搅拌摩擦焊技术在铝合金螺旋管中的应用
2018-03-19宿国友余爱武范正昌邬舟平张春峰
宿国友 ,余爱武 ,范正昌 ,邬舟平 ,张春峰
(1.上海航天设备制造总厂,上海 200245;2.上海航天电能装备有限公司,上海 200245)
0 前言
英国焊接研究所Nicholas认为,搅拌摩擦焊(FSW)工艺是自激光焊接问世以来最引人瞩目的焊接方法,它的出现将使铝合金等有色金属的连接技术发生重大变革[1]。随着世界范围内对搅拌摩擦焊技术的持续研究,其在铝合金等有色金属连接中的优势明显,主要有:焊接过程热循环温度低,接头强度系数高,焊接应力和变形小,不产生熔焊接头缺陷,更适合全位置焊接;焊接过程中的锻造行为使焊接接头组织得到重结晶细化;焊前、焊后辅助工作减少,生产成本大幅度降低;焊接参数全部靠机床保证,焊接过程稳定性强;无烟尘、无光辐射、无飞溅、无噪声等有害环境。上述优点使得搅拌摩擦焊在工业领域的应用范围迅速扩展,例如:在船舶和海洋工业中主要应用于快艇、游船等的甲板、侧板、防水隔板、船体外壳等主要构件;在航天领域主要用于运载火箭燃料贮箱、发动机承力框架、载人密封舱等结构;在航空工业中主要应用于飞机蒙皮、飞机壁板和地板连接、外挂燃料箱等产品[2-6]。
我国电力行业大量使用铝合金结构件,在应用搅拌摩擦焊技术方面做了许多有益尝试。先是在国外产品国产化过程中,由国内加工厂家完成铝合金散热器等产品焊接,近两年又采用搅拌摩擦焊工艺成功试制了铝质通电导体[7]。筒体是电力产品的重要构件,一般工作时内部充入一定压力的SF6气体,焊缝的强度和气密性是保证筒体性能的关键。目前制造筒体的方法有3种:挤压型材管,适用于小直径筒体产品;纵缝+环缝焊接管(以下称“纵缝管”),适用于大直径筒体产品;螺旋形焊管(以下称“螺旋管”),适用于大直径筒体产品。制造大直径筒体均采用焊接方法,分别是纵缝管和螺旋管两种方案。两者比较如下:①工作应力。纵缝管承压时,纵缝应力是环缝的2倍,螺旋管焊缝的应力介于纵缝和环缝之间,故螺旋管焊缝允许更高的工作压力。②生产效率。纵缝管生产中,板材成型、纵缝装夹焊接、校圆、环缝装夹焊接等工序分别由不同工位完成,生产效率较低;螺旋管生产使用专用设备,板材成型、焊接同时进行,且管材无需校圆,生产效率高。③生产设备。纵缝管生产所需设备均为通用设备,并需要根据筒体规格研制专用焊接夹具;螺旋管生产需要专用设备,无需额外焊接夹具。
综上所述,螺旋管应力水平低、生产效率高,适合制造大直径筒体类产品。在此针对铝合金螺旋管开展工艺试验和产品试制方面的研究。
1 实验材料及方法
1.1 实验材料
工艺试验采用10 mm厚度5083H112板材,材料化学成分如表1所示。
1.2 实验方法
