活塞销卡环压装不良在线检测方法分析
2018-03-29起富香
起富香
(广州市嘉特斯机电制造有限公司,广东广州510850)
0 引言
汽车活塞的作用是承受气体压力,并通过活塞销让连杆驱使曲轴旋转,活塞顶部还是燃烧室的组成部分。活塞销,是装在活塞裙部的圆柱形销子,它的中部穿过连杆小头孔,用来连接活塞和连杆,把活塞承受的气体作用力传给连杆。卡簧脱落,会导致活塞销外串,造成拉缸甚至更严重的后果。活塞销卡簧的压装不良检测,在活塞线上至关重要。
目前活塞销卡簧主要有两种形式:孔用弹性卡簧和线型卡簧。检测方式可分为接触式和非接触式。针对不同卡簧的不同检测方法,本文将对其优缺点进行分析,以方便选取合适的检测方法。一般活塞装配后在输送线上的状态如图1所示。

图1 活塞在活塞线上的状态
1 活塞销卡簧的不良情况
活塞销卡簧不良分为3种情况:漏装、多装和未完全装入,如图2所示。

图2 活塞销卡簧良品和不良品分类
由图2可以直观地看到活塞销卡簧装配的不良品和良品的差异,可以通过接触式和非接触式两种检测方法来进行检测。
2 接触式检测方法
接触式检测是将检测块伸到活塞销内部与卡簧进行接触,通过位移传感器检测接触块的高度,与基准值进行比对得到结果。假设活塞销卡簧的厚度为1 mm,将良品设为基准0,理论上当检测值小于0、大于1时可以判定为不良。但在实际使用中,考虑到设备精度、活塞销以及卡簧的公差等,将基准上下限值作相应的调整,以消除精度及公差的影响,得出如图3所示数值。

图3 接触式检测实验数据
接触式检测中,由于传感器直接与活塞销进行接触,所检测出的数值比较准确,对活塞销卡簧形式、光照环境等无要求,但其对活塞的定位要求较高;目前活塞线中,活塞在托盘上为粗定位,如果生产线为混线生产,活塞品种较多时,接触式检测很难适应多元化的生产,所以在线通过式检测中,比较少采用这种方法。
3 非接触式检测方法
非接触式方法是基于机器视觉系统的一种检测方法,机器视觉就是用机器代替人眼来做测量和判断。通过机器视觉产品(即图像摄取装置,分CMOS和CCD两种)将被摄取目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。
3.1 非接触式检测的流程
非接触式检测的流程如图4所示。

图4 非接触式检测流程图
3.2 机器视觉系统组成
机器视觉系统可分为两种:PC-BASED系统(图5)和智能相机系统(图6),两种系统的硬件和软件配置均有明显差异。在PC-BASED系统中,相机只拍摄图样,系统依托图像采集卡和计算机软件对图像进行处理、计算、识别,对软件要求较高,需要专业人士进行编程维护;在智能相机系统中,智能相机担当了拍摄图样、处理、计算、识别等工作,智能相机的资源管理器能配置视觉工具和处理视觉应用数据,其拖放式视觉工具货盘和工具属性表格能让任务配置更加简单。

