生产线的平衡及优化研究
2018-03-17张于贤陈亚茹
张于贤+陈亚茹
摘要: 本文描述了水龙头基本的结构和生产的工艺过程,将水龙头的生产方式由原来的离散型生产变换成以流水线的方式连续生产,并重新对水龙头的组装方式以及组装工序进行了优化。计算出每个工位最佳的人员配比,使生产线平衡率尽可能地提高,经过一系列的分析及優化,生产线平衡率由原来的75.57%提高到了84.81%。
Abstract: This paper describes the basic structure of faucet and its production process. It transforms the production mode of faucet from discrete production into continuous production by pipeline, and re-assembled way and assembly process are optimized. The optimum proportion of the personnel for each station is calculated, so as to improve the production line balance rate as much as possible. After a series of analysis and optimization, the balance rate of the production line increased from 75.57% to 84.81%.
关键词: 生产线平衡;生产效率;流程程序分析
Key words: production line balance;production efficiency;process analysis
中图分类号:F273 文献标识码:A 文章编号:1006-4311(2018)08-0241-03
0 引言
生产线平衡是对生产线的全部工序进行平均化,调整作业负荷,使作业时间尽可能采用相近的手段与方法[1]。生产线平衡对于提高作业人员的工作效率、降低成本、减少在制品、提高生产应变能力、实现柔性生产具有重要的意义,通过生产线可以综合应用到程序分析、动作分析、规划分析、搬运分析、时间分析等全部IE手法,提高全员综合素质。
生产线平衡的目标主要包括两方面:减少物质、能源、时间和资金的占用与浪费;降低生产成本,降低员工的疲劳度,减少遭受损伤和工伤的概率。
我们都知道,增加资金投入与提高资源的利用率都能提高系统效益,但对于一个已经进入了稳定期的企业来说,产品的销量往往已经受到市场的限制,继续增加资本投入会产生产能过剩的现象,此时提高生产效率,节约成本则是提高企业效益的最佳选择。
1 生产率平衡的参数
1.1 节拍与瓶颈工序
工序的“节拍”(Cycle time),指的是两个连续完成相同的产品的时间间隔。在生产流程的设计过程中,如果该产线的产能是规定的,那么能不能完成这个产能就要考虑这个生产流程的节拍了。如果节拍越大,那么完成一个产品的时间就越长,标准产能就越低,如果节拍越小,说明完成一个产品的时间就越短,说明标准产能就越高。
“瓶颈”(Bottleneck),生产过程中节拍最慢的一个工序。“瓶颈”工序决定着整个生产过程的速度,影响着整个流水线的产能。流水线的改善要针对瓶颈工序,只有针对瓶颈工序的改善,整个流水线的速度才会提高,如果是针对其他,而不是瓶颈工序的改善,只会让产品在瓶颈工序积压得更多。“瓶颈”工序的改善,可从动作改善,也可以通过增加人员配比,使每个工序每完成一个产品的时间更短,每个工序的时间尽可能的相近[4]。
1.2 生产率的计算
生产线平衡率以百分率的形式来表示:
企业现场管理所追求的最高境界是使生产流水线达到“一个流”生产,“一个流”生产是指生产线内部相临上下两道工序之间的在制品在数量上任何时候都不超过紧前工序的装夹数量,在运动状态上是不间断的、不超越的、不落地的运动过程。通常而言,生产率在50%~60%之间的生产线属于粗放型生产线,生产率处于70%~85%之间的生产线属于有人为干涉生产平衡的生产线,真正实现科学管理的生产线,其平衡率将会达到85%以上[3]。通常认为,当生产线平衡率达到85%以上时,已经基本能够实现“一个流”生产。
