溶胶-原位凝胶法制备陶瓷结合剂金刚石砂轮的结构与性能
2018-03-28李建伟
李建伟,万 隆,常 闯,伟 达,洪 秋,刘 菊
(1 湖南大学 材料科学与工程学院,湖南 长沙 410082;2 喷射沉积技术及应用湖南省重点实验室,湖南 长沙 410082;3 湖南工业大学 冶金工程学院,湖南 株洲 412007)
引言
成型技术是制备磨削工具的前提, 也是制备陶瓷结合剂金刚石砂轮的关键技术。由于超精密磨削用纳米级金刚石和超细结合剂粉体在干法混合时都易产生团聚, 混合均匀的难度很大,致使制品的组织均匀性差,影响制品的强度及磨削效果,成为制约产品在精密磨削领域应用的关键环节[1]。胶态成型是一种新型的湿法成型工艺,可以有效地控制颗粒的团聚,且易于获得组分均一,形状复杂的陶瓷部件,一直备受人们的关注[2-4]。国内外许多学者[5-8]利用有机单体丙烯酰胺、N、N-亚甲基丙烯酰胺和陶瓷粉等为原料或根据相似原理,利用有机单体的交联反应,将陶瓷粉体颗粒均匀凝固在高分子弹性体中,得到了均匀性好、强度高的复相陶瓷坯体。日本学者采用溶胶凝胶法制备了陶瓷结合剂金刚石砂轮,采用该砂轮抛光后的硅片表面粗糙度可达纳米级,但因专利保护,产品并未推向市场。国内赵玉成等[9]用高分子网络法首先制备了超细陶瓷粉体,再用传统方法制备砂轮,所制砂轮烧结温度较低,但因纳米粉体的表面能较大,易团聚,混合均匀的难度较大。虽陆续有了以上介绍的成果,但迄今为止,还未见利用无机混合溶胶的原位凝胶来制备陶瓷结合剂金刚石砂轮的相关研究。本文将经表面处理的金刚石磨料与陶瓷结合剂混合溶胶制备成浆料,通过原位凝固,制备出金刚石-陶瓷结合剂复合坯体,经干燥、烧结获得烧结体。旨在探索一种新的原位凝胶成型体系,将陶瓷结合剂与砂轮的制备合二为一,探究能够实现陶瓷结合剂结构的细化、提高结合剂对磨料的粘结强度以及改善砂轮组织结构均匀性的新工艺,探索通过无机溶胶的原位凝胶制备陶瓷结合剂超精磨具的可行性。
1 实验
1.1 金刚石/陶瓷结合剂砂轮的制备
表1所列为陶瓷结合剂配方。按表1配方计算对应的硝酸盐用量。将硝酸盐溶于去离子水中,加热到一定温度后,在搅拌情况下缓慢加入固含量约为25wt% 的SiO2溶胶,然后再加入一定比例的萘系分散剂,制得混合溶胶。按照文献[10]的方法,用KH550甲苯溶液对金刚石微粉(2~4 μm)进行改性。将表面改性后的金刚石微粉加入到混合溶胶中,制备出金刚石-陶瓷结合剂混合浆料(金刚石微粉与氧化物结合剂的质量比为17∶3)。