批量试制X90螺旋埋弧焊管的性能研究
2018-03-26王坤显李学达张圣光
付 超,王 勇,王坤显,李学达,张圣光
(1. 山东胜利钢管有限公司 山东 淄博 255082; 2. 中国石油大学(华东) 山东 青岛 150001 )
0 引 言
目前国际上有大量的关于X80/X100管线钢与钢管的研究,然而X90管线钢管作为当前的研究热点,相关文献却较少。SQS公司[1]采用优化的TMCP + OCP工艺生产的X90管线钢可稳定的控制显微结构和力学性能;赵文贵等[2]研究了热模拟条件下X90管线钢的HAZ性能,表明15 kJ/cm的热输入下,HAZ的韧性和强度是最佳的;WANG等[3]通过控制奥氏体状态和冷却过程,得到了性能稳定的多相X90管线钢,主要组织为准多边形铁素体、贝氏体铁素体和M-A组元。中国石油集团公司自2011年先后组织了X90钢级的卷板轧制、直缝和螺旋埋弧焊管、钢管对接等环节的单炉与批量试制工作。研究成果表明X90作为X80向X100钢级的过渡,显示出较好的焊缝力学性能、环焊性能和止裂韧性,最有可能率先成为管线钢及管线管应用于管道工程的最高钢级[4]。中国已在X90管线钢与钢管的控制轧制技术、焊接性、断裂韧性控制等关键技术方面取得重大突破,并制定了X90管材的关键技术指标、检测评价方法及配套的系列标准,基本完成了X90焊管和管件的研发及试验评价,并于2016年组织了X90螺旋焊管与直缝焊管产品的鉴定工作,为 X90 管线钢和钢管的工程应用奠定了坚实的基础[5-7]。
随着管线钢管级别的提升,螺旋焊管的预精焊工艺得到了广泛的推广。预精焊工艺具有自动化程度高、成型焊接互不干扰、残余应力小,焊缝性能优异等特点[8,9]。山东胜利钢管有限公司利用预精焊焊接工艺,按照《天然气输送管道用X90钢级螺旋缝埋弧焊管技术条件》标准(Q/SY GJX 124—2013)要求,采用X90M 1 550 mm×16.3 mm卷板进行了X90MΦ1 219 mm×16.3 mm螺旋埋弧焊管的批量试制工作,成功生产400 t满足标准要求的钢管,并在对应卷板的头中尾位置的18根钢管取样,综合研究其各项性能。
