基于智能终端的智能车间系统架构设计
2018-03-30张晓利苏世杰
张晓利 苏世杰
(江苏科技大学机械工程学院,江苏 镇江 212003)
目前,随着企业不断发展、业务不断增加,若没有一个良好的信息管理系统,势必造成企业内部各部门信息异构,使生产计划、调度与控制出现“断层”,导致现场大量的数据资源不能产生应有的价值。因此,建立智能制造系统参考架构,构建一个“计划”和“生产”密切配合的智能化车间尤为重要[1-4]。
目前,江苏科技大学为贯彻实施国家智能制造“十三五”规划[5],开始着手研究建设“智能制造实验室”,建设智能制造实训基地,以培养国家智能制造人才;在此基础上,江苏科技大学智能制造试验室与江苏海狮机械集团有限公司合作,以海狮集团“洗涤笼制造车间”为研究对象,以中小企业智能化改造为出发点,设计面向中小企业的智能车间系统架构,引导中小企业推进自动化改造。
1 智能制造系统参考架构
构建参考架构是发展智能制造的基础。目前尚未形成全球公认的参考架构,就建设情况来看,美国工业互联网和德国工业4.0较为领先,而科技型中小企业是德美推进智能制造的重要微观主体[6]。另一方面,工业4.0提出了分层概念,采用分布式网络技术将各层级有机整合,实现智能生产;同时,工业4.0也是我国实现“中国制造2025”的重要理论依据[7-8]。
为制定我国智能制造系统参考架构,一些研究人员提出了基于CPS的5C技术体系架构[9-11],包括智能感知层(conneotion)、信息挖掘层(converaion)、网络层(cyber)、认知层(cognition)和配置执行层(configura-tion);IEC62264《企业控制系统集成》标准[12]中也指出,参考架构的设计应充分体现制造企业的层次功能,将智能制造系统分为六层:生产基础自动化层、生产执行层、产品全生命周期管理层、企业管控与支撑层、企业计算与数据中心层、制造网络层[13-14]。
2 面向中小企业的智能车间系统架构设计
智能制造系统其特征主要表现为:实时感知、优化决策、动态执行以及网络集成和网络协同[15]。针对我国中小企业自动化程度不高、技术不成熟,但人员充足的现状,利用“智能终端”集成车间生产信息,设计了具有基础生产层、智能终端层、网络层和系统层4个层级的智能车间系统架构。如图1所示为面向中小企业的智能车间系统架构。
2.1 基础生产层
基础生产层支持车间完成基本的生产活动,也是智能车间管理系统的数据来源层。
对于中小企业,生产设备的全面换新成本较高。因此,根据生产过程的工艺要求,安装相应传感器、PLC控制器等,对传统生产设备进行智能化改造,提高对底层生产的感知与控制,从源头控制关键工序的加工质量,获取工序加工情况。避免后知后觉,造成产品生产周期延长,影响交付。例如,对合作企业海狮集团车间的改造,在自动焊接机器人上通过安装激光位移传感器,以感知两个内胆焊接时中心轴是否对齐,以确保精确对准焊接。另外,随着未来技术的不断发展与企业规模的不断壮大,车间内智能设备不断更新换代,从而淘汰传统的生产设备,全面提高基础生产层智能化设备覆盖率,增强对生产过程的可控与感知。
2.2 智能终端层
智能终端层是本系统架构中特有的层,位于基础生产层与系统层之间,主要集成基础生产层信息,双向传递数据信息。智能终端层主要包括智能终端(由嵌入式工控机、人机交互界面、数据采集模块等组成)、条码系统、RFID系统、打码机、扫码机以及各种数据集成接口。其中,智能终端与机床相连,通过数据采集模块采集机床信息,并将信息上传至中央管控系统,同时接收来自中央管控系统的决策指令,实现信息双向传递[16]。智能终端输入输出信息示意图如图2所示。
本系统采用条码系统、RFID系统并存管理车间信息[17]。条码系统对车间工件进行统一编码,通过打码机对每道工序工件进行编码,扫码机采集工件的加工进程等信息;通过智能终端中RFID应答器采集物料物流信息,追踪定位,以降低物料流动随意性。同时,可通过人机交互界面手动输入信息至中央管控系统数据库,并且随时查看系统推送信息,实现了信息内部形式与人类可接受形式间的转换。
