20Cr13螺栓断裂原因分析
2018-03-22徐宋娟洪媛媛马芳颜明礼马方园
■ 徐宋娟,洪媛媛,马芳,颜明礼,马方园
20Cr13钢属于马氏体不锈钢,淬火后经高温回火处理,该钢具有良好的抗弱腐蚀介质能力和综合力学性能,因而被广泛应用于航空、航天以及船舶等各领域,其中也应用于航天紧固件产品。开槽圆柱头螺栓,材料牌号为20Cr13,在成检前发现5件杆部存在轴向裂纹,此批螺栓共计366件,现对其中1件开裂螺栓进行原因分析。该批零件由规格为φ20mm的20Cr13棒材加工制造,其生产工艺流程为:车→铣→钳→热处理→磨→滚压螺纹→清洗→表面处理→试验→成检。
1. 试验过程与结果
(1)宏观检查 开槽圆柱头螺栓开裂宏观形貌如图1所示,可见螺栓表面裂纹沿轴向分布,较平直,裂纹从头部台阶处到螺纹端头,总长约35.1mm,肉眼观察,裂纹深度较浅,螺栓外表面未见明显机械损伤。
(2)金相检查 由于螺栓较长,分段截取进行镶嵌试样。截取开裂螺栓杆部纵截面、横截面进行金相检查,宏观形貌如图2所示。根据GB/T10561试验方法,对开裂螺栓杆部纵截面进行非金属夹杂评级,A类0.5级,B类2级,C类0级,D类0级,DS0级。经4%硝酸酒精水溶液腐蚀后,螺栓头部发现尺寸约长4.9mm、宽0.6mm的条带区域(见图2),沿轴向分布,内部为晶粒清晰的等轴晶(见图3),明显区别于基体,且对应于开裂位置的延伸线。横向截取开裂螺栓螺纹处腐蚀后,开裂位置未见脱碳现象(见图4),条带区深约0.3mm。基体组织为回火索氏体组织(见图5)。
(3)能谱分析 分别对图3中基体和条带区域进行能谱成分分析(EDS),表1为两区域能谱成分的半定量分析数据。
可以看出,基体主要成分为Fe(84.27%)、Cr(13.70%)、Si等元素,主要成分符合Cr13型不锈钢要求。条带区域主要成分为Fe(97.05%)、Cr(1.29%)、Si等元素,但Fe、Cr元素明显区别于基体成分。
(4)硬度测试 分别对异常条带区域及基体进行显微硬度测试,测试结果如表2所示。螺栓硬度满足设计要求(26~28.5HRC),偏下限,条带区域的硬度明显偏低。
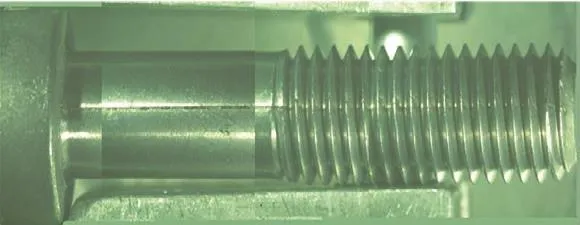
图1 开槽圆柱头螺栓开裂宏观形貌
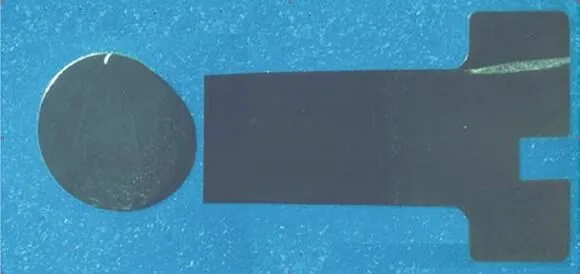
图2 开裂螺栓杆部截面宏观形貌
2. 开裂原因分析
对螺栓横、纵截面金相检查表明,开裂位置存在沿轴向分布条带缺陷。对条带缺陷及正常位置进行能谱成分分析,结果表明条带缺陷区域能谱成分明显区别于基体成分。虽然能谱分析误差较大,通常适用于定性分析,不适合精确的定量分析,但已能够说明问题。从显微硬度结果表明条带区域硬度明显低于基体,从而说明两者存在明显区别。从金相组织看缺陷部位的组织与基体组织明显不同,正常基体为回火索氏体组织,而缺陷位置组织为等轴晶,且具有金属特征。条带异常区域周围未见脱碳现象,未见非金属夹杂物聚集现象,故综合分析认为条带区域是异金属夹杂。
经了解,此原材料棒材为电渣钢,在冶炼过程中合金料未完全熔化,或者不慎混入其他未熔化金属均有可能形成异金属夹杂,微观上表现为异金属部位组织与基体组织有明显的界线,且自身的硬度与基体的硬度存在明显差异。综合分析认为此缺陷应是材料电渣熔炼过程中有异金属混入所致。由于该缺陷沿轴向分布,破坏了螺栓整体组织的完整性,降低了金属的塑性和强度,且位于零件表面,在后续机加工过程中因强度不足造成表面开裂。