1 X90卷板力学性能分析
1.1 化学成分与显微组织分析
试验用X90管线钢不同位置的主要化学成分见表1所示,碳含量控制在0.04%的低碳水平,但是由于合金元素含量的增加,导致碳当量和冷裂纹敏感性较高,焊接过程容易产生冷裂纹,应严格控制热输入。X90管线钢的光学显微组织如图1所示,主要为贝氏体铁素体(BF)、少量的准多边形铁素体(QF)和弥散分布的岛状或点状的第二相。铁素体板条在显微镜下依稀可见,不同位向的板条束将原奥氏体晶粒分割成不同的区域,隐约勾勒出原晶界。QF形态不规则,边界粗糙模糊,呈锯齿状,基体上可观察到黑色的点状第二相,为马氏体和残余奥氏体组元,简称为M-A组元[10,11]。

表1 试制用X90卷板不同位置化学元素含量(质量分数) %
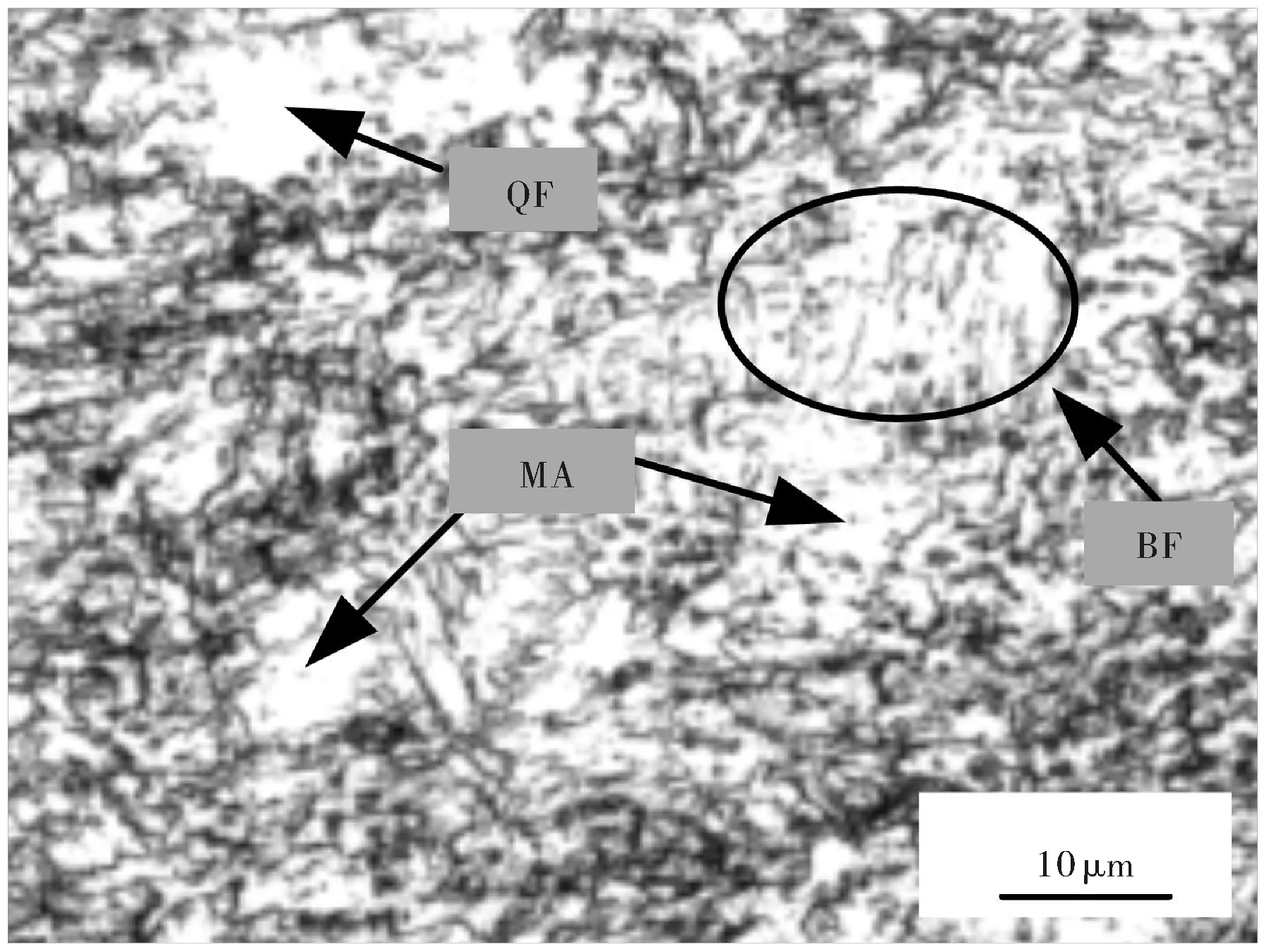
图1 X90母材光学显微组织
1.2 X90卷板力学性能
X90管线钢卷板的主要力学性能如图2~图5所示,红色虚线标识标准要求的下限或上限值。抗拉强度集中分布在800~850 MPa之间,屈服强度在660 ~ 700 MPa 之间,屈强比在0.76~0.89之间。由图4、图5可知,卷板的-20 ℃冲击功维持在较高的水平,单值均在250 J以上,韧脆转变温度低于-60 ℃。
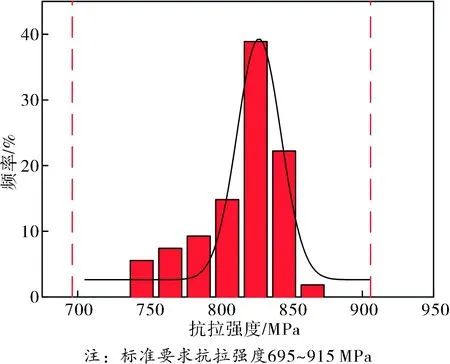
图2 X90卷板抗拉强度分布图
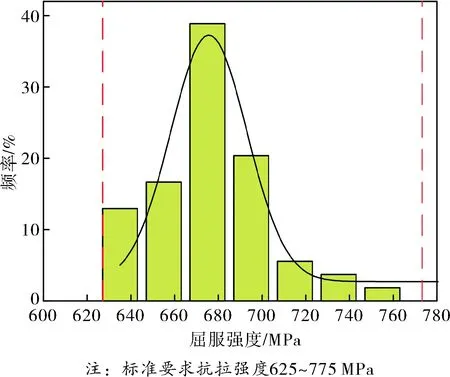
图3 X90卷板屈服强度分布图

图4 X90卷板冲击功分布图(-20 ℃)
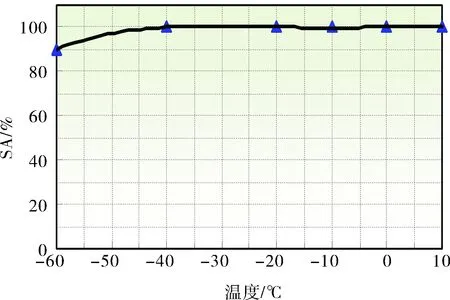
图5 X90卷板系列温度DWTT
2 焊接工艺
预焊和精焊焊接接头宏观形貌如图6所示。

图6 预焊和精焊焊接接头宏观形貌
