非标机械设备安装过程中的质量控制措施分析
2018-03-27袁波
袁波
(中国核工业二三建设有限公司,福建 宁德 355100)
现阶段,机械工程不断发展,并在现今的施工工作中充当着关键角色。但由于机械工程的质量控制具有一定复杂性,并且相较于传统的工程施工有很大的不同,所以在其安装过程中必须注重质量控制措施并进行相关措施的总结,完善相应的检测方式,保证后续施工工作的顺利进行,也在一定程度上提高企业机械施工的水平。
1 非标机械设备制作安装
1.1 概况
本工程非标准贮槽,其相关参数:外形尺寸φ9000×8600,能力(548m3),重量63000kg,常压,壳体材质(Q235-A),安装标高(底标高0.1M)。
1.2 施工技术方法
设备为槽圆形槽,为有效保证施工质量与安全,减少高空作业,我们拟采用抱杆倒装法施工。
(1)倒装法的原理和特点。群抱杆倒装是在罐底组装焊接完成,经检验合格后,先组装顶圈罐壁和罐顶,其余罐壁自上到下一圈一圈地组装完成。各圈壁板组对时,对该圈壁板以上的罐体部分的提升是采用倒链提升装置来完成的。这种方法具有罐体在提升过程中受力合理,上升平稳,安全可靠,中途可停顿,施工人员地面操作,有利于保证施工质量等特点。
(2)组装前的准备。①材料准备。一是应在满足设计需求的基础上来选用合适的钢材、焊材和一些附件用于贮罐,并且要保证选用的材料都有产品合格证等质量相关证明。对于没有相关质量证明的材料则应再次检查。二是对于每一张用于贮罐的钢板,应仔细对其外观进行检查,以保证其表面质量和减薄量都能达到相关规定的标准。三是贮罐组装过程中决不选用未达标材料,且材料的入库、保管、发放都应按照《搬运、储存、包装、发放程序》的相关规定进行。②技术准备。一是施工前必须要有明确的设计方案,并备好相关技术资料及操作规范。二是设计图纸应经过会审批准,清楚设计要求、贮罐组装和其他专业之间的联系。三是在实行组装贮罐的方案前,应得到相关负责人的同意。四是对于《罐底排版图》、《罐壁排版图》以及《罐底排版图》,设备工程师在结合施工设计图和现场实际情况的基础上严谨制图。五是在相关人员进场之前,应由持有技术交底卡的专业工程师对其进行技术交底,将组罐过程中的技术难点、规范操作重点等进行详细说明,让每位施工人员都能清楚自身责任以及操作规范。六是在无设计变更单和材料代用单的情况下,不得擅自进行设计修改以及材料代用。③预制。一是预制的—般措施与要求。在贮罐预制和组装过程中,必须选用2m及以上的弧形样板弦。另外,还需保证直线样板以及测量焊缝角变形的样板在1m以及上。二是底板预制。必须在满足表1、图1的基础上选择底板的划线下料。倘若在同一时间进行放样,需根据规范进行加大处理。罐底相邻焊缝之间应留有200mm及以上的距离。
三是壁板预制。必须保证壁板和壁板之间纵缝间距不小于500mm,壁板纵缝和包边角钢圈对接缝必须留有200mm以上间距。利用弧形样板壁板对壁板卷制进行检验以及控制操作。对于通过卷制检验的壁板,为了保持其形状完好,只能通过专门的托架来运输和贮存。四是顶板预制。在进行顶板的预制操作时,应严格按照《罐顶排版图》在专门的弧形胎具上进行操作,并且在放样划线时要在钢平台上操作,保证顶板任意两相邻焊缝间留有200mm以上的间隔。利用弧形样板对预制完成后的顶板进行检验,只有偏差控制在10mm以内才算合格。合格的预制顶板的运输和堆放也需要按照规范操作进行。
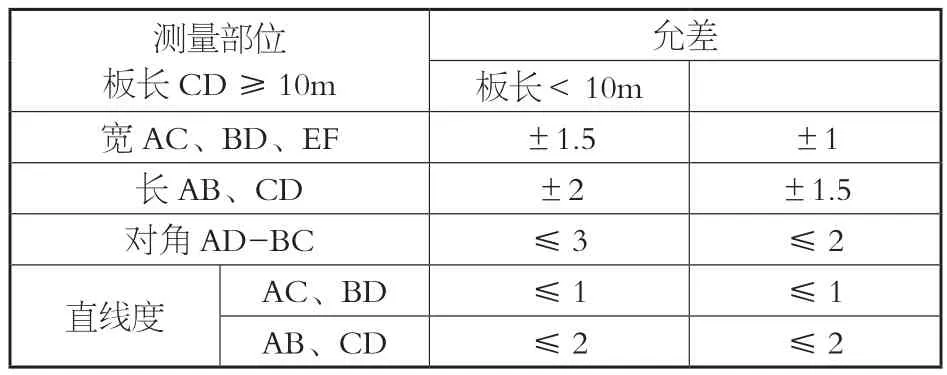
表1

图1
