硬质合金的热处理
2018-03-22赵步青张丹宁刘春菱
■ 赵步青,张丹宁,刘春菱
硬质合金主要是由高熔点金属(W、Mo、Ti、V、Ta等)的碳化物、氮化物、硼化物或硅化物组成的合金的总称。分为铸造和烧结两大类。铸造合金脆性高、韧性低,实际应用价值不大。广泛应用的是烧结合金,一般由碳化钨或碳化钛和钴粉烧结而成,具有高的硬度、耐磨性和热硬性。主要用于制造高速切削和加工硬材料的刀具,近年来,模具工业运用硬质合金也与日俱增,所以探讨和研究硬质合金热处理有现实意义。
1. 硬质合金的特点
硬质合金是由难熔金属硬质化合物和金属黏结相经粉末冶金的方法而制成的,通常广泛采用的硬质化合物是碳化物,作为切削刀具用的硬质合金,常用的WC、TiC、TaC、NbC等,粘结剂是Co,硬质合金的强度主要取决于Co的含量。
由于硬质合金中的碳化物具有熔点高(如Ti C的熔点为3140℃)、硬度高(如TiC的硬度为3200HV)、化学稳定性好、热稳定好等特点,因此其硬度、耐磨性、化学稳定性都远高于高速工具钢。
常用的硬质合金硬质相主要是WC,它有良好的耐磨性,虽然有些碳化物的硬度和W C差不多,但不具备相同的耐磨性。W C有较高的屈服强度(6000MPa),故抗塑性变形的能力较强。WC的导热性也好,而导热性是工模具重要的性能指标。WC有较低的热膨胀系数,大约为钢的1/3;其弹性模量为钢的3倍,抗压强度也高于钢。此外,WC在常温下具有很好的抗腐蚀和抗氧化性能,良好的电阻,很高的抗弯强度。
2. 热处理与合金的组织
有人曾对不同C/W比为5%~35%WC的WC-Co合金的黏结相进行研究,得出的结论是:慢冷时合金中产生γ相或(γ+WC)相;快冷时则有(γ+η)相出现。但由于(γ+η)相是不稳定的,所以经退火后(γ+η)相将转变为稳定的(γ+WC)相。根据试验结果绘制出如图1所示的准平衡相图(实线为稳定系统相图,虚线为说明准稳定相η特性的局部相图)。

