J型加筋复合材料壁板筋条“R”区质量控制技术研究
2018-03-30叶宏军翟全胜
李 义,叶宏军,翟全胜
(中航复合材料有限责任公司;中航工业复合材料技术中心,北京 101300)
复合材料由于其具有比强度高、比模量高、耐腐蚀等诸多优势,不仅在军机上得到广泛应用,在大型民机上的机体结构上也得到了大量应用。其应用部位覆盖了主承力结构、次承力结构及非承力结构;机身、机翼、襟翼、垂尾、进气道、副翼、口盖、起落架舱门等是其应用的主要部位[1-3],尤其在21世纪,先进复合材料得到了井喷式发展。目前在飞机机身上,常采用J型加筋复合材料壁板结构,J型筋条对蒙皮刚度提高较大,承载效率高,而且节省空间,特别在后期装配时方便连接及安装其他部件。J型加筋壁板由于其结构特殊,筋条存在上、下R角,在成型过程中R角由于压力传递较弱容易产生分层等质量缺陷。本文针对J型加筋复合材料壁板结构,通过成型模具方案及软模结构的优化,逐步解决了R角的内部质量问题[4-7]。
1 结构介绍
本文所规定的“R”区包括筋条下R区及上R角,下R区包括下R角及填充区,如图1所示。J型加筋壁板在胶接共固化过程中“R”区质量较难控制,容易产生一系列缺陷,主要集中在R角分层、空隙处,无损检测上表现为出现同一深度的信号波或不同深度的杂波;填充区出现空隙,无损检测表现为远离胶膜层厚度处出现信号。

图1 J型筋条上、下“R”区示意图
2 成型工艺及解决措施
J型加筋是一种较为常见的加筋结构形式,相比于传统的T型加筋,成型过程压力传递较为复杂,为保证筋条上R角及下R区的内部质量,采用软硬模搭配的模具组合方式,一般有2种成型方式,即阳模成型法和阴模成型法,如图2所示。阳模成型法有利于筋条“R”区压力的传递,“R”区是筋条加压的薄弱点,容易产生空隙、分层等缺陷,该方法使筋条整体受到侧向下的压力,有利于“R”区压力施加,内部质量稳定,且方便筋条胶接时真空袋的封装,真空袋不容易产生架桥,封装效率比较高,因此本文采用阳模成型法。
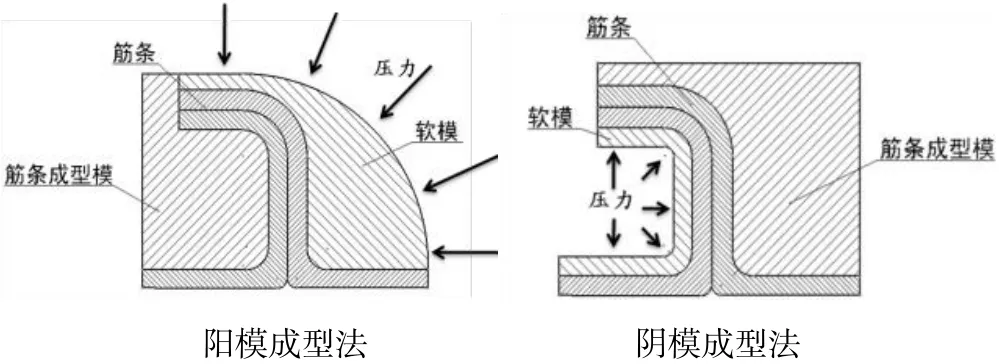
图2 J型加筋的2种成型方法