如图6(a)所示,预精焊工艺坡口为不对称双V型坡口。焊接顺序如下:1)预焊,纯CO2保护MAG焊接,精焊埋弧焊接采用等强匹配;2)精焊内焊,三丝串列埋弧焊;3)精焊外焊,双丝串列埋弧焊。预焊和精焊所用的焊丝化学成分见表1,焊丝焊剂牌号和主要焊接工艺参数见表2。
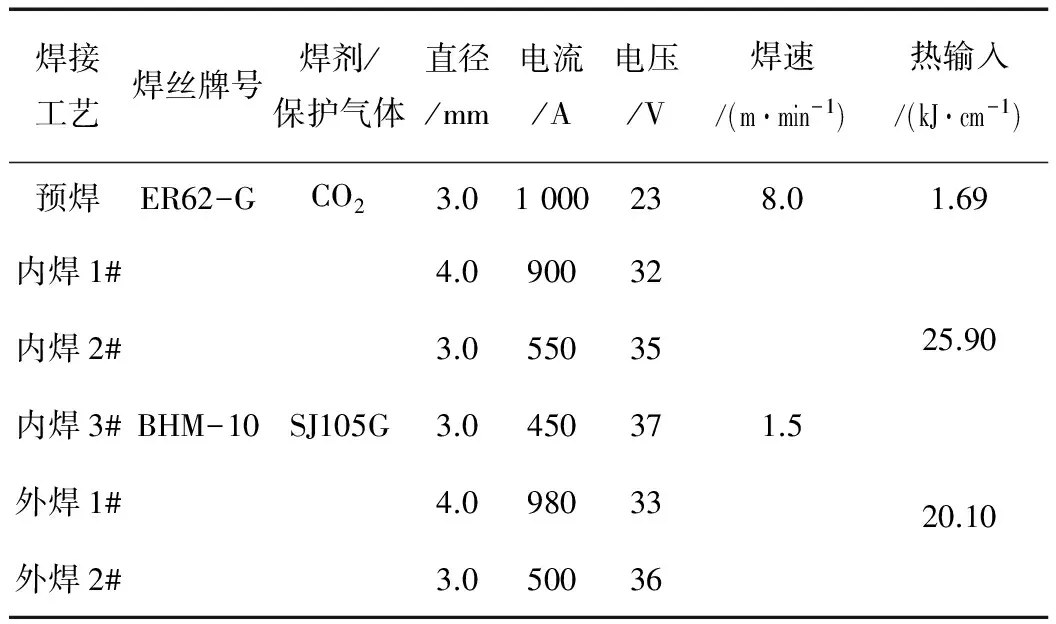
表2 试验焊接工艺参数
3 批量试制钢管性能与分析
3.1 组织和晶粒度分析
图6(b)给出了典型的预精焊焊接接头的宏观形貌,黄色虚线为原坡口位置,可见预焊焊缝及其热影响区已经完全被内焊熔掉,形成新的内焊缝组织。热影响区(HAZ)在距离熔池不同的区域经历了不同温度的热循环,形成明显分界线。经历了内焊和外焊双热循环形成的双热影响亚区,尤其是内焊粗晶区受外焊缝临界区热影响(AC1~ AC3之间)会形成临界再热粗晶区,是局部脆性区[12]。
表3给出了接头主要区域的组织和晶粒度,图7给出了焊接接头各区域的显微组织。焊缝区组织主要为针状铁素体AF(贝氏体板条在铁素体基体上相互交织形成类似箩筐的结构)。虽然内外焊缝的主要组织均为AF,但对比图7(a)和(e),可发现内焊缝组织存在较多的块状铁素体,这与内焊缝热输入大有关。图7(a)箭头处可见沿着一次柱状晶存在少量的块状先共析铁素体,图7(e)箭头处可观察到原奥氏体晶界;熔合区可观察到明显的HAZ与焊缝区的分界,如图7(b)中虚线所示,在HAZ为晶粒长大的奥氏体晶粒,晶粒内部为GB。焊接过程中热量最大散热方向延相邻母材散失,且过热的母材晶粒为熔池形核提供界面,形成联生结晶,箭头处可观察到一次柱状晶界。图7(c)、(g)表明内外焊的HAZ粗晶区(CGHAZ)晶粒均明显粗化,原奥氏体晶界十分明显,晶粒度为4级。原奥氏体晶粒在高温的影响下充分长大,形成粗大的晶粒,主要组织为贝氏体铁素体(BF),粒状贝氏体(GB),M-A组元。由于内焊热输入较大,内焊粗晶区的晶粒尺寸明显大于外焊粗晶区,且内焊粗晶区内组织主要为GB,而外焊粗晶区组织主要为BF;图7(d)、(h)表明细晶区(FGHAZ)的晶粒在受到1 100 ℃左右的回火作用,晶粒明显细化,主要组织为GB。
