轨道交通车辆铝合金地板FSW与MIG焊残余应力对比分析
2018-03-24闫占奇
闫占奇
(中车长春轨道客车股份有限公司工程规划发展部,130062,长春∥工程师)
搅拌摩擦焊(FSW)是英国焊接研究所于1991年发明的一种新型固态焊接技术。FSW相对传统弧焊具有很多优点,如热输入小、焊接生产过程无烟尘及弧光,对温度、湿度、风速等环境要求低,焊接接头质量高,无气孔、热裂纹等铝合金常见缺陷[1]。因此,自发明以来其就得到快速发展。
由于轨道交通车辆铝合金车体结构主要由长直铝合金型材构成,故特别适合于FSW技术的应用与推广。近年来,该技术在轨道交通车辆铝合金车体制造上应用越来越广泛,国内各主要轨道车辆制造厂均在大力发展该项技术[2]。FSW接头残余应力大小对焊接结构的尺寸稳定性、抗腐蚀性及疲劳性能等均有很大影响。通常认为FSW焊缝两侧残余应力低于弧焊,但FSW在热过程中还承受较大的锻压力,因此其残余应力的产生机理及分布更为复杂[3]。本文基于超声波残余应力无损检测技术,测试了铝合金地板典型部位FSW与熔化极氩弧焊(MIG)的残余应力,并进行了对比分析。
1 测试方法
超声波残余应力检测技术主要是基于材料的声弹性效应,即固体在有限变形条件下连续介质的力学应力状态与弹性波波速间的关系。故可通过试验获取6005A-T6铝合金材料的超声波声速与残余应力的数学关系,实现通过声速测量来获取残余应力值[4-5]。
采用哈尔滨工业大学研制的超声波残余应力测量系统(见图1),对中车长春轨道客车股份有限公司生产的铝合金地板典型部位进行MIG与FSW残余应力测试分析。地板型材尺寸结构除焊接接头存在差异外,其余结构一致,焊缝两侧的测试布点位置如图2所示。地板部件焊接顺序为焊缝A1→A4→A2→A3,FSW焊缝宽度19 mm,MIG焊缝宽度11 mm。
2 测试结果与分析
2.1 纵向残余应力

图1 超声波残余应力测量系统

图2 铝合金地板焊缝残余应力测量点布置图
焊缝A1至A4的纵向残余应力(σx)测试结果如图3所示。由图3可看出,铝合金MIG的σx在靠近焊趾的位置(距焊缝中心约10 mm)出现最大值,并随着与焊缝中心距离的增大,残余应力迅速降低,在距焊缝中心大于30 mm的位置应力值降至0,甚至局部位置出现较小的压应力;铝合金FSW的σx在靠近焊趾的位置处(距焊缝中心约15 mm处)出现最大值,随着与焊缝中心距离增大,残余应力快速下降。