对浆料进行真空除泡,然后静置于80℃的干燥箱中使其快速凝胶,再采用阶梯干燥工艺进行干燥,具体的干燥工艺如下:常温下自然干燥24h,40℃/3h,50℃/3h,60℃/2h,80℃/2h,100℃/2h,120℃/2h,得到干凝胶,即金刚石-氧化物陶瓷结合剂复合坯体。另外在不加入金刚石微粉的情况下,采用相同的工艺制备陶瓷干凝胶,进行TG/DSC分析。最后在850℃/1.5h条件下对金刚石-氧化物陶瓷结合剂复合坯体进行烧结,制成金刚石/陶瓷结合剂砂轮。

表1 陶瓷结合剂配方
1.2 性能测试
采用日本Rigaku2550型(18kW)X射线衍射仪分析陶瓷干凝胶的物相组成,CuKα辐射耙,扫描步长0.02°,扫描范围10°~80°。
将复合浆料在圆形模具中凝胶成型,干燥后切割成尺寸为40mm×5mm×5mm的长条状试样,利用DKZ-5000型电动抗折试验机测试试样的抗弯强度,跨距为28mm。利用阿基米德原理,参考标准GB/T 1966-1996测试烧结试样的气孔率。采用QUANTA-200环境扫描电镜观察试样的显微形貌。
砂轮磨削试验在MT1332B×500型外圆磨床(上海机床厂有限公司)上进行,砂轮规格:1A1 400 mm×40 mm×305×10mm,砂轮转速30m/s,磨削工件为YG8硬质合金,采用原位凝胶法(固含量为60vol%)和粉末压制法制备的砂轮磨削硬质合金工件表面,观察被磨工件表面形貌,并利用日本CCI1000型白光干涉仪检测被磨工件表面的粗糙度。
2 结果与讨论
2.1 陶瓷干凝胶的物相组成和SEM图片
图1示为不同温度处理的陶瓷结合剂XRD谱。对比PDF卡片,未经煅烧处理的干凝胶中没有明显的X射线衍射峰,经800℃热处理后,结合剂中的主晶相为γ0-LZS晶体(Li2ZnSiO4)和β-石英固溶体(Li2Al2Si3O10),热处理温度升到850℃时,因为β-石英固溶体为介稳相,Li+和Al3+进一步取代β-石英固溶体中的Si4+,最终转变为更稳定的β-锂辉石固溶体(LiAlSi2O6),主晶相转变为γ0-LZS和β-锂辉石固溶体,其衍射峰强度大,峰型尖锐,说明晶体含量较多,晶型较完整[11]。
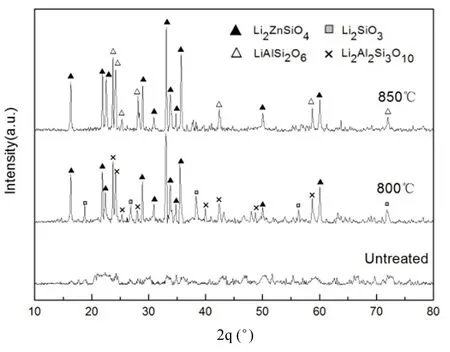
图1 不同温度处理的陶瓷结合剂XRD谱Fig.1 XRD patterns of vitrified bond at different calcinating temperature
