不锈钢车体无氩气保护激光搭接焊工艺优化
2018-03-24王洪潇王春生何广忠高文文刘立国
王洪潇 王春生 何广忠 高文文 刘立国
(中车长春轨道客车股份有限公司工程规划发展部,130062,长春∥第一作者,高级工程师)
奥氏体不锈钢由于其成分中含有较高的Cr、Ni等元素而具有较高的化学稳定性,但在熔化焊过程中,容易发生氧化生成金属氧化物(如Cr2O3),从而恶化焊缝质量[1]。因此,为了获得高质量的焊接接头,在焊接过程中需要对熔池部位进行有效保护,以防止熔池金属的氧化。
轨道交通车辆车体用不锈钢薄板在进行激光焊接时,通常采用氩气进行保护。但由于车体侧墙为搭接接头形式,被焊的两板熔合界面并未处于氩气的直接保护之中,同时激光焊接速度快,熔池高温停留时间短,因此,在大气环境下能否直接进行激光焊接,有必要进行深入地研究。显然,如果在无氩气保护的条件下直接焊接并不影响焊接质量,则不仅可节省大量氩气,而且会简化焊接工艺流程、降低设备支出。
本文主要研究在大气环境下直接进行激光搭接焊后接头的微观结构与力学性能,并与在氩气保护条件下的激光焊接头的微观结构和力学性能进行对比,评估不锈钢车体侧墙在大气环境下直接进行激光搭接焊的可行性。
1 试验材料及设备
试验材料采用轨道交通车辆不锈钢车体制造用的奥氏体不锈钢板材,满足JIS G 4305—2005标准中规定的化学成分、力学性能及其他要求。不锈钢激光搭接工艺试验使用Trudisk4002盘式固体激光器,额定功率4 kW;光束质量8 mm·mrad,激光束波长1.06 μm;光纤直径0.6 mm。不锈钢激光搭接焊焊缝断面接头形式如图1所示。
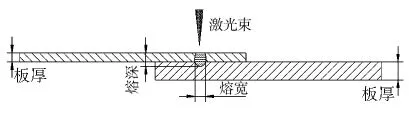
图1 不锈钢激光搭接焊焊缝断面示意图
2 试验结果与讨论
2.1 焊缝组织及形貌特征
对氩气保护下和在空气环境下进行激光焊接所得焊缝的形貌特征进行分析。
由图2可以看出,有、无气体保护的不锈钢激光搭接焊缝的形貌都呈比较规则的花瓶形状,焊缝与母材熔合良好,没有气孔、夹杂以及裂纹等缺陷。与氩气保护情况下施焊所得到的焊缝尺寸相比,在空气中直接焊接所得焊缝的熔深略有所减小。这是由于在氩气保护条件下激光焊接时不锈钢焊件对激光的吸收率提高,使得在焊接过程中更多的激光能量直接用于加热熔化金属,从而使熔深增大。但对熔宽的影响并不明显,反而会有增加。

图2 有、无气体保护不锈钢激光搭接焊缝熔池形貌
图3为焊缝熔合线附近的微观组织形貌。由图3可以看出,在熔合线的焊缝一侧,呈典型的柱状奥氏体枝晶特征[2],以及少量的δ铁素体,而在熔合区奥氏体呈不规则的等轴晶形态。在氩气保护下焊接和在空气中直接焊接,焊缝及热影响区的微观组织并没有明显变化,这说明焊接气氛对不锈钢激光搭接焊过程中的冶金行为和组织转变没有明显的不利影响。