图5 PC-BASED系统组成图
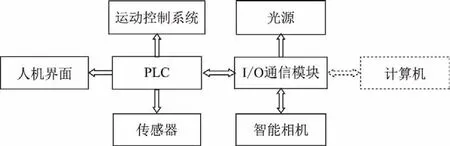
图6 智能相机系统组成图
两种视觉系统的选择可从多方面考虑:PC-BASED系统对软件要求较高,如只需要一个视觉检测点投入,可能和智能相机系统相当;但如果需要使用多个甚至数十个相机,PC-BASED系统的优势就很明显了。
3.3 活塞销卡簧检测的算法
目前活塞销卡簧主要有两种形式:孔用弹性卡簧和线型卡簧。针对不同的卡簧,所采用的检测方法有所不同。
3.3.1 孔用弹性卡簧的检测方法
孔用弹性卡簧的特征是比较明显的,这使机器视觉识别起来相对于线型卡簧要容易些。孔用弹性卡簧装入活塞内部槽后,钳孔以及部分挡圈露在外,通过钳孔、活塞销中心孔之间的距离来判定卡簧是否正确安装入沟槽内,判定逻辑如下:
(1)对拍照结果进行校正,修正因角度、距离造成的图像变形。
(2)控制器根据获得的图像,获取活塞销内圆直径参数,然后以EC算法搜索到卡环的圆心位置以及卡环上两个圆孔的圆心位置,并计算出两个圆心的距离,即图7所示A值,卡环圆心到圆孔圆心的位置即图7所示B值。
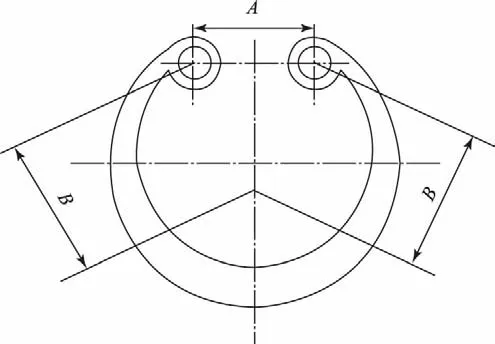
图7 孔用弹性卡簧判定取值点
(3)对A/B距离进行计测,通过两个距离值来判定挡圈是否安装入沟槽内;A/B的距离通过实际值的平均值±3σ来设定上/下限。A/B值有一个NG时,结果判NG;只有当A/B的值都在范围内时,结果判OK。
(4)当无法检出钳孔时视为次品,判定为NG。
3.3.2 线型卡簧的检测方法
线型卡簧的检测相对而言比较复杂。首先线型卡簧特征不明显,特别是卡簧正确装入和未完全装入时,在相机的成像上区别比较小;其次不同机种的线型卡簧颜色上存在差异(在本案中,有原色和黑色两种),不同颜色在相同光源下的成像不同,单一的算法很难实现99.5%的检出率。
算法一:利用卡簧和中心孔的圆心距进行测量。当卡销正常安装时,其圆心和中心孔的圆心之间的距离理论上是0;当卡销安装异常时,圆心距不等于0。这种检测方法开始前需要进行位置修正,圆心之间距离的上下限值需要经过多次实验得出。
算法二:对卡簧的最小半径进行检测。如安装正常,则最小半径每次检测的数值应一致。由于线型卡簧存在缺口,用该种方法检测时,需要取出多个点,并剔除最大、最小值。
算法三:计算活塞销端面面积,如正常安装,则每次的值应该一致,漏装时值最大,多装时值最小。这种计算方法中,未完全装入状态和正常安装状态有时候差异很小,存在很大的风险,因此只能作为一个辅助的算法。
综合以上三种计算方法,对每种算法所得出的值进行一个评分,当评分值大于一定值时,就可以判定活塞销卡簧压装为合格品。
非接触式检测中,在机器视觉的检测范围内,活塞销不需要准确的定位,对设备的精度要求不高;如果生产线需要增加新的产品,非接触式检测只需要进行新产品的触发拍照和计算就可以了,可以适应多元化的生产;且视觉系统不与活塞销直接接触,可防止二次污染;在线通过式检测中,比较多采用该种检测方法(检测设备如图8所示)。

图8 活塞销卡簧压装不良在线检测设备
4 结语
本文对活塞销卡簧压装不良情况进行了分析,并对几种检测方法进行了详细的描述,对不同生产情况下如何选取不同的检测方法具有一定的参考意义。这些检测方法均能够实现对活塞销卡环压装质量的在线自动检测,替代人工检测,实现快速稳定的生产需求,提高生产效率。
[1]汽车百科全书编纂委员会.汽车百科全书[M].北京:中国大百科全书出版社,2010.
[2]刘文耀.数字图像采集与处理[M].北京:电子工业出版社,2007.
[3]机械设计手册编委会.机械设计手册(新版)[M].北京:机械工业出版社,2004.
[4]郑文纬,吴克坚.机械原理[M].7版.北京:高等教育出版社,1997.