图2所示为不同热处理温度下的SEM图片,当温度为800℃时,晶体的析出不够充分,形状不规则,排列较疏松,针状的Li2SiO3晶体被包裹在玻璃相中,晶粒尺寸较小。当温度为850℃时,结合剂中针状及颗粒状晶体的含量明显增多,这是由于β-石英固溶体是由锂霞石和二氧化硅形成的固溶体,锂霞石的各向异性很明显,在温度升高的过程中,更容易各向异性生长,生成纤维状晶体,所以在图中可以观察到β-石英固溶体细小的针状以及小颗粒状晶体形态,晶体含量较多,晶型较完整,分布较致密。
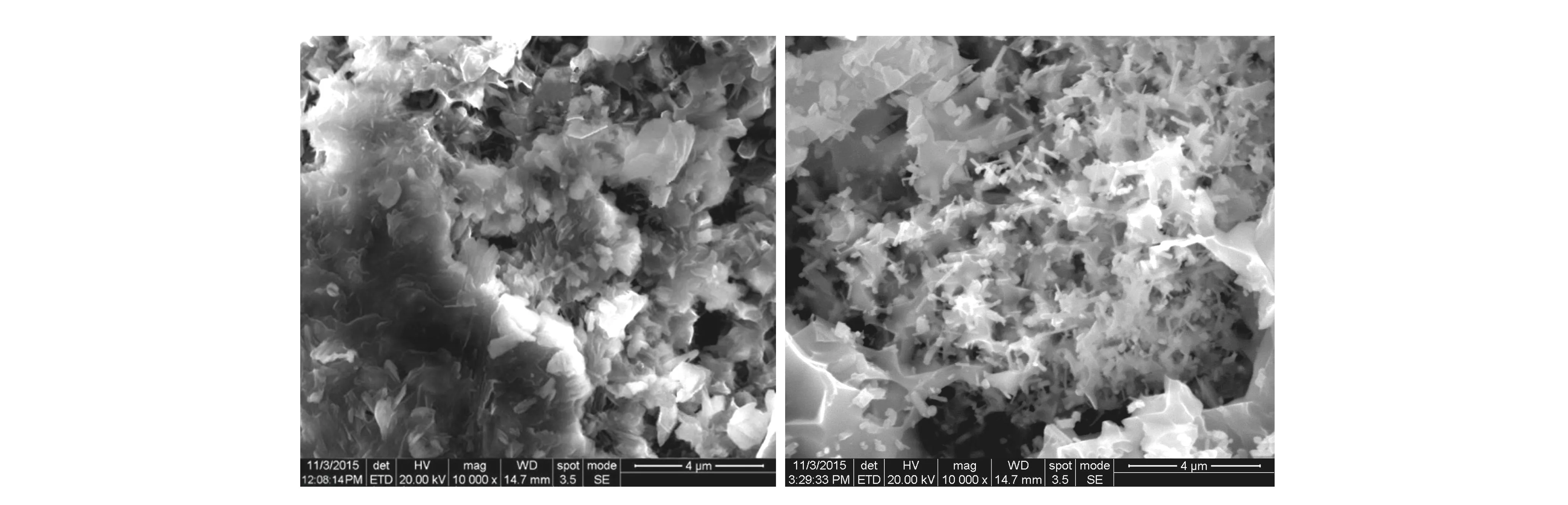
图2 不同热处理温度下的SEM图Fig.2 SEM photographs of sample treated at different temperature (a)800℃; (b)850℃
2.2 金刚石/陶瓷复合烧结体的性能
2.2.1 孔隙率
图3所示为混合料浆中的固相含量对金刚石/陶瓷结合剂烧结体孔隙率的影响。由图可知,固含量(体积分数)≤60%时,随固含量增加,烧结体的孔隙率逐渐下降到最小值26.2%;继续增加固含量,气孔率明显上升。在原位溶胶-凝胶工艺中,由于是定模成型,体系的固含量越高,颗粒间的距离就越小,则烧结体的致密度越大,孔隙率相应降低。当固含量过大时,混合浆料中颗粒间距过小,容易发生团聚而形成絮凝结构,浆料黏度增大,导致气泡不易排除,致使烧结体的孔隙率急剧升高;并且在烧结过程中,由于受到的热应力不均衡,团聚体与周围结合剂之间易形成裂纹,在砂轮对工件的磨削过程中,团聚的磨料和结合剂出现整块脱落,磨削质量明显降低。 传统方法气孔率为15.6%,固含量(体积分数)为60%时,溶胶-凝胶法制备的砂轮气孔率为26.5%,砂轮的相对密度达到97%。另外较高的气孔率更有利于在精密磨削过程中起冷却和容屑的作用。
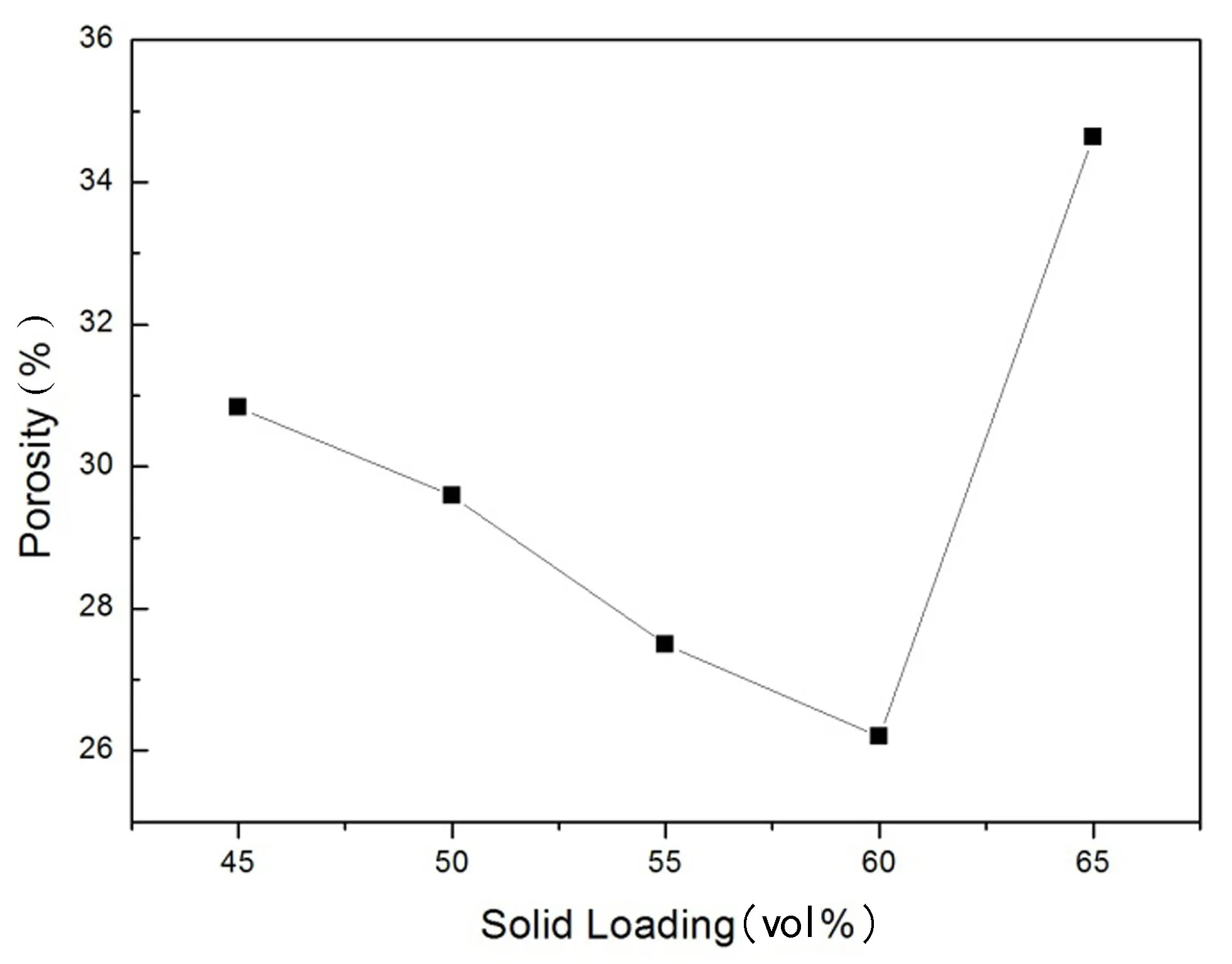
图3 固含量对金刚石/陶瓷结合剂烧结体孔隙率的影响 Fig.3 Effect of solid content on porosity of the vitrified bond diamond grinding wheel
2.2.2 抗弯强度
图4所示为混合料浆中的固含量对金刚石/陶瓷结合剂烧结体抗弯强度的影响。由图可见,随固含量增加,抗弯强度先升高后降低,当固含量(体积分数)为60%时达到最大值68MPa。材料的抗弯强度与相对密度相关联,相对密度越大,组织越致密,结合剂之间的键桥越短,抵抗外应力的能力增强。
