大管45°固定CO2焊气保焊焊缝成形与内部质量保证的工艺研究
2018-03-19
(武昌船舶重工有限责任公司,湖北武汉430060)
0 前言
大管(如 φ159×8对接 45°)固定[1]CO2气保焊(药芯焊丝)项目是目前各级焊接技能竞赛的必选项目之一。项目技术性强、难度大,实训时投入了大量精力。本研究采用3种焊接手法,研究出一套行之有效的方法。
1 连弧焊打底
1.1 连弧焊打底的焊接工艺参数
打底采用连弧焊[2]时的焊接工艺参数见表1。
1.2 连弧焊打底焊接要点
(1)定位焊采用单面焊双面成型方法操作。定位焊作为焊缝的一部分,为保证焊缝内部质量,定位焊缝不能有气孔、夹渣、未焊透等缺陷。
(2)管子分为2个半圈由下向上焊接,起焊点要超过6点位置约10 mm。
(3)先焊左半部,后焊右半部,在右半部焊接时将接头处用凿子清理成斜凹槽,这样既可清除前半圈起弧存在的缺陷,又利于接头反面成形光顺过渡。
1.3 外观检查
(1)管子内壁成形缺陷:上部12点处凸出太多,余高超高4~5 mm(见图1a);下部有1.5 mm内凹(见图1b)。

表1 连弧焊打底的焊接工艺参数
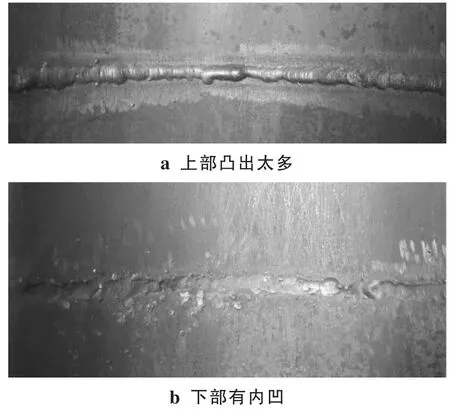
图1 连弧焊打底的内壁成型缺陷
(2)管子外壁成形缺陷:外壁焊缝中间凸起,焊缝两边有沟槽(见图2)。
1.4 试验结果分析
管子内壁下部内凹主要是液态金属下坠造成。12点处凸出太多是因为连弧焊时从6点一直焊到12点,使12点处温度集中,造成焊缝液态金属下陷。
管子外壁焊道呈中间凸起、两边深槽的主要原因是:施焊时担心内壁焊不透,电弧燃烧点始终控制在焊缝中间,虽然略有摆动,但在两侧的停留时间不够。

图2 连弧焊打底焊缝坡口中间凸起,两边有沟槽
内壁成形下部内凹、上部凸出会影响内壁外观评分。如果采用熄弧焊,可以改善温度集聚问题从而解决内壁缺陷;外壁成形呈现中间凸起两边起沟槽,盖面后两边沟槽定会出现夹渣条状缺陷影响射线,盖面还会出现焊缝超高现象。因此打底不宜采用连弧焊。
2 单点熄弧焊打底
2.1 单点熄弧焊打底的焊接工艺参数
打底采用单点熄弧焊[3]时的焊接工艺参数如表2所示。

表2 单点熄弧焊打底的焊接工艺参数
2.2 单点熄弧焊打底焊接要点
(1)先焊右半部再焊左半部。(2)果断起弧,焊丝从上坡口到下坡口,焊缝中间停留时间不得过长,然后果断熄弧,重复完成。(3)后半部收弧之前,剩下一小圆孔时应连续焊过小圆孔,否则12点钟位置反面成形会出现收弧弧坑,影响焊缝反面成形。
2.3 外观检查
(1)管子内壁:高低一致、宽窄一致,基本解决了上部焊缝金属凸出、下部内凹问题,但出现了新的缺陷——缩孔(见图3)。(2)管子外壁:仍然不太理想,还是中间凸出,两边有沟槽。
2.4 试验结果分析