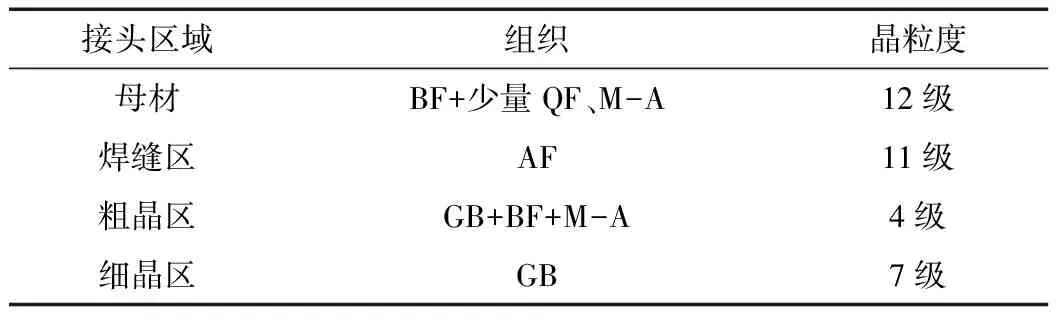
表3 各区显微组织和晶粒度
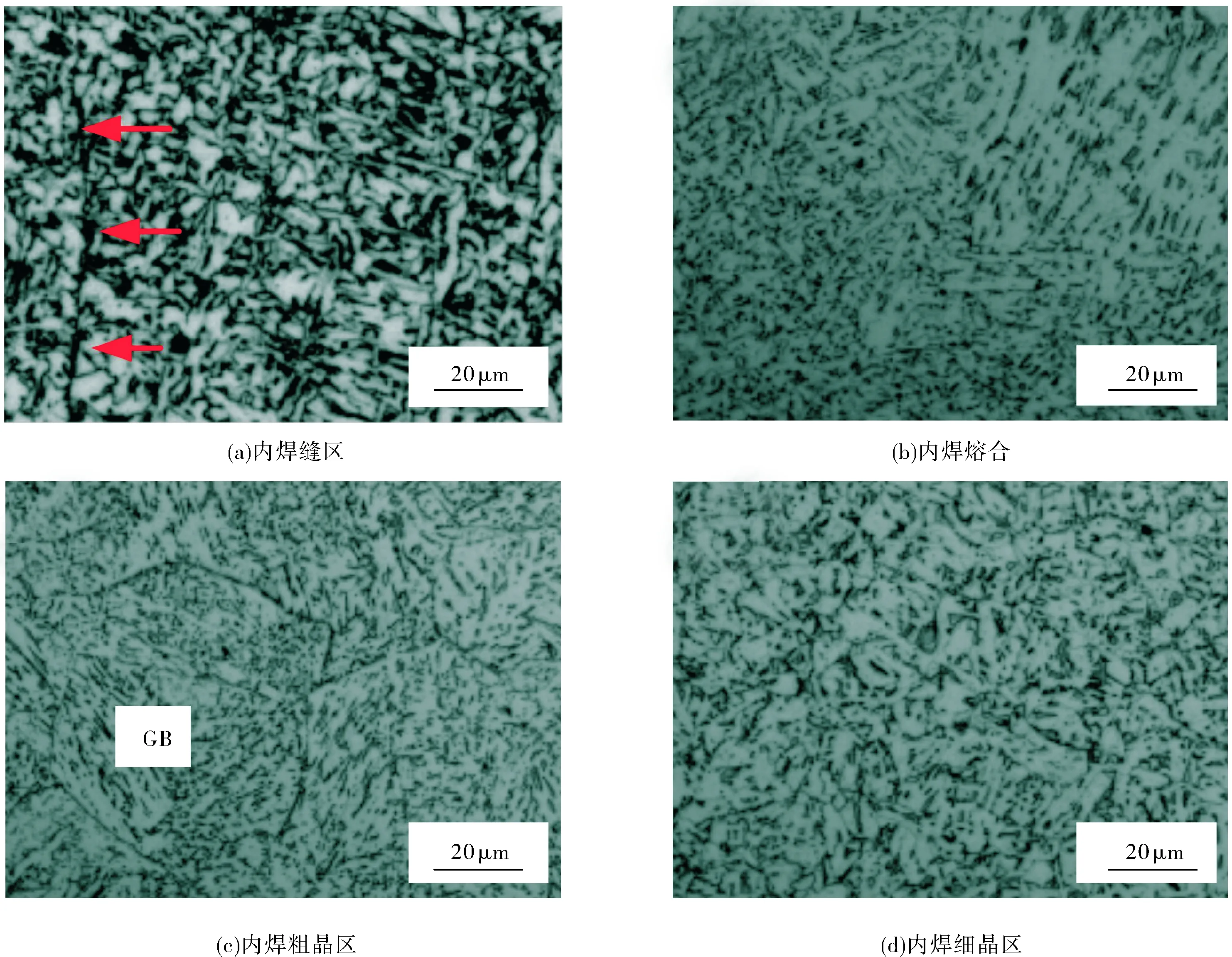
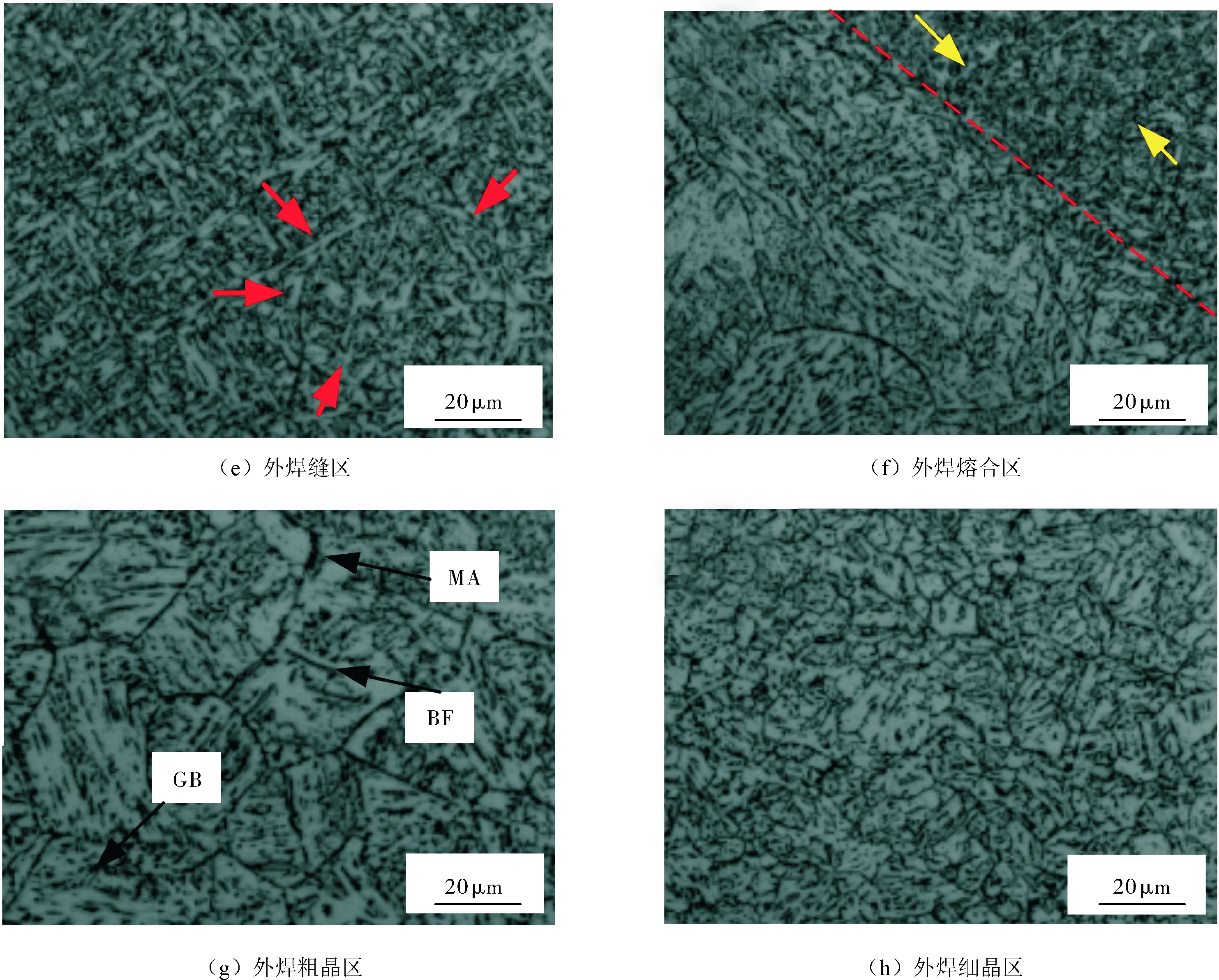
图7 接头各区域显微组织
3.2 韧性分析
在距焊缝90°处管体和焊缝处取焊缝、热影响区的夏比V型缺口冲击试样,缺口沿壁厚方向垂直钢管表面,进行-10 ℃夏比冲击试验。图8(a)给出了各区冲击功平均值与偏差,黄色虚线表示标准要求的3个试样冲击功均值和单值要求。除7号钢管焊缝冲击功80 J外,1号钢管试样波动较大外,焊缝的冲击功稳定在160 J。HAZ的冲击值明显高于焊缝,基本维持在200 J以上,但出现了一个较大的偏离(67 J),接近标准要求的单值下限。此外不同钢管之间HAZ的冲击功波动也较焊缝更为离散。图8(b)、(c)给出了60~-10℃区间内HAZ和焊缝的夏比冲击试验剪切面积比,可见HAZ的韧脆转变温度小于-60 ℃,焊缝的韧脆转变温度也低于-40 ℃。说明X90预精焊钢管具备优良的低温韧性。
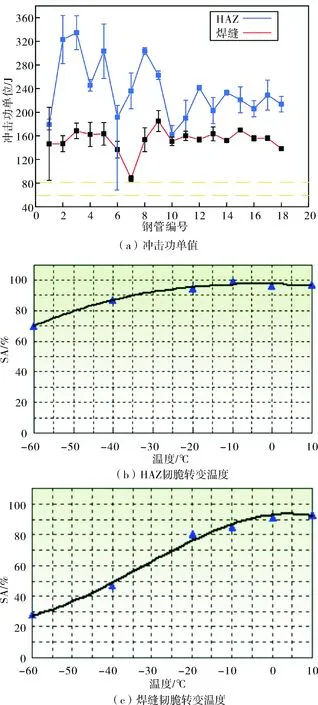
图8 钢管焊缝和HAZ冲击功和韧脆转变温度图
3.3 焊接接头抗拉强度分析
如图9所示,红色虚线表示标准要求的焊接接头抗拉强度下限695 MPa。18根钢管焊接接头抗拉强度均在800~850 MPa之间,断裂位置多在HAZ。

图9 焊接接头抗拉强度
3.4 弯曲性能分析
焊接接头弯曲试验可综合考察接头的强度、韧性以及焊接缺陷。垂直焊缝取焊接接头面弯和背弯试样进行导向弯曲试验。试样宽度为38 mm,厚度为钢管原壁厚。弯轴直径为160 mm,弯曲角度为180°。如图10所示为1#钢管试样的面弯和背弯图,18组面背弯试样表面均完好无裂纹。
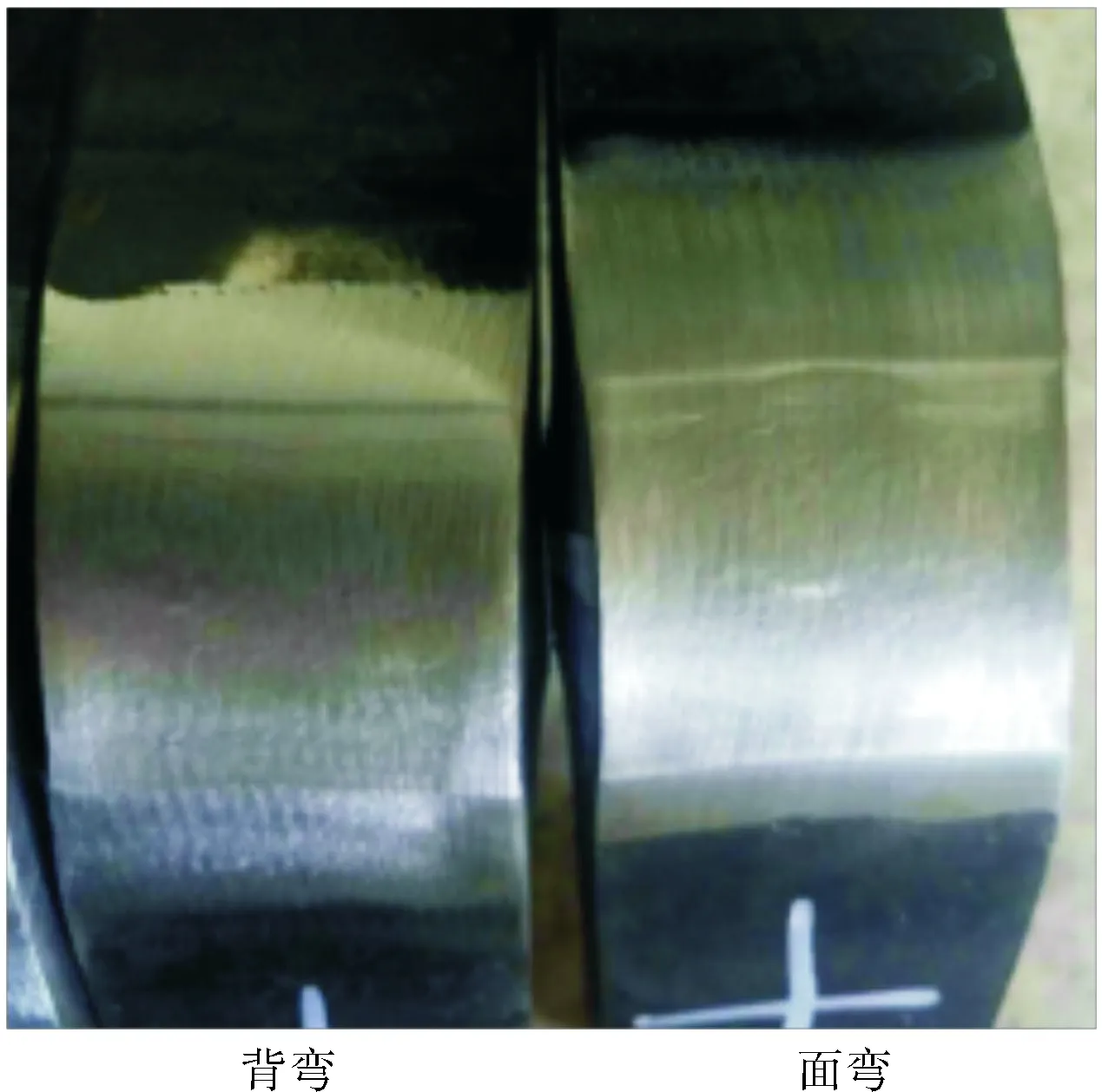
图10 1#钢管试样弯曲后形貌
3.5 硬度