材料的孔隙越大或者孔隙数量越多,则裂纹扩展需要的应力δf越小,材料越易断裂。图5所示为不同固含量条件下制备的金刚石/陶瓷烧结体与传统粉末压制法制备的金刚石/陶瓷烧结体的断面形貌。从图3和图5(a)-(c)可看出,在固含量≤60%时,随固含量升高,烧结体的孔隙率降低,结构更致密,裂纹由孔隙进行扩展需要的应力增大,烧结体的抗弯强度随之升高;固含量>60%时,由于浆料黏度过大,气泡无法排除致使烧结体中出现明显的大气孔,且结合剂与金刚石之间形成孤立的陶瓷团聚体(见图5(c)),材料结构疏松,结合剂与磨料之间的连接强度变弱,导致烧结体的抗弯强度急剧下降。传统方法的抗弯强度是45MPa,溶胶-凝胶法制备的砂轮在固含量为60vol%时的强度为68MPa,比传统方法制备的高出33.8%,使得结合剂对磨料的把持力更强。
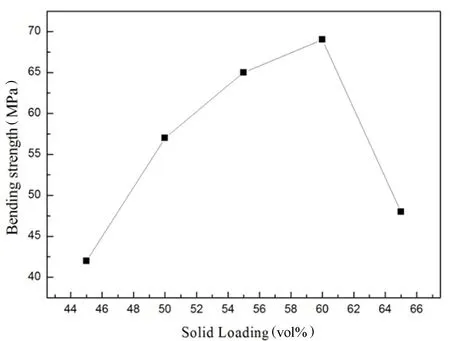
图4 固含量对复合烧结体抗弯强度的影响Fig.4 Effect of solid content on bending strength of the vitrified bond diamond grinding wheel
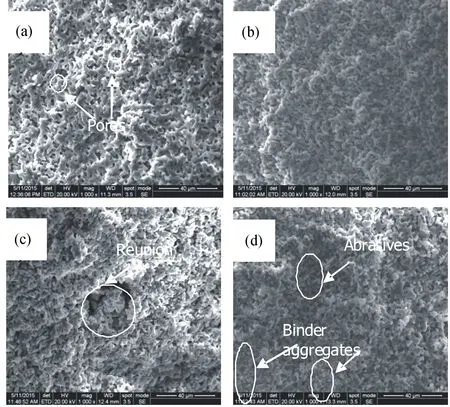
图5 金刚石/陶瓷烧结体的断面形貌Fig.5 Fracture images of the vitrified bond diamond grinding wheel with different solid content(a),(b),(c) solid content is 45%,60% and 65%respectively. (d) is the traditional powder compacting method.
2.3 金刚石/陶瓷复合烧结体的微观结构
图5所示为不同固含量条件下制备的金刚石/陶瓷烧结体与传统粉末压制法制备的金刚石/陶瓷烧结体的断面形貌。从图5(a)-(c)可看出,随固含量增加,烧结体的孔径先减小后增大,固含量为60%时孔径最小。图5(b)可见固含量为60%时烧结体内部形成相互连通的不规则孔隙结构,且孔隙分布均匀,无尖锐棱角;包覆金刚石磨料的结合剂在烧结过程中形成烧结颈,彼此相互联结,形成较完整的网络结构,金刚石与结合剂分布均匀,无明显团聚现象;溶胶-凝胶法制备的结合剂结构细小,细化、均化了砂轮的微观结构。图5(d)所示为传统粉末压制法制备的金刚石/陶瓷复合烧结体的微观形貌,可见结合剂和金刚石在试样局部都出现明显的团聚现象,结合剂不能对金刚石表面形成较完整的包覆,组织均匀性较差,结合剂与金刚石之间的连接强度变弱,这是由于粉末压制法存在原料混合不均匀以及压制过程中受力不均等造成的。