图3 开裂螺栓纵截面形貌

图4 开裂螺栓横截面形貌
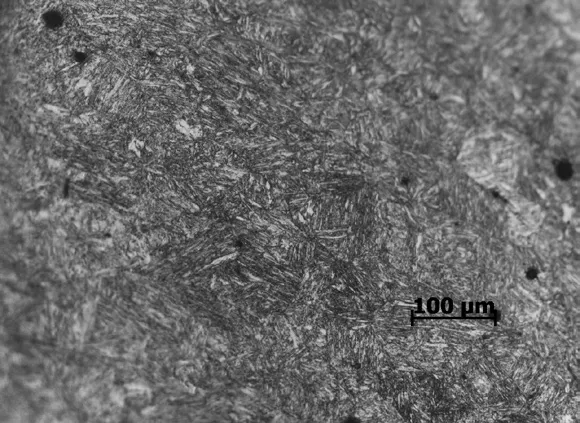
图5 螺栓正常位置组织

表1 螺栓基体及条带区域能谱成分结果(质量分数,%)
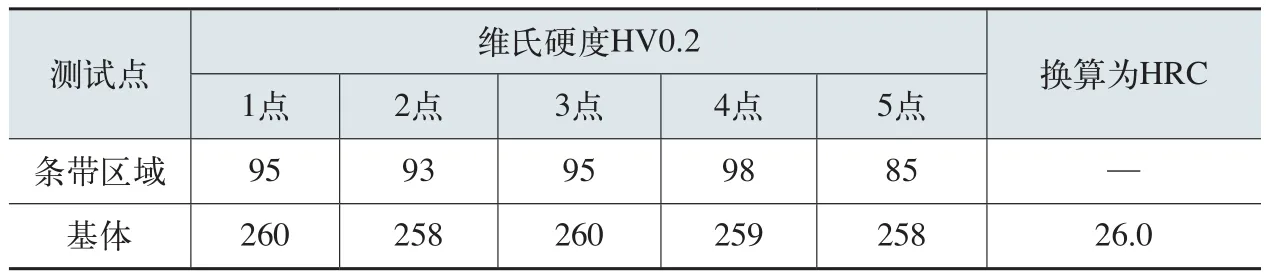
表2 显微硬度测试结果
3. 结语
通过以上分析得出,原材料异金属夹杂导致开槽圆柱头螺栓在机加过程中开裂;对于本批已生产的零件:螺栓表面开裂的直接剔除,其余螺栓建议采用X射线等无损检测手段进行挑选;而对于车间剩余未加工的建议严格原材料检测,进而确定能否使用。为了尽可能降低此批原材料中的异金属夹杂,应该从冶炼抓起,建议联系厂家,提高冶炼技术,保障供应合格的原材料。
[1] 朱向群,戴起勋,周明,等.2C r13钢弹性体失效分析[J].金属热处理,2008(9):108-111.
[2] 刘玉荣,业冬,徐军,等.2Cr13超级马氏体不锈钢的组织[J].材料热处理学报,2011,32(12):66.
[3] 张栋,钟培道,陶春虎,等.失效分析[M].北京:国防工业出版社,2004:141.
[4] 宋亚东,朱乾皓,黄诚,等.1Cr13 环锻件锻造工艺优化[J].金属加工(热加工),2013,1:20.
[5] 韩凤军,王晶伏,海永秀,等.0Cr17Ni4Cu4Nb零件端面黑点原因分析[J].钢铁研究,2016(4):41-43.