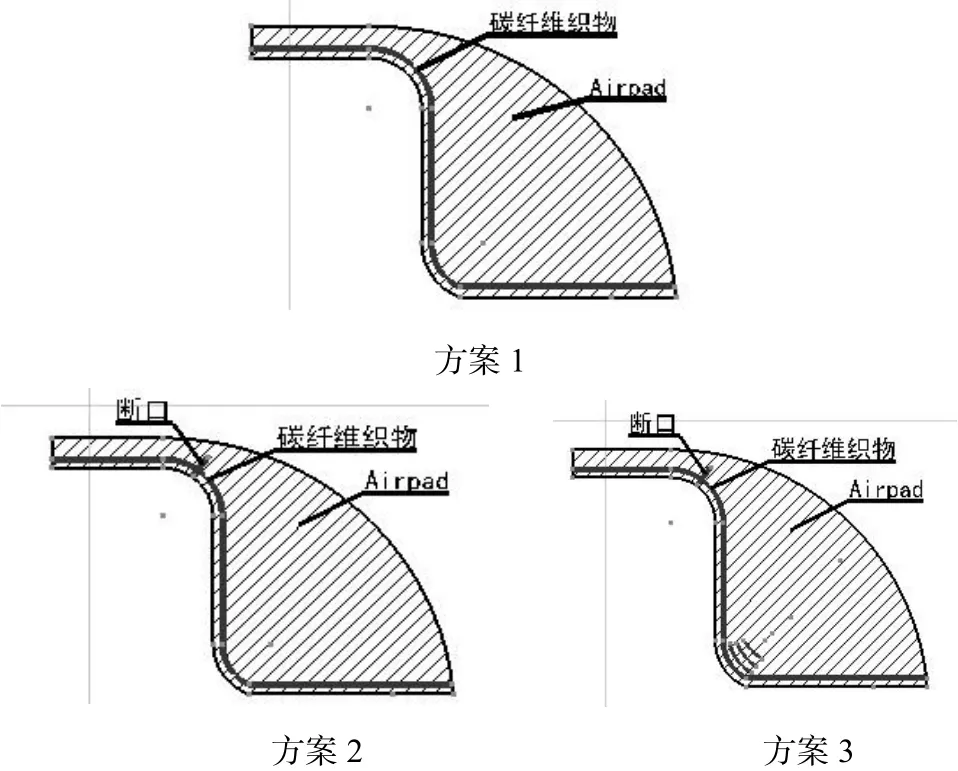
图3 3种不同结构的软模

图4 筋条上R角超声A扫及金相显微缺陷图
J型加筋一侧采用钢模,另一侧采用软模,由于软模容易变形,因此填充量对内部质量的影响变小,反而软模的结构对筋条在成型过程中压力的传递影响较大。本文分别对设计的3种不同结构的软模制造的筋条进行了批次稳定性的无损检测测试,如图3所示。
为增加成型软模的刚度,一般在AirPad橡胶中增加一层碳纤维织物作为支撑,方案1采用的是此种结构,经过检测发现,某些筋条上R角、下R区出现分层,如图4所示;方案2在方案1的基础上将碳纤维织物在上R角部位断开,经检测筋条上R角合格,下R区依然出现分层;方案3在方案2的基础上在软模下R角部分增加了3层较窄的碳纤维织物,增强了软模下R角的刚性,经检测筋条合格。表1为3种不同结构软模成型制件的质量测试结果。
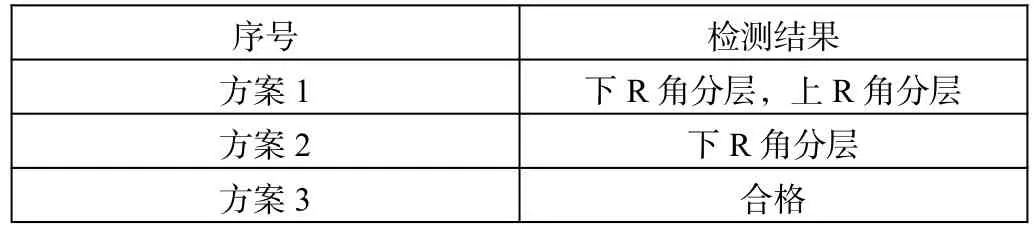
表1 3种不同结构软模成型制件质量测试结果
3 结论
通过研究,得出以下2点结论:①为方便真空袋封装及“R”区压力的传递,J型加筋壁板一般采用阳模成型方法;②软模结构对J型加筋壁板筋条内部质量影响较大,通过增强下R区软模的刚度及对上R角增强织物进行断开处理,可有效解决筋条内部质量问题。
[1]赵渠森.先进复合材料手册[M].北京:机械工业出版社,2003.
[2]航空航天工业部科学技术研究院.复合材料设计手册[M].北京:航空工业出版社,1990.
[3]陈绍杰.大型飞机与复合材料[J].航空制造技术,2016(15):32-37.
[4]曾安民.一种新型高温宽频透波天线罩结构设计[J].科技与创新,2018(4):145-146.
[5]曾安民.某型飞机天线罩双波段宽频结构设计[J].科技与创新,2018(5):119-120.
[6]崔海超,翟全胜,安学锋,等.T700/6421复合材料层合板“离位”增韧研究[J].化工新型材料,2017,45(09):124-126.
[7]崔海超,熊磊,马宏毅,等.玻璃纤维-铝合金层合板湿热老化性能研究[J].玻璃钢/复合材料,2017(10):89-93.