2.4 金刚石/陶瓷结合剂砂轮的磨削性能
采用原位凝胶法(固含量为60vol%)和粉末压制法制备的砂轮进行磨削硬质合金工件表面的对比,图6所示为磨削后的工件表面形貌和表面粗糙度。工件表面粗糙度分别为0.112μm和0.049μm。
从图6可看到,与粉末压制法制备的砂轮相比,采用原位凝胶法所制的砂轮磨削后的工件表面一致性较好,未见有较深的划痕。这是由于原位凝胶法所制备的砂轮的组织均匀性好,结合剂对金刚石磨料形成较完整的包裹,两者之间的把持力增强,磨料多以磨损和微破碎的形式消耗掉;在原位成型中各组分是以溶液的形式加入,可达分子级水平的均匀性,结合剂粒径较细,可明显降低被加工工件的表面粗糙度,提高砂轮磨削过程中的稳定性。
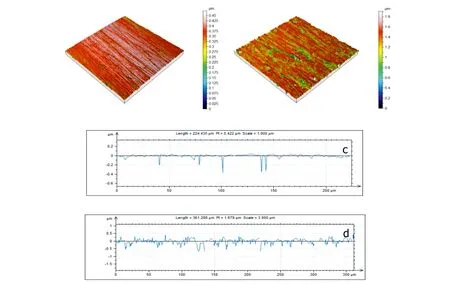
图6 不同工艺制备的金刚石/陶瓷结合剂砂轮磨削硬质合金工件的表面形貌与粗糙度Fig.6 Surface topography and roughness of carbide alloy workpiece grinding using vitrified bond diamond grinding wheel manufactured by different technology(a), (c): In-situ sol-gel method (b), (d): Mechanical mixing method
3 结论
(1)采用原位凝胶法制备的陶瓷结合剂经850℃/1.5h烧结后析出大量晶型完整的晶体,晶体含量较多。
(2)采用溶胶原位凝胶法制备的砂轮,结构均匀致密,结合剂对磨料形成较完整的包裹,随固含量增加,烧结体的气孔率先降低后升高,抗弯强度先升高后降低。当固含量(体积分数)为60%时,砂轮烧结体可达到理论密度的97%,基本实现致密化,气孔率达到最小值26.5%,而抗弯强度达到最大值68MPa,分别比粉末压制法制备的复合烧结体高出约41.1%和33.8%。
(3)采用溶胶原位凝胶法制备的金刚石-陶瓷结合剂砂轮磨削硬质合金,被磨工件表面一致性较好,且未见较深的划痕,表面粗糙度为0.049μm,与粉末压制法制备的砂轮相比,被磨工件的表面粗糙度降低了56.25%。
[1] 万隆,陈石林,刘小磐. 超硬材料与工具[M]. 北京:化学工业出版社, 2006: 280-292.