图1 WC-Co合金准平衡图
通常的硬质合金其退火(慢冷)组织主要取决于含碳量:当C/W>1时,游离碳析出于WC-Co相边界上;当C/W<1时,合金的组织有两种情况:一种是处于三相区(WC+γ+η)时,合金慢冷后出现η相是必然的。如果这种η相大量存在于黏结相内,则出现分枝状结晶颗粒,而且小颗粒呈不均匀分布;若有大颗粒η相时,则颗粒间相隔较远,因此有资料认为η相在较高温度已开始形成。另一种情况是合金处于两相(WC+γ)区时,低碳合金经退火后W将以Co3W形式从黏结相中析出,其反应过程可以由下式来表示。
Co面心立方→Co面心立方+Co3W
因此,这种低碳两相W C-Co合金经退火后将变成三相(WC+γ+CoW)结构。
图2给出了两相WC-Co合金在不同退火温度下W的溶解曲线,该曲线即为两相合金转变为三相(WC+γ+CoW)合金的临界温度曲线:在曲线以上的温度退火,可获得两相组织合金;在曲线以下的温度进行退火则可获得含有Co3W的三相组织。
3. 热处理工艺对硬度合金力学性能的影响
(1)对强度的影响 由于WC在Co中于不同温度下具有不同的固溶度,因此,为以固溶温度淬火和随后的时效造成黏结相析出硬化提供了可能性。淬火可抑制WC析出及Co的同素异性转变(Co密排六方,Co面心立方)。有文献报道,含钴40%的合金经淬火后强度可提高约10%,但含钴10%的合金经淬火后强度却降低了。考虑到工程上常用的硬质合金 含钴量一般为10%~37%,因此,热处理对合金强度的作用是很小的。所以有人敢断言,淬火对于W-Co合金来说不是提高强度的方法。
退火同样会造成合金强度的降低,如表1、图3所示。
碳化钨硬质合金的性能随含Co量和晶粒的粗细而变化如图4所示。