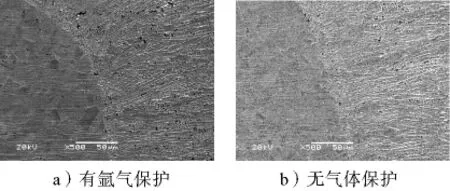
图3 不锈钢激光搭接焊缝熔合线附近微观组织
2.2 焊接环境对接头晶间腐蚀性能的影响
不锈钢车体侧墙焊后呈非涂装状态,对耐腐蚀性具有较高的要求,尤其是不锈钢经过不均匀的焊接热循环后,其接头的抗晶间腐蚀性能将可能发生变化。对于激光搭接焊接头来说,易于出现晶间腐蚀造成构件失效的位置主要是焊缝和热影响区。因此,在试验中主要针对焊缝和热影响区的晶间腐蚀组织进行对比分析。晶间腐蚀组织列于图4,并与标准的晶间腐蚀图谱进行比较,来判定其腐蚀类型。
不锈钢激光搭接焊接头焊缝金属的腐蚀程度高于热影响区。根据基于标准进行腐蚀程度分类,焊接热影响区为第一类晶间腐蚀状态,即为阶梯组织,晶界无腐蚀沟,晶粒间呈台阶状,表明耐晶间腐蚀性能良好[3]。与在氩气条件焊接的接头浸蚀组织相比,在空气环境中直接焊接的接头,焊缝和热影响区的晶界浸蚀组织与氩气保护条件下的组织没有明显差别,这说明直接在空气环境中进行激光焊,不会对接头的抗晶间腐蚀性能产生明显的不利影响。
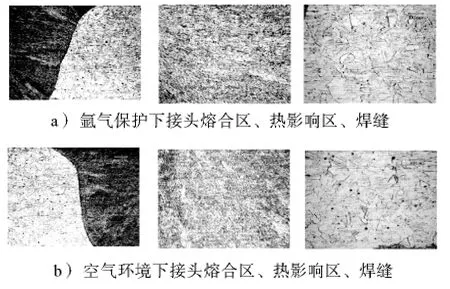
图4 不锈钢激光搭接焊接头晶间腐蚀形貌
2.3 焊接环境对接头拉剪强度的影响
与氩气保护条件下施焊的接头拉剪强度相比,在无氩气保护的环境下,当激光束照射一侧的试样厚度为0.6~1.0 mm时,有无氩气保护对接头的拉剪强度影响不大;当激光束照射一侧的试板厚度增加到2.0~2.5 mm时,在大气环境下直接进行激光搭接焊,其接头拉剪强度降低较为明显(见图5)。

图5 不锈钢激光搭接焊接头拉伸剪切性能对比
对有、无气体保护条件下不锈钢激光搭接焊接头的断口进行扫描电镜分析,其形貌如图6所示。两种接头断口形貌相似,断口形貌呈韧窝特征,从微观角度可判定其属于典型的韧性断裂[4]。
2.4 焊接环境对接头疲劳性能的影响
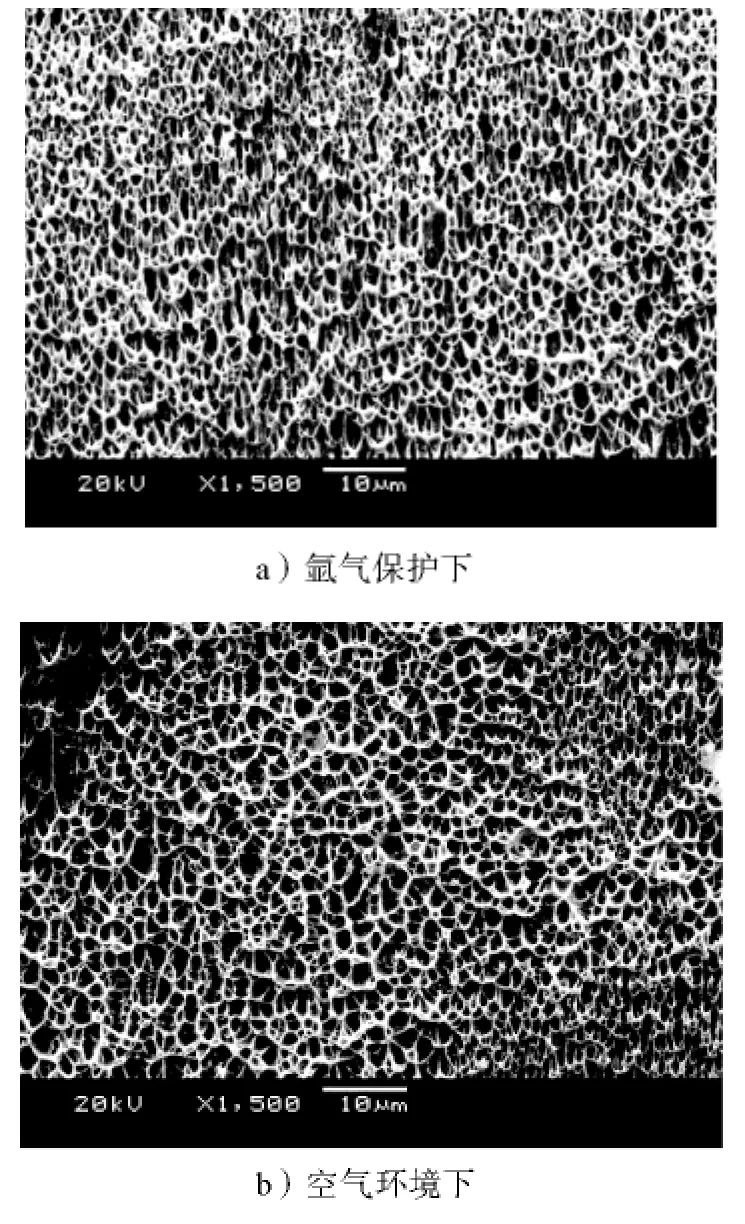
图6 不锈钢激光搭焊接接头拉剪试样断口微观形貌
轨道交通车辆在行使过程中,不锈钢车体不仅承受静载荷作用,还要承受动态载荷的作用,因此,深入研究激光搭接焊接头的疲劳性能具有重要的工程意义。本文分别试验研究了在氩气保护条件下和在空气环境中直接进行激光搭接焊接头的疲劳性能,并绘制了相应接头的疲劳特性(S-N)曲线,比较分析两种接头的疲劳性能。