智能终端的使用降低了组网难度,使单位工作空间里布线更加清晰、方便;另一方面,实现了数据累积以及对底层异构制造资源的统一,针对性地解决了系统层与生产层间信息无法实现自主交互的问题。
2.3 网络层
网络层是实现生产层与系统层信息双向传输的重要通道,实现物物相连,形成一套完整的实时信息网络系统。采用现场总线解决底层控制器、设备以及系统层之间的互联问题;智能终端与系统层间连接采用以太网技术实现,许多制造供应商提供的产品都能采用通用的软件协议进行通信,开放性最好。
另外,ZigBee技术被普遍应用于物联网无线数据传输[18-19],本设计中网络层也可以采用ZigBee无线网络实现。采用星型网络拓扑作为底层网络结构,由一个ZigBee协调器节点创建一个ZegBee网络,然后将配备多种传感器和CC2420通信模块的智能终端设备作为其子设备加入该网络。ZigBee协调器节点存储ZigBee网络中各智能终端节点的信息,并通过RS232接口把数据传到系统层;同样,智能终端设备节点也能接受来自ZigBee网络上的数据和指令。基于ZigBee技术的网络系统结构如图3所示。

2.4 系统层
系统层,也称为中央管控系统,自主开发管控模块与软件是提升制造过程智能化的关键。
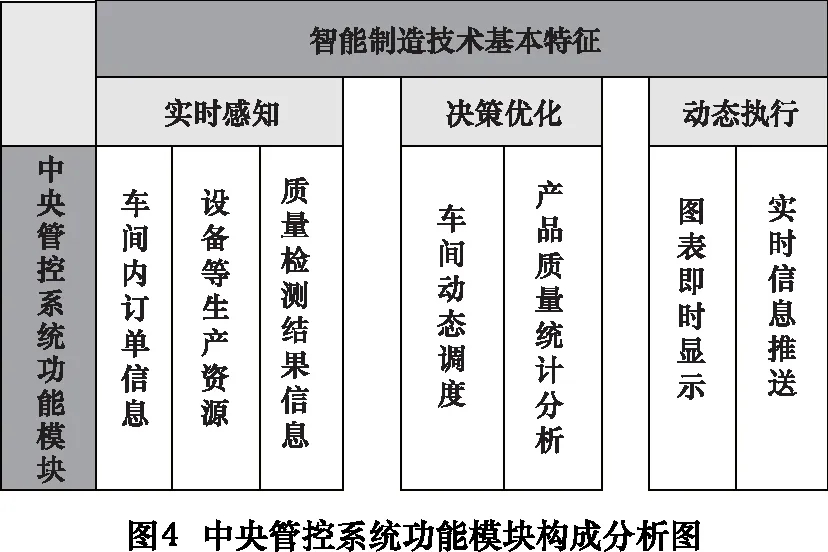
根据智能制造系统基本特征分析管控系统的功能模块。实时感知是指对车间订单信息、生产资源信息以及产品质量检测结果等生产信息的感知;决策优化是指根据运行状态变化的自主规划、调控和决策能力,实现车间资源动态调度、产品质量统计分析等功能;动态执行是将决策优化指令反馈至生产层,对故障自诊断修复;并且图像化即时显示车间执行状况,及时推送重要信息给管理人员。图4为中央管控系统功能模块构成分析图。
由此可得,中央管控系统功能模块主要包括:
①订单管理模块,包括新订单和正加工订单的优先级分析;订单分解重组,形成制造单元;利用CAD进行结构设计,给出设备、刀具、夹具等明细表;利用CAPP子系统规划工件的工艺路线。
②资源管理模块,实时感知各单元所需原料、刀具、夹具、工作站等生产资源是否可投入使用,并完成分配。
③质检信息管理模块,包括机床自动检测信息、人工检测信息以及对成品的调试结果,可作为实际生产的重要参数。
④车间动态调度模块,根据订单管理模块、资源管理模块信息,对车间资源进行动态调度,满足某些约束条件,使目标函数达到最优。
⑤产品质量管理模块,对质检信息进行SPC统计、分析,掌握质量缺陷分布,及时采取应对措施。
⑥图表即时显示模块,即时显示生产加工订单进程信息、调度结果、设备使用情况、配送单等报表。
⑦信息推送模块,通过智能终端人机交互界面及时推送重要信息,便于管理层和操作人员查看。
3 结语
本设计提出了智能终端的概念,着重解决中小企业车间信息化管理的“断层”问题。对基础生产层进行智能化改造,通过智能终端将传感测量信息、人工存储信息等经网络层上传至系统层;同时,中央管控系统功能模块对车间计划制定、执行、质检、物料追踪、信息反馈以及资源动态调度等进行全面管控,构建一个完整的物联网闭环系统;另一方面,理想的智能制造系统参考架构只是一个模板,单纯的运用不能解决车间的根源问题。智能车间方案设计要具体情况具体分析,根据车间的生产类型、发展现状以及企业经济效益等综合情况,针对性地提出适合企业自身情况的智能车间系统架构方案,将会在产品质量、工作效率、组织管理等方面带来一系列的成果与创新。
[1]王琳.基于PLM的制造业企业信息管理集成模式研究[D].大连:东北财经大学,2007.
[2]王铁男,程巧莲.制造业信息化管理需求分析及对策研究[J].学术交流,2015(10):109-112.
