拉深类冲压零件表面起皱的原因分析及解决方案
2018-03-20李先艳邓浩东赵威格力电器武汉有限公司
文/李先艳,邓浩东,赵威·格力电器(武汉)有限公司
由于冷冲压件具有质量稳定、互换性好、节约材料、生产效率高等特点以及能够加工出壁薄、重量轻、刚性好、形状复杂的零件,因此在航空航天、机械、电子信息、交通、轻工、暖通空调、仪器仪表等行业均被大量应用。暖通空调行业中空调外机产品的外观件绝大部分由冷冲压件构成,冷冲压件分为拉深类零件和非拉深类零件。拉深类零件表面起皱的质量问题较为频繁和突出(图1),严重影响产品的生产质量,因此如何解决拉深类零件起皱具有重要研究意义。

图1 拉深类零件起皱
工程概况
拉深类零件的材料选用国家标准牌号08AL型号的热镀锌板,08AL是含碳量为0.08%优质碳素结构钢的铝脱氧镇静钢冷轧板,广泛应用于需要有良好的成形性和塑性但强度要求不高的产品中,如家用空调产品中的面板、外罩、顶盖等拉深类零件。本文选取家用空调产品中的面板作为分析对象。
面板在拉深成形过程中,主要受到原材料与模具性能的影响。其中拉深成形过程中模具性能主要包括:凸凹模成形面的压料力、拉深面的锥度、拉深面的阻料筋、拉深面的高度等。
要素分析
凸凹模成形面的压料力
面板简化后的模型如图2所示,实际生产中常用以下公式计算压边力的大小:P=K×L×t×σb;
式中K—系数,K=0.5~0.8;L—盒形件区域周长;t—材料厚度;σb—材料的抗拉强度。
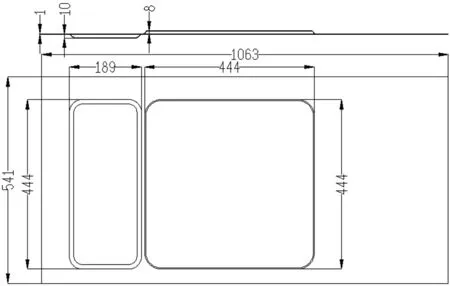
图2 面板简化后的模型
通过AutoCAD软件计算,面板简化后模型的盒形件区域周长L1=1210mm和L2=1700mm,零件的厚度t=1.0mm。通过查询材料学资料,08AL型号热镀锌板的抗拉强度σb为280~350MPa,这里K取0.5,σb取 350MPa。
把已知条件带入以上公式得:
P1=K×L1×t×σb=211750N;
P2=K×L2×t×σb=297500N;
P=P1+ P2=211750+297500=509250N;
可以将面板的压料力取整数值为500kN。
在其余对面板起皱影响因素相同条件下,在不同压力条件下进行试验,不同的压力可以通过更换不同受力弹簧或者采用氮气弹簧实现。汇总完毕后的试验情况如表1和图3所示,通过表1中的数据可以得出,在理论计算压力下,板料受模具的压力越大,起皱越不明显,当压力升到一定值后,起皱现象消失。
拉深面的锥度
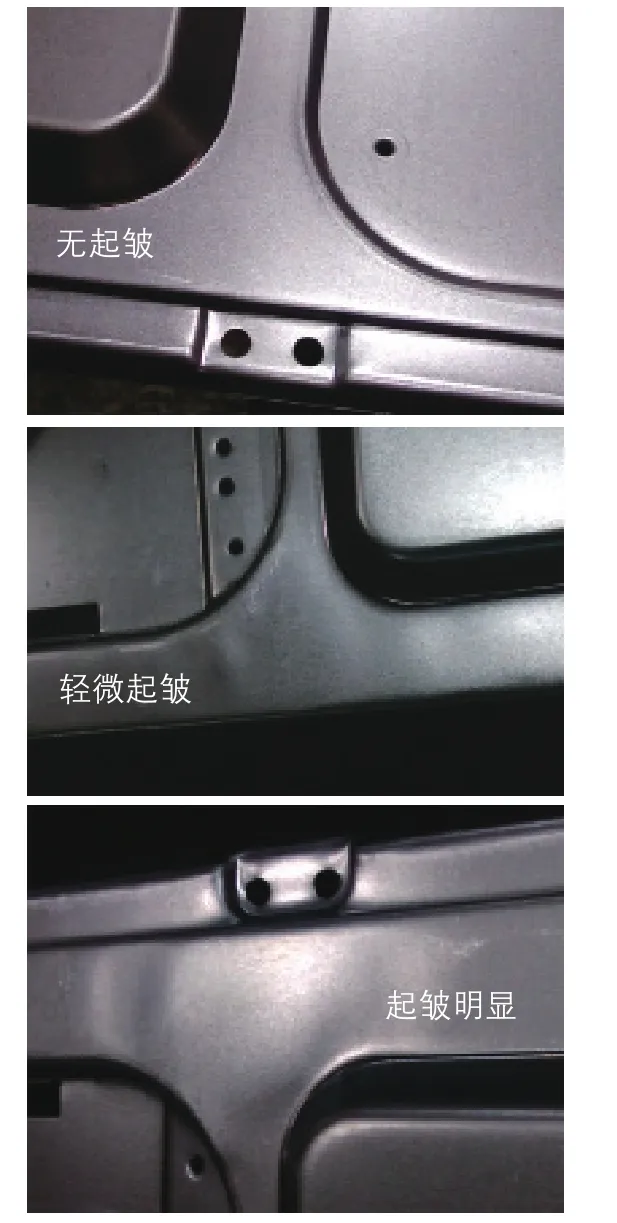
图3 面板起皱试验情况
在其余对面板起皱影响因素相同条件下,通过更换面板不同的成形面锥度A,也出现不同的起皱情况,如表2和图4所示。在后续生产过程中,满足产品设计前提下,尽量将成形面的锥度加大来降低面板起皱的问题。
拉深面四周增加阻料筋
面板在拉深过程中,拉深面四周的材料会通过塑性变形转移到正在拉深的表面,而塑性变形一旦失稳,就会出现起皱的现象。通过在拉深面四周增加阻料筋来防止塑性变形失稳的问题,同步可以解决面板表面起皱的问题。拉深面四周是否增加阻料筋的试验结果如表3和图5所示,通过试验结果可以得出,在拉深面坡度较大的情况下,可以通过增加阻料筋来解决面板表面起皱的问题。