(2)对硬度的影响 WC-Co合金时效时因有Co3WCX和接近于Co3WCX致密组织相析出,因此合金的硬度会提高,但在随后转变为Co3W析出时合金的硬度则会降低。H.Jonsson试验资料如图5、图6所示。
虽然热处理后Co3WCX的存在使合金硬度稍有提高,但考虑到热处理时间较长和抗弯强度的降低,故人们认为Co3WCX相析出使黏结相弥散硬化不是发展新牌号的有效方法,应另寻出路。
(3)硬质合金典型热处理如表2所示。
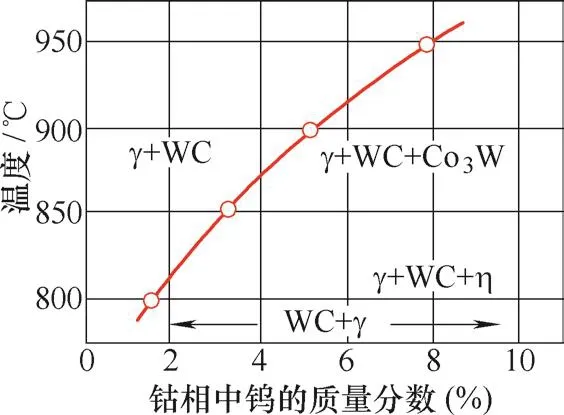
图2 WC-10%Co两相合金中钨的固溶度曲线

图3 800℃退火对WC-10%Co含量抗弯强度的影响
4. 硬质合金涂层
为了进一步提高硬质合金的耐磨性,可以在其表面气相沉积TiC或TiN等硬材料。涂层物质应满足以下一些要求:①在低温及高温下都应有高的硬度。②有好的化学稳定性。③应有渗透性和无气孔。④对被加工材料应有较低的摩擦因数。⑤要与工具基体黏结牢固。⑥要经济实惠,并且容易生产。
当今世界,硬质合金也是刀具的主要材料,在模具、量具等领域也在不断扩大应用份额,概括起来,主要应用于以下方面:①连续切削中的车削。②吃刀深度变化不大的仿形车削。③要求强度不大的间断车。④钢或灰铸铁的高速端面铣。
涂层硬质合金的优点很多,归纳如下:①通用性好。②可改善工件切削表面精度。③在相同的刀具寿命下大大提高切削速度。④在相同的切削速度下,可提高工具的寿命。

表1 650℃退火对WC-11%Co合金抗弯强度的影响
(1)涂层物质 国外绝大部分厂家生产的涂层刀片用TiC涂层,其次是TiN涂层。TiC-TiN组合涂层和Ti(C·N)固溶涂层逐渐增多。近年来还开发出了不少新的复合涂层。
TiC是目前比较理想的涂层物质,其优点是高温硬度、强度高,抗氧化性和耐月牙洼磨损性能好;其缺点是热膨胀系数与其体差别较大,抗侧磨损性能差。