取样钢管的焊接接头各区域的维氏硬度如图11所示,红色虚线表示标准要求的硬度上限值295 HV。可见,各区的硬度值均能满足标准要求,但存在一试样的母材区硬度值为293 HV。外焊焊缝和HAZ与母材相比均呈现出一定的软化现象,尤其是HAZ存在较多的230 HV附近的硬度值。图11还可发现,HAZ的硬度离散性大于焊缝区与母材区,这与热输入形成的HAZ组织不均匀性有关。HAZ软化现象与高钢级管线钢的控轧控冷过程强烈加速冷却和贫合金化,以及焊接热循环过程中的碳元素在残余奥氏体内富集有关[10,13]。
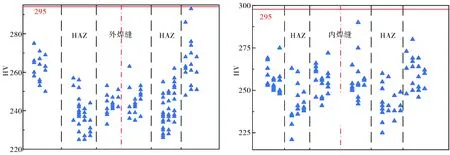
图11 接头各区硬度分布
以上力学性能试验表明,采用预精焊工艺批量试制的X90螺旋焊管可完全符合标准要求,但在热影响区韧性离散性等方面需要引起足够重视。
4 存在的问题
HAZ冲击功与母材相比,出现明显的降低,这与晶粒粗化、组织脆化和M-A组元的影响相关[14-16]。然而多数情况下HAZ的冲击功远远高于标准要求的单值,应重点研究HAZ冲击的离散性问题。以图8的6#钢管为例,其HAZ存在一个异常低值,仅为67 J。采用SEM分析该钢管接头处不同位置的断口形貌,如图12所示。图12(a)为母材冲击断口扩展区的SEM形貌,可见大而深的等轴韧窝分布比较均匀并且数量也比较多,韧窝内部存在小韧窝,一些韧窝内部存在小的第二相粒子为M-A组元,尺寸小于1 μm。图12(b)为焊缝冲击断口扩展区形貌,等轴韧窝转变为抛物线韧窝,韧窝数量减少,出现了河流状形貌。在大而深的抛物线韧窝内部观察到第二相粒子。图12(c)HAZ的SEM形貌主要为抛物线韧窝,韧窝被拉长,部分区域韧窝消失,存在孔洞和大的第二相粒子。但扩展区未观察到解理断裂区。而图12(d)为67 J试样的断口,则呈现明显的解理断裂特征且解理面尺寸较大,在部分区域可观察到放射状花纹。
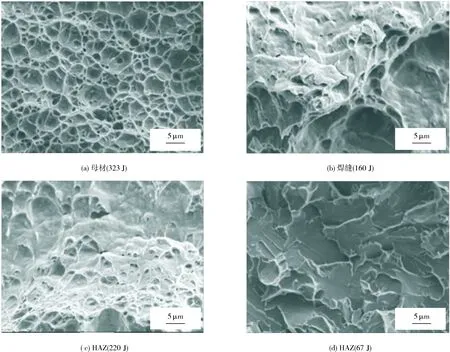
图12 6#钢管冲击断口扩展区SEM分析