表1 模具压力试验情况

表2 成形面的锥度试验情况

图4 成形面的锥度示意图

表3 阻料筋试验情况
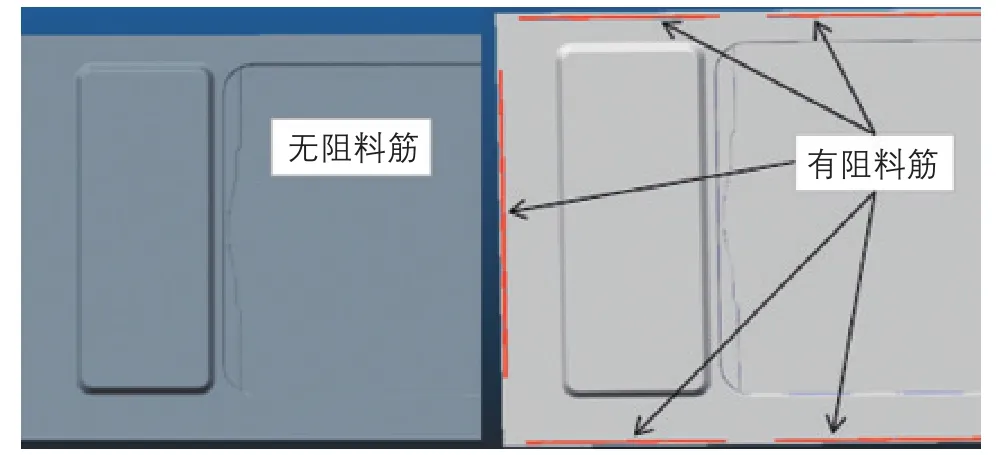
图5 面板阻料筋情况
拉深面的高度
面板在拉深过程中,拉深面的高度越高,材料通过塑性变形转移到正在拉深的表面难度越大,塑性变形出现失稳的状态随之出现,面板出现起皱的现象逐步呈现。不同拉深面的高度试验结果如表4和图6所示,通过试验结果可以得出,在满足产品设计的要求下,应尽可能地降低拉深面的高度来解决面板表面起皱的问题。
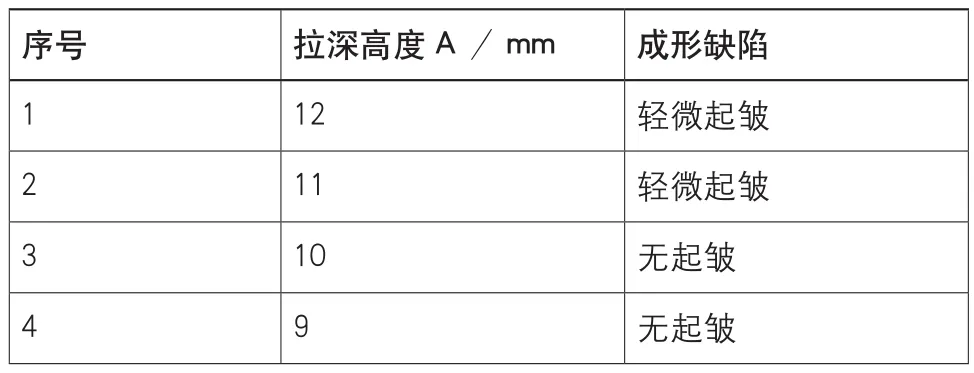
表4 拉深高度试验情况
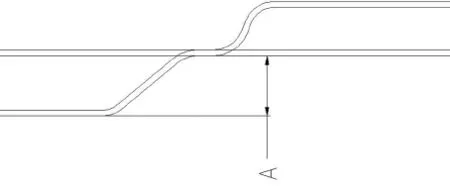
图6 拉深高度示意图

图7 正常生产的产品
结束语
本文通过现场的实际验证,对凸凹模成形面的压料力、拉深面的锥度、拉深面是否有阻料筋、拉深面的高度等不同的影响因素进行对比分析,得出相应的生产参数,达到生产出合格产品(图7)的要求,为空调行业中拉深类的冲压零件表面起皱问题提出了解决方案。