与TiC涂层相较,TiN涂层有以下优点:被涂刀片切削时形成月牙洼的倾向性小,其热膨胀系数接近于基体,对热震动敏感性小,不易形成刀瘤。抗侧面磨损性好,而且它易于沉积和控制。其缺点是与基体黏结不太牢固。
TiC-TiN组合涂层及Ti(C·N)固溶涂层是20世纪70年代就开发的新涂层,已在生产中成功应用,复合涂层硬质涂层前途无量。
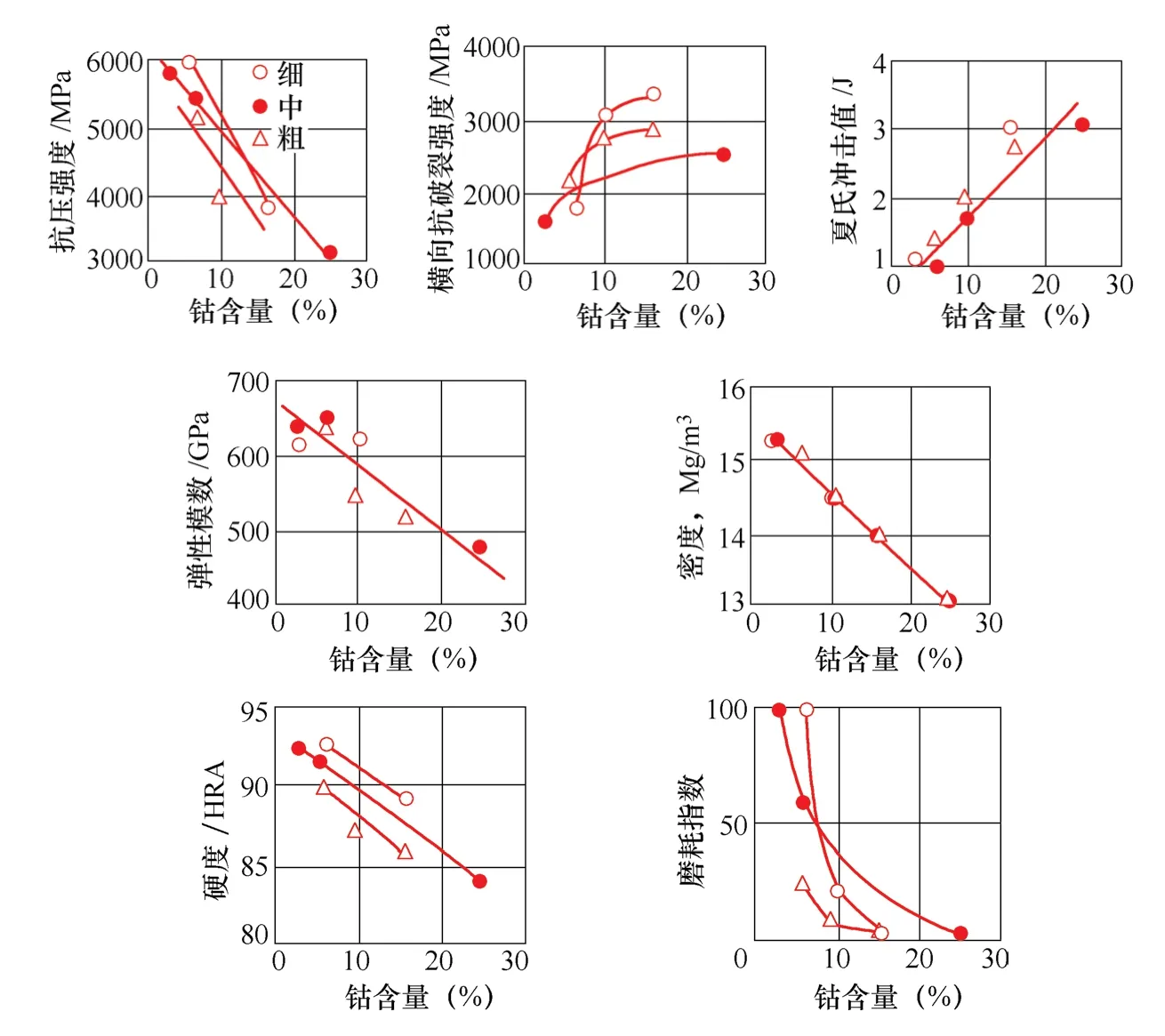
图4 WC硬质合金的性能随含Co量和晶粒粗细而变化

图5 WC-Co合金粘结相硬度与时效时间的关系
(2)涂层工艺 国内外生成TiC涂层刀片的工艺和设备大同小异,共同的特点是将经过处理的硬质合金刀片置于沉积反应室内,然后用H2作载体,将TiCl4和甲烷引入反应室内进行沉积反应。反应温度大致控制在1000℃左右,加热方式几乎都是采用同一高频感应加热,沉积压力大多采用负压。虽然在常压下也能沉积出质量好的涂层,但采用负压沉积效率高,涂层也较均匀致密,特别是在沉积刀片的数量较多时,采用负压沉积的优点尤为显著。
(3)涂层厚度 国内外生产的涂层刀片,其TiC涂层的厚度一般在5~8μm,TiN涂层较厚,在8~12μm范围内。
(4)涂层基体 涂层刀片的使用性能受基体成分的影响很大,涂层刀片基体应满足以下一些要求:①有良好的韧性和抗塑性变形性能。②有高的硬度。③其化学成分要与涂层材料相匹配,相互黏结应牢固。④要在高的沉积温度下不受损害。⑤其膨胀系数要与涂层材料相近。⑥有良好的导热性。
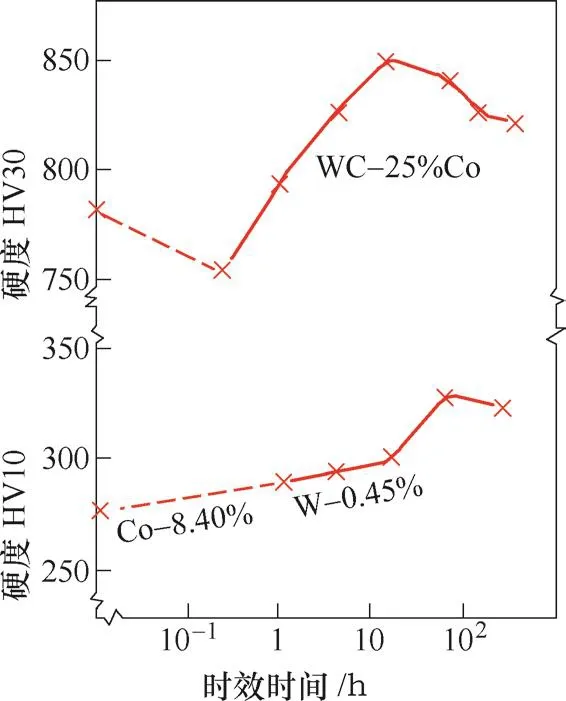
图6 WC-Co合金硬度与时效时间的关系
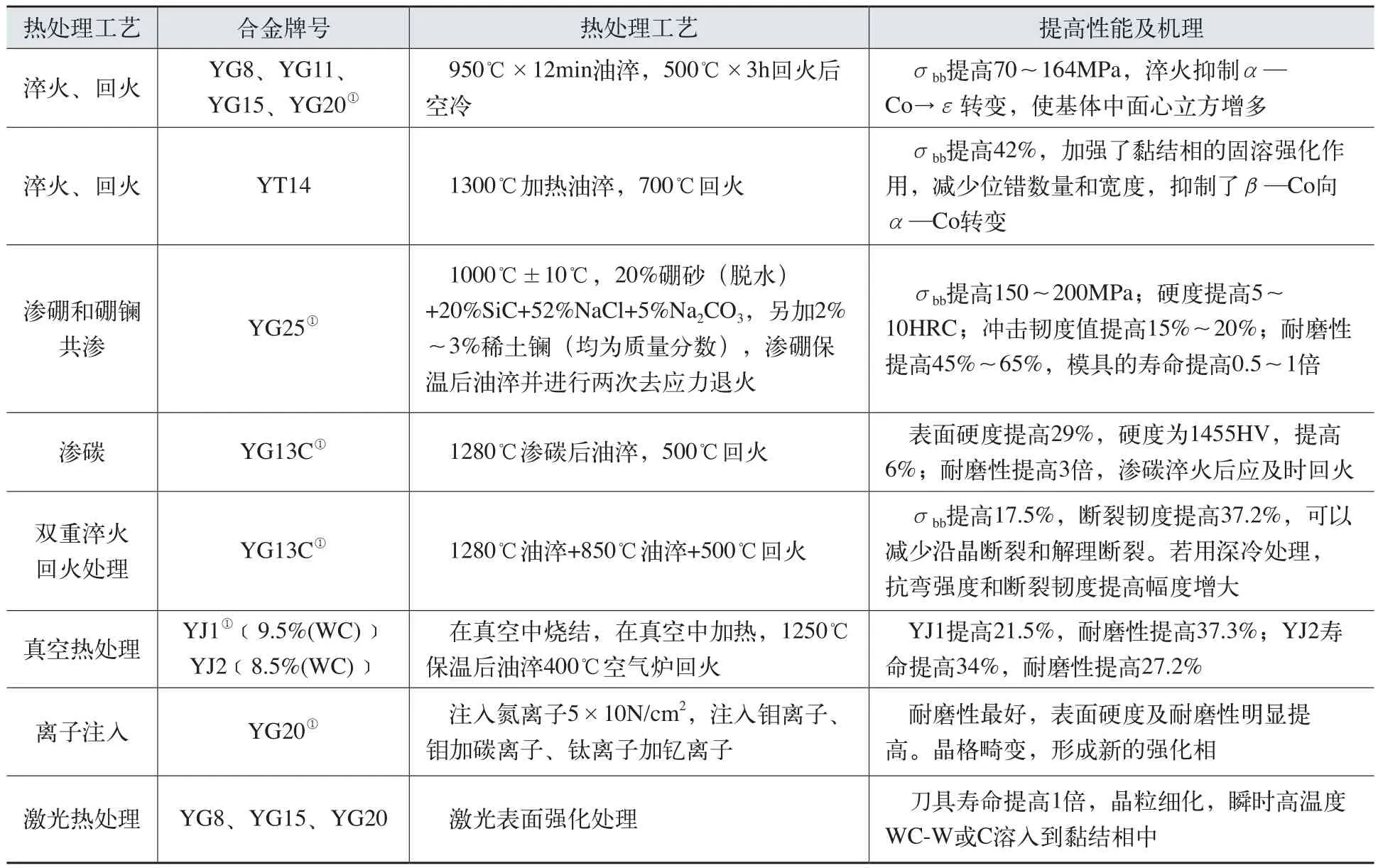