取自同一位置相邻两个试样的HAZ冲击功出现如此大的波动,可排除热输入变化导致的原因。文献[17]指出当冲击试样的V型槽经过临界再热粗晶区时,会出现韧性值剧降的现象,这与图6中各个亚区的不同组织和M-A组元的异常分布有关。因此HAZ出现的异常低值与冲击试样在加工过程中,由于加工误差等因素导致缺口经过了临界再热粗晶区有关。由于内外焊热循环形成的不同HAZ亚区不同的显微组织和不同的韧性分布,会直接影响HAZ冲击功的离散性,因此有必要详细研究不同HAZ亚区的组织转变机理和韧性变化规律,以提高X90螺旋埋弧焊管的HAZ冲击功稳定性。
5 结 论
1)X90M预精焊钢管母材组织为贝氏体铁素体、粒状贝氏体和M-A组元,焊缝组织主要为针状铁素体,CGHAZ组织为GB、BF和M-A组元,FGHAZ为细化的GB。
2)HAZ的冲击功离散性对接头质量的稳定性至关重要,因此需进一步研究不同HAZ亚区的组织转变规律以及不同的HAZ(尤其是缺口经过临界再热粗晶区时)韧性的变化规律。
3)批量试制的X90MΦ1 219 mm×16.3 mm螺旋埋弧焊管拉伸、弯曲、冲击与硬度等各项指标均能很好的满足《天然气输送管道用X90钢级螺旋缝埋弧焊管技术条件》标准(Q/SY GJX 124—2013)要求,可为X90管线钢管的成功开发积累一定的基础。
[1] ZHANG Guodong, BAI Xuejun, DOUGLAS S. Development and production of heavy gauge X80 and high strength X90 pipeline steels utilizing TMCP optimized cooling process[C] //Proceedings of IPC,2014.
[2] ZHAO Wengui, WANG Wei,CHEN Shaohui. Effect of simulated welding thermal cycle on microstructure and mechanical properties of X90 pipeline steel[J].Materials Science and Engineering A,2011,528(6): 7417-7422.