将氩气保护条件下焊接接头和在空气中直接焊接接头的疲劳试验数据整理后,求得的拟合曲线方程绘制出S-N曲线,如图7所示。由疲劳试验数据及S-N曲线可以确定:在氩气保护条件下,焊接接头在试验载荷循环为107次时的疲劳极限载荷为4 073 N;在空气环境下,焊接接头在试验载荷循环为107次时的疲劳极限载荷为4 122 N。显然,在目前激光搭接焊工艺条件下,有、无氩气保护对激光搭接焊接头的疲劳极限没有明显的影响。
比较图7中两条S-N曲线,在低寿命区和中等寿命区,相同载荷水平下有氩气保护的接头疲劳寿命要高于无氩气保护的接头疲劳寿命,但在高寿命区两者趋于相同。
3 结论
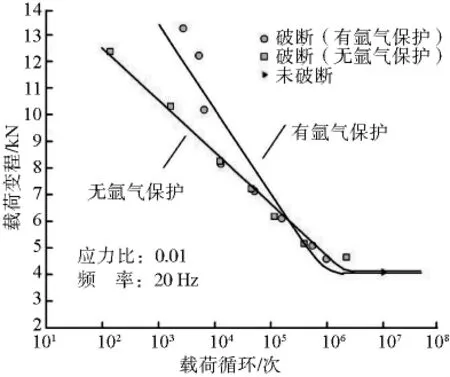
图7 激光焊接头S-N曲线
(1)不锈钢板材激光搭接焊的宏观焊缝形貌主要呈碗状或花瓶状特征,焊缝组织为典型的柱状奥氏体枝晶,熔合区奥氏体呈不规则的等轴晶形态。比较氩气保护和大气环境下焊接,接头各微区组织和焊缝化学成分没有明显变化。
(2)与在氩气条件焊接的接头浸蚀组织相比,在无氩气保护条件下焊接的接头、焊缝和热影响区的晶界浸蚀组织没有明显差别,表明在空气环境中对不锈钢板直接进行激光搭接焊,不会对接头的抗晶间腐蚀性能产生明显的不利影响。
(3)与氩气保护条件下施焊的接头拉剪强度相比,在本试验中的激光焊接工艺参数下,在无氩气保护的环境下,当激光束照射一侧的试样厚度为0.6~1.0 mm时,有无氩气保护对接头的拉剪强度影响不大;当激光束照射一侧的试板厚度增加到2.0~2.5 mm时,与氩气保护条件相比,在大气环境下直接进行激光搭接焊,其接头拉剪强度降低较为明显。
(4)有、无保护气体对不锈钢激光搭接焊接头的疲劳极限没有明显影响。在低寿命区和中等寿命区,相同载荷水平下有氩气保护的激光搭接焊接头疲劳寿命要高于无氩气保护的接头疲劳寿命,但在高寿命区两者趋于相同。
[1]殷洪.不锈钢的热处理特点[J].不锈,2003(3):16.
[2]朱秀军.不锈钢激光焊接及其焊缝成分预测模型[D].武汉:华中科技大学,2005.
[3]罗辉,赵忠魁,冯立明,等.焊接工艺参数对奥氏体不锈钢焊接接头腐蚀行为的影响[J].热加工工艺,2005(6):47.
[4]SUNZ,MOISIOT.Laserbeam welding of austenitic/ferritic dissimilar steel joints using nickel based filler wire[J].Materials ScienceandTechnology,1993,9(7):603.
[5]高镇同.疲劳应用统计学[M].北京:国防工业出版社,1986.