(3)贮罐组装。①罐底组装。a.基础验收。在罐底组装之前和基础中间的时候,需要对罐基础的中心标高和罐圆周范围内的高差进行复测,必须保证中心标高的复测偏差结果控制在20mm以内,而圆周范围内高差应保持在12mm以下的水平,每3m内每两点高在6mm及以下才算合格。对于不合格的应交给土建专业返工后重测。b.罐底组装。底梁安装:在基础上放出基准线并将预制完成的梁吊安装好,明确方向,在偏差达到设计要求后规范操作将其固定好。在底梁上放(0°、90°、180°、270°和罐底外圆)基准线并在底板下表面刷防腐漆后再进行底板的铺设工作。刷防腐漆时要注意将每块板边缘50mm空出不刷,底板的铺设工作应由中心开始,向外延伸,焊接时严格遵先焊短、再焊长的原则,相关焊接操作以及顺序也应该严格遵守技术方案进行。②顶圈壁板组装。a.壁板组装前应在罐底放出与底梁安装中同样的基准线,并且明确定位板块。b.壁板的组队工作必须严格按照《罐壁排版图》进行,并且将壁板间纵缝间隙和垂直度进行检查和调整工作,卡固、点焊。胀阉安装完成后,在保证上口水平度、壁板垂直度满足规定需求后再进行焊接工作。c.包边角钢圈安装:在壁板上放出基准线后按照规范操作需求进行包边角钢圈的组对以及点焊工作。③罐顶组对。a.在罐顶组对前应搭建起临时用的支撑架并严格检查其可靠性。b.顶板的搭建必须根据《罐顶排版图》进行。c.罐顶板在搭建完成后必须检查并保证位置偏差不大于5m。④壁板安装。a.倒链提升装置安装:要保证安装位置的准确性和立柱的可靠性。b.上起第二圈壁板围板:根据《罐壁排版图》围绕圈壁外侧圆周将上起第二圈壁板围上。c.第一次提升:完成围板操作和提升准备工作后,利用倒链提升装置将顶圈壁板及以上罐体部分稳定提升。d.上起第二圈壁板组对:将罐顶提升到指定位置后收拢活口,将项圈壁板组对并调整好其垂直度和横缝间隙。卡固并点焊结实后再进行焊接工作,先焊纵缝再焊横缝,焊接完成后检查其形状和尺寸是否合格,合格后进行X射线探伤。e.上起第三圈、第四圈直至底圈壁的组装:根据围板→提升→组对焊接→探伤→围板→依次循环到底圈壁板组装完成。f.每圈壁板组对时需要满足其内表面平整对齐和垂直度不超过3mm等条件,并且要保证焊接工作达到相关规定。
2 非标机械设备安装过程质量控制要点
(1)加强审查工作。要提高非标机械设备的制作安装工作的水平,就必须加强安装过程中的质量控制。非标机械设备具有严密的系统结构控制,在安装过程中必须对具体的安装工作与职责进行分化,采取责任落实制,对施工员、质检员等的职责内容进行具体的落实。首先需要进行的就是加强对图纸设计的审查力度,图纸设计关乎着后续的安装工作的方向,必须对其进行严格把控,相应的工作人员必须对图纸的清晰度以及尺寸等问题进行精确的掌握,针对审查过程中出现的问题必须及时与设计单位进行联系修改,不断完善前期准备工作,有效减少非标机械设备安装环节的漏洞,提高整体安装工作的质量。
(2)设备材料选择。控制设备材料即对非标机械设备的材料选择进行严格的把关,安装材料必须选用质量达标的材料,在选择的过程中还要注意严格注意外观上的相似度,严格杜绝不合格的设备材料。采取科学灵活的手段进行精确的区分,保证设备材料满足安装需求,降低安装过程中的事故发生率,推进安装工作的进行。
(3)促进安装工作技术工艺创新。在非标机械设备的使用过程中,因其施工工艺较为复杂且整体的施工难度较大,在施工过程中易受到其他因素的影响,对施工整体的工程质量影响比较大。对于非标机械设备的安装工作,要不断提升安装过程中的质量,同时对控制设备材料即对非标机械设备的材料选择进行严格的把关。采取科学灵活的手段进行精确的区分,保证设备材料满足安装需求,降低安装过程中的事故发生率,不断推进安装工作的顺利进行。通过创新非机械设备的安装工艺方法,在掌握设计理念的前期下,掌握具体的规范标准,在具体分析的基础上实现工艺方法的创新,提高整体工程的质量,促进非标机械设备使用效率的提升。
3 结语
总之,非标机械设备的安装过程中必须重视安装质量,只有保证设备的安全与安装质量才能够实现生产水平的提升,满足需求。相关企业在安装工作中应不断研究总结,利用科学的质量控制措施保证非标机械设备发挥最佳性能条件。
[1]屈佳.技浅析机械设备妥装项目的质量控制[J].中国建筑金属结构,2013,(4).
[2]王伦保.浅谈机械设备安装过程中的质量控制[J].低碳世界,2014,(1).
[3]韩磊.刍议轧钢机械设备安装过程中的质量控制[J].山东工业技术,2015,(5).
