G1指令精加工椭圆轮廓)
#1=#1+0.5;(角度每次增加 0.5°)
END1;
N2X62.;
G40X65.;
M3S900;
G70P1Q2;( 精 加 工 )
G0X100.Z150.;
M5;
M30;
1.3 利用G90指令加工椭圆
在实际加工中,会遇到一些数控系统中G71指令无法嵌套宏程序的情况,则无法使用G71指令进行粗加工,因此提出了使用G90指令进行粗加工的方法。此方法是模拟G71指令的走刀路线,利用G90指令多次循环去除余料,最后利用G1指令精加工出椭圆轮廓。其走刀路线如图4所示。

图4 G90加工椭圆走刀路线
参考程序
O2;
G99G21;
T0101;
M3S700;
G0X100.Z150.;
G0X62.Z3.;
#1=90.;(角度变量 #1,初始值为 90°)
WHILE[#1GE0]DO1;(当角度≥0°时,执行循环)
#2=56.*SIN[#1];(变量 #2,椭圆上 X方向坐标)
#3=[40.*COS[#1]-40.];(变量 #3,椭圆上 Z方向坐标)
G90X#2Z#3F0.25;(G90加工去除余料)
#1=#1-3.;(角度每次减小 3°)
END1;
M3S900;
G0G42X0;
G1Z0F0.1;
#4=0;(角度变量 #4,初始值为 0°)
WHILE[#4LE90]DO1;(当角度≤90°时,执行循环)
#5=56.*SIN[#4];(变量 #5,椭圆上 X方向坐标)
#6=[40.*COS[#4]-40.](变量 #6,椭圆上 Z方向坐标)
G1X#5Z#6F0.1;(G1指令精加工椭圆轮廓)
#4=#4+0.5;(角度每次增加 0.5°)
END1;
X62.;
G40X65.;
G0X100.Z150.;
M5;
M30;
需要注意的是,使用G90指令进行椭圆粗加工的方法有其不足之处:粗加工背吃刀量不均匀。由于程序中角度是均匀变化的,所以背吃刀量是由小到大进行变化,因此在使用G90指令进行粗加工时,角度变化不能太大。
2 结束语
在实际生产加工中,应灵活使用上述编程加工方法,合理进行参数设置,才能满足加工要求,提高加工效率。
【参考文献】
[1]陈洪涛.数控加工工艺与编程.北京高等教育出版社,2003.
[2]李华.机械制造技术.北京高等教育出版社,2005.
[3]李华志.数控加工工艺与编程,清华大学出版社,2005.