采用搅拌摩擦焊,螺旋管焊缝接头形式为对接接头,螺旋管成型直径φ1 200 mm。本次试验采用10 mm规格铝合金对接接头,双面焊接工艺,如图1所示。

表1 5083材料化学成分Table 1 Chemical composition of 5083 metal %
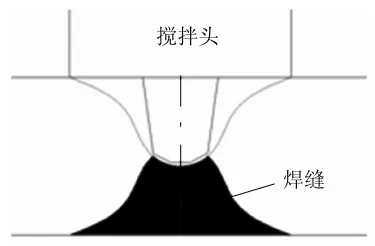
图1 试验接头示意Fig.1 Schematic diagram of test joint
搅拌头规格:轴肩直径φ19 mm,搅拌针长度5.5 mm,端部直径φ5 mm,锥度16°,圆锥螺纹。试验工艺参数:搅拌头旋转速度900~1 200 r/min、焊接速度 400~600 mm/min,焊接倾角 2.5°,压入量0.3~0.5 mm。焊后对焊缝进行拉伸和弯曲实验,并截取3 m长螺旋管进行水压试验和气密性试验,试样加工及测试按NB/T47014《承压设备焊接工艺评定》要求执行。
2 实验结果和分析
不同焊接工艺参数下得到的焊缝的室温抗拉强度和弯曲试验结果如表2所示。
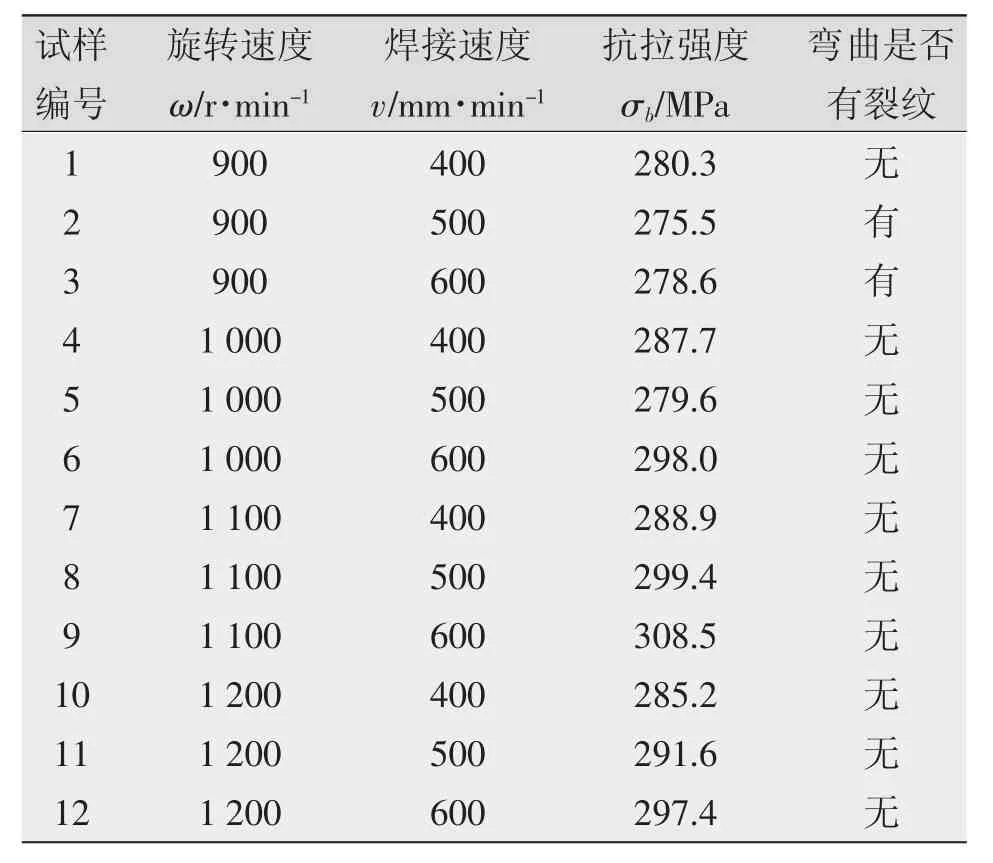
表2 试验结果Table 2 Test results
搅拌摩擦焊技术的主要参数包括:搅拌头转速、焊接速度、焊接倾角和压入量,其中搅拌头转速和焊接速度是两个重要参数,对搅拌摩擦焊接头的质量和性能影响显著。
当搅拌头转速偏低时,焊接热循环峰值温度低,材料流动性不佳,材料转移不充分或者转移到搅拌头后侧的材料结合力差,因此获得的焊接接头抗拉强度较低,塑性较差(折弯时出现裂纹);搅拌头转速高,焊接热循环峰值温度高,材料流动性好,材料转移充分,焊接接头抗拉强度高,塑性好。但转速过高会导致热循环温度过高,材料退火严重,降低焊接接头机械性能。
焊接速度是影响焊缝热量输入的又一重要参数,是决定焊接接头性能的重要因素。焊接速度高,焊接线能量低,焊接热循环温度低,材料流动性差;焊接速度低,焊接线能量高,焊接热循环温度高,材料流动性好。
搅拌头转速和焊接速度相互关联,如配合不当会造成接头性能偏低,甚至出现隧道、犁沟等缺陷。
本次试验搅拌头转速1 100 r/min、焊接速度600 mm/min时所得接头性能较好,抗拉强度达到308 MPa,折弯测试未出现裂纹。拉伸及弯曲试样如图2所示。
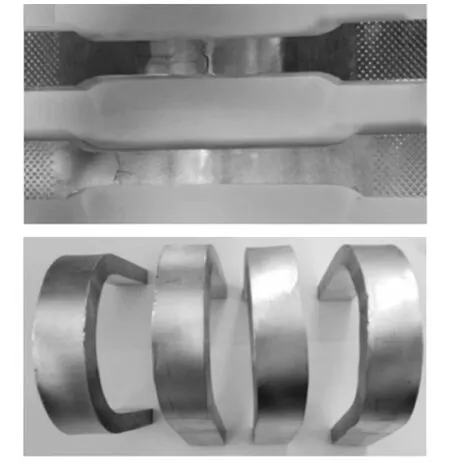
图2 拉伸及弯曲试样Fig.2 Tensile and bending samples
螺旋管水压试验。采用3MPa压力,保压5min后检查所有密封部位,无泄漏、无可见变形,且试验过程中无异常响声。