[3] WANG X, LI S, WU S. Effect of austenitic state on the multi-phase control in X90 pipeline steel with high Nb content[J]. Materials Today Proceedings,2015,2(2):701-706.
[4] 李延丰, 王庆强, 王庆国,等. X90钢级螺旋缝埋弧焊管的研制结果及分析[J]. 钢管, 2011,40(2): 25-28.
[5] 史立强, 牛 辉, 杨 军,等.大口径 JCOE工艺生产 X90 管线钢组织与性能的研究 [J]. 热加工工艺 , 2015, 44(3): 226-229.
[6] 刘刚伟,毕宗岳,牛 辉, 等 . X90 高强度螺旋埋弧焊管组织性能研究 [J]. 焊管, 2015, 38(10): 9-13.
[7] 王红伟, 吉玲康, 张晓勇,等 . 批量试制X90 管线钢管及板材强度特性研究[J]. 石油管材与仪器, 2015, 1(6): 44-51.
[8] 毛周团,尹志远,王少华, 等. 螺旋埋弧焊管预精焊生产工艺[J]. 焊管, 2010, 33(3): 52-55.
[9] 程绍忠, 陈其卫, 陈英莲. 螺旋埋弧焊管两步法生产工艺技术的应用探讨[J]. 钢管, 2007, 36(5): 36-40.
[10] 毕宗岳. 管线钢管焊接技术[M]. 北京:石油工业出版社,2013.
[11] 冯耀荣, 高惠临, 霍春勇, 等. 管线钢显微组织的分析与鉴别[M]. 西安:陕西科学技术出版社,2008.
[12] FAIRCHILD D P. Local brittle zones in structural welds [C]//Welding Metallurgy of Structural Steels, Warrendale, USA, TMS-AIME, 1987.
[13] 崔 冰,彭 云,赵 琳,等.焊接热循环对1000MPa级焊缝金属组织性能的影响[J].材料科学与工艺, 2016,24(2):44-50.
[14] HIDENORI T, YUICHI K. Correlation between the microstructural development of bainitic ferrite and the characteristics of martensite-austenite constituent[J]. Metallurgical and Materials Transactions A, 2013, 44(12): 5289-5293.
[15] LI Xueda,FAN Yuran,MA Xiaoping, et al. Influence of Martensite-Austenite constituents formed at different intercritical temperatures on toughness[J].Materials and Design, 2015, 36(7):457-463.
[16] HRIVNAK I, MATSUDA F, IKEUCHI K. Investigation of MA constituent in high strength steel welds[J]. Trans. JWRI, 1992, 21(2): 149-171.
[17] LI Xueda, MA Xiaoping, SUBRAMANIANS S, et al. Structure-Property-Fracture mechanism correlation in HAZ of X100 ferrite-bainite pipeline steel[J]. Metallurgical and Materials Transactions E,2015,2(1):1-11.