[3]郑明辉.中小制造企业经营管控信息化系统的研究[D].天津:天津职业技术师范大学,2016.
[4]姜岳新.我国中小企业信息化的现状与问题研究[J].现代管理科学,2007(3):46-47.
[5]国务院.中华人民共和国国民经济和社会发展第十三个五年规划纲要[EB/OL].http://www.gov.cn/xinwen/2016-03/17/content_5054992.html
[6]纪成君,陈迪.“中国制造2025”深入推进的路径设计研究——基于德国工业4.0和美国工业互联网的启示[J].当代经济管理,2016,38(2):50-55.
[7]欧阳劲松,刘丹,汪烁,等.德国工业4.0参考架构模型与我国智能制造技术体系的思考[J].自动化博览,2016(3):62-65.
[8]李云志.“工业4.0”时代的管理架构研究[J].管理观察,2014(24):95-96.
[9]Jian Qina.A categorical framework of manufacturing for industry 4.0 and beyond[J].Procedia CIRP, 2016 (52):173-178.
[10]王磊,刘强.轻装配智能制造系统框架及管控模式[J].计算机集成制造系统,2016,22(9):2108-2117.
[11]Jay Lee,B Bagheri,HA Kao.A cyber-physical systems architecture for Industry 4.0-based manufacturing systems[J].Manufacturing Letters,2015,3:18-23.
[12]王松.构建智能制造系统参考架构的几点思考[J].智慧中国,2016(40):43-45.
[13]杜宝瑞,王勃,赵璐,等.智能制造系统及其层级模型[J].航空制造技术,2015,482(13):46-50.
[14]韦莎.智能制造系统架构研究[J].信息技术与标准化,2016(4):50-54.
[15]卢秉恒.智能制造:摆脱装备“形似神不似”[J].中国战略新兴产业,2015(Z2):54-56.
[16]赵学军.智能终端发展关键技术探讨[J].电信科学,2012,28(5):1-8.
[17]Guo Z X , EWT Ngai,Yang C,et al.. An RFID-based intelligent decision support system architecture for production monitoring and scheduling in a distributed manufacturing environment[J].International Journal of Production Economic,2015,159(2):16-28.
[18]Yi Z,Hou H,Dong Z.et al.ZigBee technology application in wireless communication mesh network of ice disaster[J].Procedia Computer Science,2015,52(1):1206-1211.
[19]Lian KY,Hsiao SJ,WT Sung.Intelligent multi-sensor control system based on innovative technology integration via ZigBee and Wi-Fi networks[J].Journal of Notwork & Compnter Application,2013,36(2):756-767.
[20] 陈春宝,马正元.制造企业集成化生产系统层级模块结构[J].控制工程,2003,10(6):549-551.
