MCGS与西门子PLC在大齿圈润滑控制系统中的应用
2018-03-22段谟喜孙益敏
段谟喜 ,孙益敏
(江西铜业集团公司 贵溪冶炼厂,江西 贵溪 335424)
1 引言
干燥窑作为冶金行业的一种大型常用设备,负责物料的干燥和输送,大齿圈是干燥窑的传动装置,该齿轮的润滑状态严重影响设备的运行。备料车间大齿圈此前采用油浴润滑,由于惯性的作用,运行的时候,油从齿轮上顺着筒体滴到地面上,污染环境。为了加强现场治理,后来改为开式齿轮油,由于此油粘度大,引起干燥窑振动大。为了解决振动问题,车间在前几年改为喷雾润滑,效果不错,既解决了现场卫生,也解决了振动问题。两套大齿圈润滑系统自2000年投入使用以来,一直使用较正常,但随着时间的推移,元器件老化、损坏,又是采用原始的继电器控制[1],自动喷油系统故障较高,越来越难以满足生产的需要,更新改造势在必行。本文以喷油控制系统为例,介绍MCGS触摸屏和S7-300PLC在干燥窑大齿圈润滑控制系统中的应用。
2 干燥窑大齿圈润滑工艺
2000年干燥窑大齿圈上安装了一套SP4型自动喷油装置[2],该装置的工作原理:通过气动阀和液压泵的作用把润滑油进行雾化处理,然后喷射到大齿圈上,雾状的润滑油覆盖在齿轮上,使齿面形成一定厚度的油膜,保护齿轮的润滑效果,并在喷射结束后,再延长喷气3~5s,保证低温下喷嘴不会被油堵塞,其喷射润滑工作原理见图1。

图1 喷射润滑工艺原理图
3 控制系统的选择
由于原继电器式控制系统故障较高,存在润滑不良的安全隐患,为了保证大齿圈的正常润滑,决定把继电器控制系统改为PLC和触摸屏控制。根据车间内其他控制系统的使用情况和操作习惯,考虑到以后维护和备件的管理问题,决定采用相同品牌的触摸屏和PLC进行控制。这样可以更好地保留操作习惯,容易学会,并预留与DCS通讯接口,为以后工厂智能化做准备,纳入到车间生产监控系统中。
控制系统软件由触摸屏与PLC编程软件组成,触摸屏选用北京昆仑通态公司的MCGS自带组态软件包,它具有与主流PLC兼容性高等优点。系统硬件主要由西门子PLC;温度、水分传感器;油压传感器;管路加热装置;油泵;气泵;电磁阀;电机保护等组成。按照喷油控制流程要求,分别设计手动、自动、调试三种控制方式。传感器将测量参数送至PLC模块[3],再由程序完成多路测量信号的实时显示与报警,同时通过以太网通讯将PLC数据送到上位机触摸屏,触摸屏负责喷油控制的监控与操作。
4 程序设计
4.1 组态软件的界面设计
MCGS 组态软件负责设备的操作、控制,提供设备的状态监控和设备故障记录查询,触摸屏画面由工艺流程、参数修改、调试、报警等画面构成,主画面如图2所示。
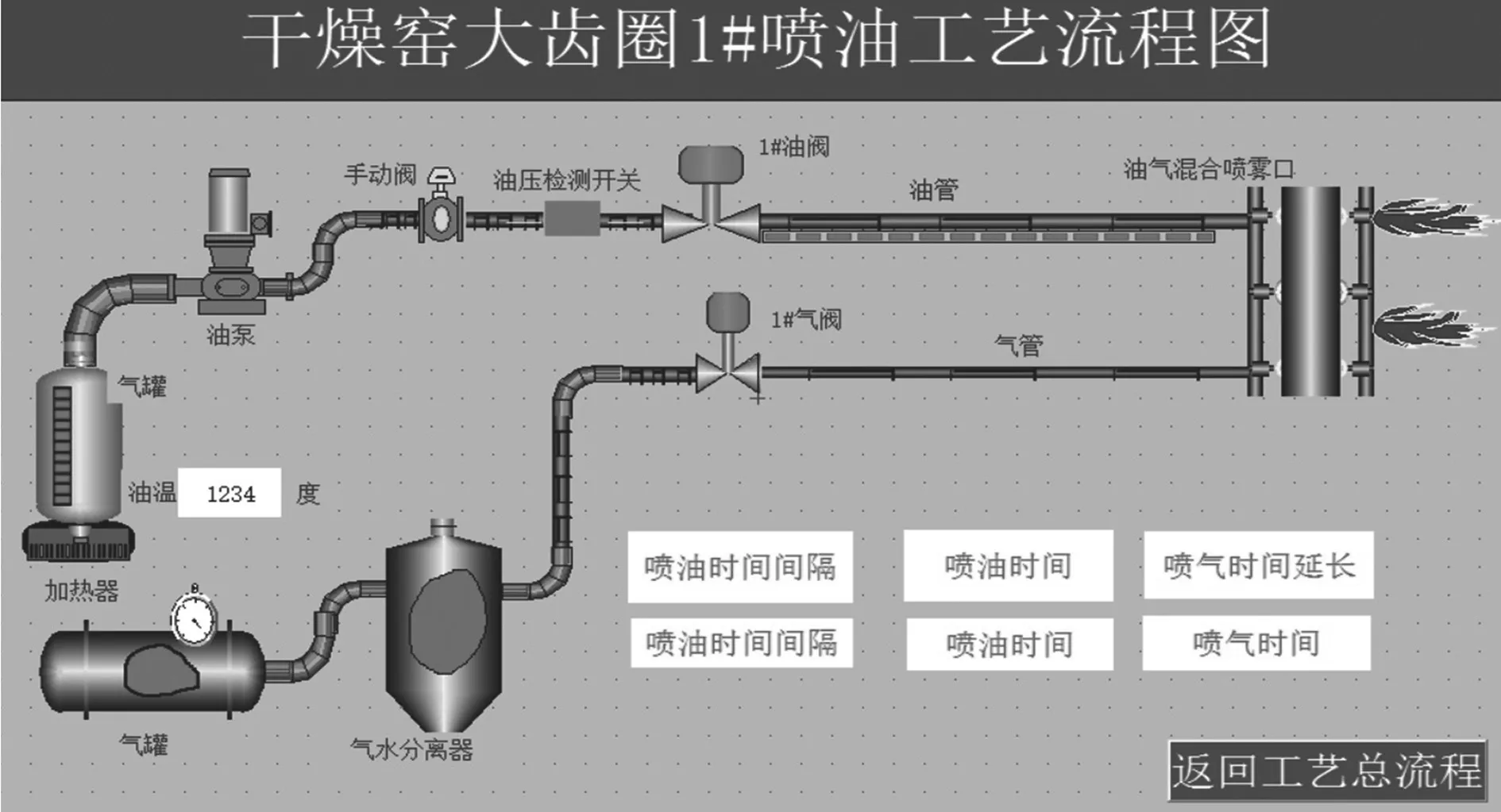
图2 触摸屏画面
4.2 PLC程序设计
程序采用模块化设计,思路清晰,对于功能相同的设备,编写为功能块FB,便于重复调用,设备控制方式分为自动、手动、调试[4]。其工艺流程:正常工作为:来自设备运行允许→设备启动→设备自检→仪表自检、季节判断、油温度、品质判断→气路吹扫→运行开始后第一次滑润、时间20s→时间到后按照周期和润滑时间循环;如需停机,停机信号发出后,润滑20s→延迟30min关机。由于采用触摸屏进行可视化控制,喷油周期各项参数和时间控制可自由设置。控制逻辑关系图如图3。