图3 单点熄弧焊打底焊缝中的缩孔
缩孔是焊接过程中突然断弧,弧坑中液态金属急速冷却形成的。正常的解决方法是断弧后再引弧燃烧时将电弧的燃烧点移至熔池前端,并适当压紧电弧,熔掉缩孔,形成新的熔孔再将电弧后移,填满弧坑,然后正常向前焊接。但按这种方法施焊管壁外部中间将会更加凸出,对盖面成形造成更大困难。
3 双点熄弧焊
3.1 双点熄弧焊焊接工艺
双点熄弧焊即坡口两边熄弧法:上坡口起一次弧,熄一次弧,下坡口起一次弧熄一次弧,焊缝中间快速过渡。焊接工艺参数与单点熄弧焊一致。
3.2 双点熄弧焊打底焊接要点
(1)打底焊分4次完成,首先从6点的右边焊到3点处,从3点处焊到12点处,再从6点的左边焊到9点处,从9点处焊到12点处完成打底焊。
(2)两次熄弧方法是先在下节管坡口起弧、熄弧,然后在上节管坡口起弧、熄弧,在熄弧的同时可将燃烧点向间隙回焊一下。
(3)焊接过程中焊丝的燃烧点除6点外都应在坡口根部。其他部位的燃烧点都应在距离坡口根部2 mm处。
3.3 外观检查
采用双点熄弧焊操作方法,管内壁成形良好,有效解决了上部凸出、下部内凹问题,又消除了缩孔(见图4)。管外壁也成形良好,解决了焊缝中间凸出、两边深槽问题(见图5)。

图4 双点熄弧焊内壁成形
3.4 试验结果分析
打底焊采用采用双点熄弧法,选用正确的工艺参数和合理的焊接手法,能够较好地控制内部焊缝成形,并能保证第一道打底管外壁焊道十分平整,焊道中间还稍低于两边,这样的焊道成型对盖面十分有利,对控制焊道高度、宽度、咬口都提供了良好的条件,更重要的是消除了两边沟槽,减少了层间熔合不良而造成的缺陷。
4 3种方法打底后的盖面焊接及检验
4.1 盖面焊接
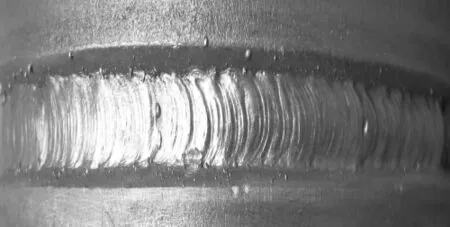
图5 双点熄弧焊外壁成形
将3种方法打底后的试样编组:连续焊打底的试样为A组,单点熄弧焊打底的试样为B组,双点熄弧焊打底的试样为C组。采用CO2气保护焊、用相同的焊接参数和焊接手法分组盖面。每种打底方法各焊2组试件。
4.2 盖面后试样的无损检验
(1)外观检查。3组管按竞赛标准测量,A组与B组焊缝全部超高,并且有较严重的咬口现象,特别是A组内壁上部凸起超过,下部有内凹。C组检验项目均符合竞赛标准要求。
(2)射线探伤检测。
对采用3种打底方式焊好的管对接接头进行射线探伤[4]。探伤结果为:A组试样全部有条状缺陷和大于0.5 mm的点状缺陷;B组试样底片中3张有两边条状缺陷,5张有大于0.5 mm的点状缺陷;C组实验的2张底片有少许小于0.5 mm的点状缺陷,无条状缺陷,6张无缺陷。
5 结论
(1)外观检验和射线探伤表明,双点熄弧焊打底工艺可获得焊缝最佳外部成形和内部质量。
(2)3种打底焊接操作手法对应3种焊缝成形,焊缝的外观成形与焊缝的内部质量紧密相关的,外观成形直接影响了焊缝的内部质量。
(3)本试验为焊接培训和教学工作积累了经验。
[1]刘云龙.焊工技师手册[M].北京:机械工业出版社,1998.
[2]余承辉.二氧化碳气体保护焊操作技术[M].安徽:安徽科学技术出版社,2008.
[3]邱言龙.二氧化碳气体保护焊快速入门[M].上海:上海科学技术出版社,2011.
[4]中国就业培训技术指导中心.焊工[M].北京:中国劳动社会保障出版社,2011.