铝合金FSW纵向残余应力分布规律与MIG的残余应力分布规律整体趋势相近,均是在焊趾附近出现残余应力最大值,并随着与焊缝中心距离的增大,残余应力降低,个别远离焊缝的位置出现较小的压应力。FSW与MIG的σx差值平均约64 MPa。
2.2 横向残余应力
由图4可知,焊缝A1至A4的横向残余应力(σy)分布与σx分布规律类似,最大值也出现在靠近焊趾位置处,并随与焊缝中心距离增大,应力逐渐下降,个别位置出现了较小的压应力。FSW与MIG的σy差值平均约42 MPa。
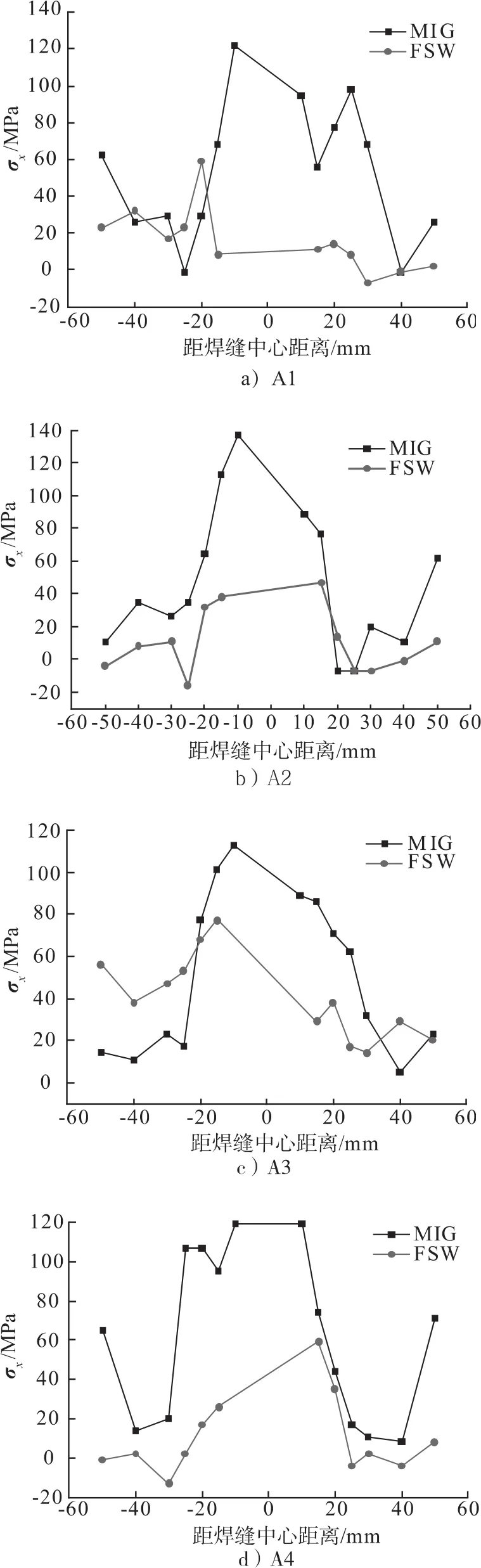
图3 铝合金地板焊缝纵向残余应力分布
焊缝A1、A2、A4的FSW横向残余应力均在20 MPa左右,但A3横向残余应力最大值却达到77 MPa,基本与MIG焊一致,显著高于其它3条焊缝。主要原因在于:A3作为最后一条FSW焊缝,其横向拘束达到最大,可变形或位移空间在4条焊缝中最小,导致其横向应力释放条件最差,残余应力值也相应最大。
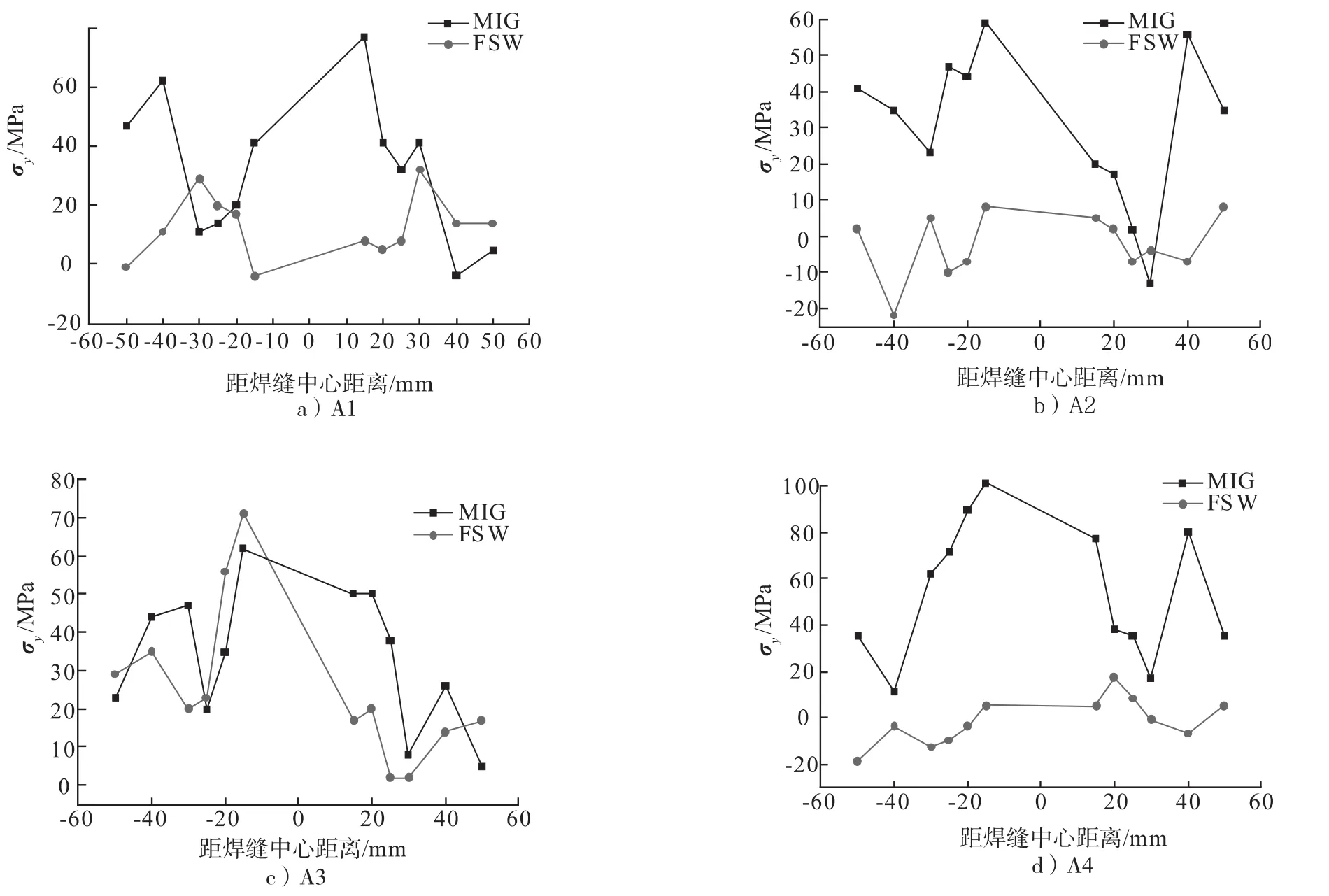
图4 铝合金地板焊缝横向残余应力分布
3 结论
(1)6005A-T6铝合金地板FSW与MIG残余应力分布规律类似,均是在焊趾附件出现最大值,并随着与焊缝中心距离增加,呈现减小趋势。
(2)纵向残余应力FSW比MIG平均低64 MPa,横向残余应力FSW比MIG平均低约42 MPa。
(3)两种焊接方法中应力值均是纵向残余应力显著大于横向残余应力,焊缝中残余应力以纵向残余应力为主。
[1]栾国红,郭德伦,张田仓,等.铝合金的搅拌摩擦焊[J].焊接技术,2003,32(1):1.
[2]王炎金.铝合金车体焊接工艺[M].北京:机械工业出版社,2009.
[3]李亭,史清宇,李红克,等.铝合金搅拌摩擦焊接头残余应力分布[J].焊接学报,2007,28(6):105.
[4]石建刚.基于临界折射纵波平面应力场测量系统的研究[D].哈尔滨:哈尔滨工业大学,2012.
[5]马子奇刘雪松,张世平.等.高速列车底架焊接变形超声波法应力分析[J].焊接学报,2014,34(5):45.