[2] Lange, Fred F. Powder Processing science and technology for increased reliability[J]. Journal of the American Ceramic Society, 1989, 72(1): 3-15.
[3] 彭俊,李国栋,熊翔,等. 醇-水基料浆凝胶注模成型制备氧化铝多孔陶瓷[J]. 粉末冶金材料科学与工程, 2014, 19(1): 47-53.
[4] 黄龙,肖鹏,罗衡,等. 凝胶注模制备碳纤维/氮化硅复合材料的微观结构与力学性能[J]. 粉末冶金材料科学与工程, 2014, 19(6): 874-880.
[5] LIU Guanwei, XIEZhipeng, WU Yin. Fabrication and mechanical properties of homogeneous zirconia toughened alumina ceramics via cyclic solution infiltration and in situ precipitation[J]. Materials & Design, 2011, 32(6): 3440-3447.
[6] XU Liang, HUANG Chuanzhen, LIU Hanlian,et al. In-situ synthesis of ZrB2-ZrCx ceramic tool materials toughened by elongated ZrB2grains[J].Materials & Design, 2013, 49: 226-233.
[7] 武七德, 李美娟, 邸永高,等. 淀粉原位凝固成型纯碳反应烧结碳化硅坯体的研究[J]. 硅酸盐学报, 2003, 3 (3): 224-225.
[8] 杨金龙, 戴春雷, 马天,等. 高可靠性陶瓷部件胶态注射成型关键技术及装备[J]. 有色金属学报, 2004, 14 (1): 243-249.
[9] 赵玉成,王明智,张贝贝. 纳米金刚石-陶瓷结合剂复合粉体的高分子网络凝胶法制备与烧结[J]. 复合材料学报, 2013, 30(3): 120-124.
[10] 万隆,时丹,王俊沙,等. 硅烷偶联剂对金刚石表面改性研究[J]. 湖南大学学报:自然科学版, 2013, 40(4): 71-74.
[11] 王晶. 溶胶凝胶法制备锂锌铝硅系统微晶玻璃材料的研究[D]. 武汉:武汉理工大学, 2012:39.