图3 控制逻辑关系图
4.2.1 Pt100与模块的连接及设置
PLC控制器选用CPU314C型,自带PT100温度检测模块(默认温度量程:-200℃--850℃),Pt100与模拟量模块的接线方式根据端口连接图确认。此CPU采用二线制测量电阻,适合测量精度低一些的场合,在软件设置的输入通道选择RTD-2L,测量范围显示:Pt100标准[5]。通常情况下,Pt100设计成四线制形式的,测量精度更高。设计方法是:在两线制Pt100的每一端分别接出两股屏蔽线。
4.2.2 PT100模拟量程序的编写
编写模拟量程序时,可以采用西门子自带的模拟量[6]转换块处理,但此CPU中对PT100的参数有默认数据,其数据可以这样处理:直接读取PIW数据后,先转化为整型,再转化为双整型,然后转化为实型,最后除以10.0即为温度值,程序如下。
L PIW 108 // 读取AI地址108的数据;
ITD //转换整型;
DTR //转换实型,并送入ACC1寄存器;
L 1.000000e+001 // 装载10.0到ACC1寄存器中,原来ACC1中的数据自动送入ACC2寄存器中;
/R //ACC2除以ACC1并把结果送入ACC1中;
T MD 10 //把结果ACC1中数据送入MD10。
4.3 触摸屏与PLC的通讯
MCGS触摸屏与PLC的通讯方式有许多方式,本设计中采用以太网通信[7],在通讯前需要设置通讯IP地址,触摸屏IP地址可以在MCGS触摸屏软件中设置,也可以在触摸屏系统中设置。当在触摸屏系统中设置时,设置如下:在进入系统之前,点击画面进入系统设置,在IP地址设置框内填写IP,可以随意设置,子掩码保持系统默认。然后回到PLC编程软件,进入硬件设置,在PLC地址栏内设置与触摸屏一样的IP,最后一位不同就可以,确保两台设备处于同一子网内,下载程序,连接网络就可以通讯。
5 结语
MCGS组态软件与西门子PLC的组合构成的控制及监控系统,在喷油系统中获得了较好的应用,实现了控制、监控、报警提示、历史趋势显示和设备调试等功能,改造后的控制系统自动化程度高、运行可靠、使用方便等优点。
[1]王松美.回转干燥窑大齿圈自动喷油系统的控制[J].电工技术,2002(11):56.
[2]王永祥,王智祥.回转干燥窑大齿圈润滑技术的改进[J].机械 ,2002, 29(S0):247-248.
[3]包建华.基于MCGS组态软件的空压机组监控软件开发[J].测控自动化, 2007(7):36-38.
[4]段谟喜.西门子S7-300 PLC在天然气热风炉中的应用[J].铜业工程,2016(6):88-90.
[5]李成春,郭琼.基于西门子PLC 温控调速系统的设计[J].湖南工业职业技术学院学报, 2014(4):10-12.
[6]丁欣, 等.基于PLC和PT100的闭环温度控制系统的设计[J].企业科技与发展, 2016(1):37-39.
[7]邹伟.基于MCGS组态软件的上位机控制系统设计[J].制造自动化,2008(12):103-108.