螺旋管密封试验。检漏罐抽真空到200 MPa,充入0.48 MPa的氦气,继续将检漏罐抽真空至1 MPa,然后打开检漏阀进行氦质谱检漏。结果显示,漏率为1.51×10-5Pa·m3/s,计算年漏气率小于等于 0.01%。
3 铝质螺旋管产品
螺旋管焊缝的焊接是连续过程,采用传统的夹具设计无法满足要求,因此螺旋管搅拌摩擦焊设备必须采用背部连续支撑方案。本项目中螺旋管成型焊接一体化设备采用内外焊错位支撑焊接方案。
根据工艺方案,研制了搅拌摩擦焊螺旋管专用设备。设备集成螺旋管成型设备和搅拌摩擦焊机头,成功地将搅拌摩擦焊工艺用于螺旋铝管的加工。螺旋铝管生产设备、螺旋铝管实物和焊缝局部外观分别如图3~图5所示。
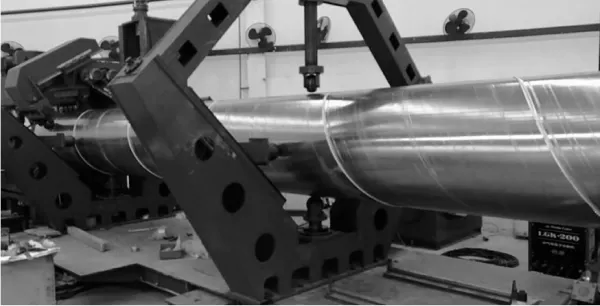
图3 螺旋铝管生产设备Fig.3 Producing equipment of aluminium spiral tube
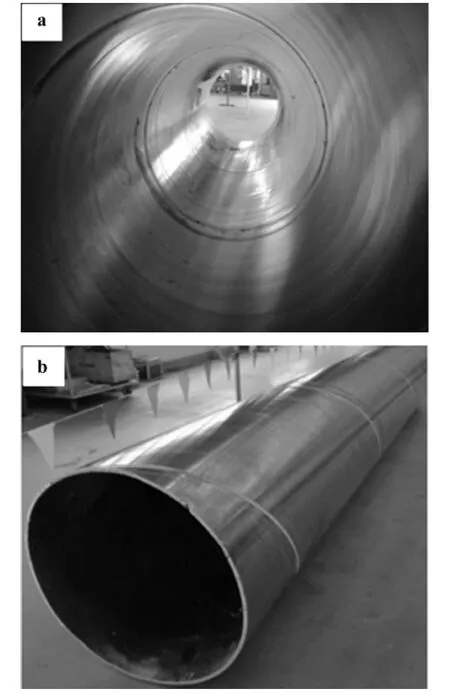
图4 螺旋管实物Fig.4 Tpiral tube specimen
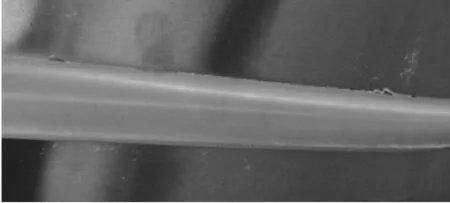
图5 局部焊缝Fig.5 Local weld
4 结论
(1)采用10 mm厚度5083H112材料开展螺旋管搅拌摩擦焊工艺研究,采用自主研制的螺旋管专用设备,结合先进的搅拌摩擦焊接技术,成功研制出铝合金FSW焊接螺旋管。
(2)通过工艺试验,得到了最佳的焊接参数,螺旋管焊缝具有优异的力学性能;且FSW焊螺旋管在3 MPa(保压5 min)水压试验下保持良好的承压能力,且年漏气率小于0.01%。
[1] 吴安如,夏长清,王少武,等.搅拌摩擦焊接技术的研究现状及其展望[J].材料导报,2005,19(4):85-88.
[2] 黄华,董士节,刘静.先进的搅拌摩擦焊技术[J].有色金属,2006,58(1):17-20.
[3] 王永景,陈文静,许莉,等.铝合金搅拌摩擦焊接头性能研究[J].热加工工艺,2014,43(17):179-181+184.
[4] 简波,倪淑凤,康占祥,等.搅拌摩擦焊接大厚度铝合金法兰框的应用研究[J].航空制造技术,2014(5):105-108.
[5] 何广忠,王锋,李军,等.搅拌摩擦焊技术在高速动车组铝合金厚板焊接上的应用研究[J].热加工工艺,2015,44(5):206-211.
[6] 栾国红,郭德伦.搅拌摩擦焊技术在中国的发展和推广应用[J].航空制造技术,2014(17):70-75.
[7] 薛根奇,胡延伟,宿国友.搅拌摩擦焊在高压封闭电器通电导体中的应用研究[J].电焊机,2016,46(9):12-15.