表2 硬质合金典型热处理工艺
在加工钢材料时,宜选择WiC-TC-Co或WC-TiC-TaC-Co类合金;加工铸铁或有色金属时,宜选用WC-Co合金。加工的材料不同,对涂层合金基体的要求也不同,意思说,涂层也应该个性化,任何一种热处理工艺都不是万能的,只要在特定的条件下才能发挥最大的功效。
5. 硬质合金在工模具生产中的应用
(1)在切削刀具领域 硬质合金在800~1000℃的高温下仍保持优异的切削性能,适合于高温下的快速切削,对提高经济效益有现实意义,所以,它正在逐步取代高速工具钢制刀具。2017年来,不仅在车刀、刨刀、镗刀、三面刃铣刀、模具铣刀、端铣刀等方面得到广泛应用,而且随着智能制造、工业4.0的不断推广,硬质合金刀具的应用前景更加广阔,展望未来刀具材料无疑是硬质合金的天下。
(2)在模具领域 各种钢丝的拉丝模、拔丝模基本上都是硬质合金制造的,制造拉链牙的级进模选用YG8、YG15硬质合金制造大直径的拉深模、YG20C硬质合金制造多工位的级进模。无磁模一般选用YG15、YG20硬质合金制造,YG8经氮离子注入处理的拉丝模使用寿命提高1倍多。总之,硬质合金在模具中的应用越来越普遍。
在量具及其他工具行业亦有应用,不再详述。
6. 结语
硬质合金经适当的热处理后,虽能提高一点硬度,但考虑到热处理时间比较长和有损于抗弯强度,所以热处理要有一定的针对性。表面涂层强化拓宽了硬质合金使用的新途径,对涂层基体、材料、工艺、厚度也应该个性化。
[1] 《国外硬质合金》编写组.国外硬质合金[M].北京:冶金工业出版社,1976:517-521.
[2] 张玉庭.热处理技师手册[M].北京:机械工业出版社,2007:975-977.
[3] 北京电机工程学会.工模具材料应用手册[M].北京:中国轻工业出版社,1985:72-75.