2 水龙头生产线分析
H公司是一家生产硅胶材料的公司,其主要产品有两种:陶瓷芯水龙头(也叫快开式水龙头)和隔膜系水龙头(也叫慢开式水龙头),在这里选择了四分快开式接驳嘴水龙头进行研究。
2.1 改进前的生产线生产能力分析
四分快开式接驳嘴水龙头一共由11种零部件组成:阀杆、上瓷片、黑胶、主体、下瓷片、垫片、三爪、手柄、小蓝圈、垫黑胶、接驳嘴。11个零部件分成7个工位进行组装,组装的7个工位如图1所示。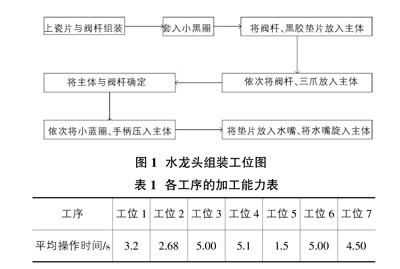
单人操作各工序的加工能力如表1。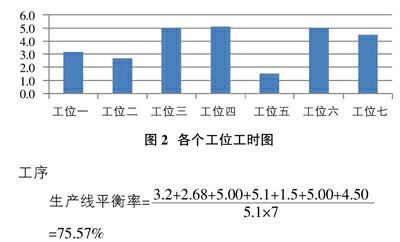
改善前每个工位单人操作的情况下各个工位工时分布图如图2。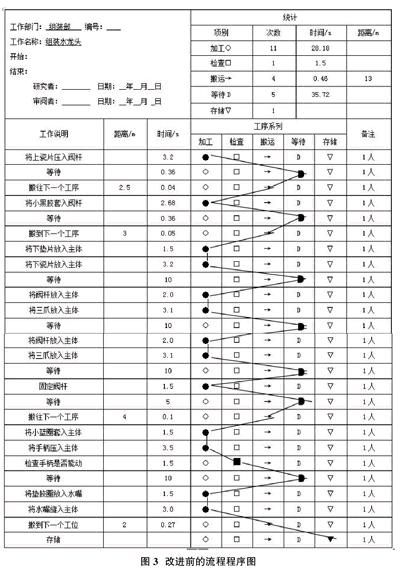
目前水龙头组装生产的方式是典型的离散式生产模式,产品都是由许多不相同零部件组装而成的,每一个零件的加工和装配过程都是相互独立。要想实现生产线平衡,就要协调控制各个零部件的生产进度,确保生产具有成套性。由以上的分析可知,工位四是该生产线的瓶颈工序
2.2 生产线平衡改进分析
2.2.1 流程程序分析
程序分析基本的工作流程有5个基本活动,加工、搬运、检查、等待、存储,由于该水龍头的生产线路线长搬运次数多,对该问题采用“5W1H进行提问,发现该企业以称重计件的方式计算工钱,每个工位的产品都需要称重再进入下一工位,如果能够将计算工钱的方式改为计时,就能取消工位之间的搬运。
水龙头组装的流程程序图如图3。
改为以计时方式计算工钱后,取消搬运,减少3次等待时间,原来的35.72s降低到25s,搬运距离大幅度的降低,搬运距离从原来的13m减少到了现在的5m,搬运时间也从0.46s降低到0.24s,其流程程序图如图4。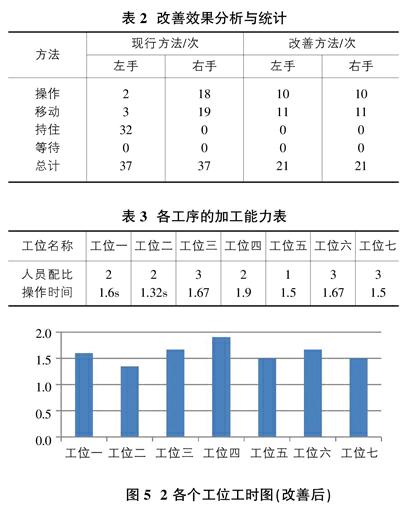
2.2.2 作业分析
现场观察发现,工人的左手持住现象比较严重,左右手操作明显不协调,且右手一直在做往复运动,调查发现这是员工的习惯问题,一般右手比较灵活。通过分析,三四工位若经过一定的改进可以实现双手操作,改进效果如表2所示。
左手动作从37个降到了21,总操作减少了56.76%;右手操作也从原来的37次减少到21次;左手动作减少了持住无效动作;左右手达到完全平衡,没有独臂式作业的存在;改善后工位四的操作时间从5.1s减少到3.8s。
2.2.3 人员配比方案
基于前面的作业分析和流程程序分析的的基础上,对水龙头的生产方式进行改善,将水龙头的生产方式变换成以流水线的方式连续生产,用秒表测时法测出每一个工位完成一个工序所花的时间,算出一条流水线下每个工位的最佳人数之比,使生产线平衡率尽可能的提高。至少要达到80%;再根据流水线的形势,按照计算出的人员配比,安排好人员的座位,操作方法,和协调好各工位的工作;最后根据员工的生产速度,计算出流水线流动的速度。得出改善后流水线的生产模式的每个工位的最佳人数比和在最佳人数配比下每个工位具体的操作时间如表3。
在这样的比例每个工位完成一件产品所花的时间是最接近的。每条传送带的速度是0.005m/s,每段传送带的距离是1m长。传送带以0.005m/s的速度运行是为了避免每个工位的产品堆积在一起,有可能会掉落,所以让产品散布在传送带上。
3 改善效果分析
经过双手作业分析改善后,瓶颈工位即第四个工位的操作时间从5.1s减少到3.8s。减少了25.5%的时间,通过流程程序分析,搬运距离大幅度的降低了。搬运距离从原来的13m减少到了现在的5m。搬运时间也从0.46s降低到0.24s组装水龙头的生产周期由原来的64.36s减少到52.12s,改善后的生产线平衡率如下:
按照流水线的形式进行组装,在最佳的人数配比改善后的各个工位的工时分布图如图5所示。
4 结论
企业实现生产线平衡能够有效地提高设备与工时的利用效率,而且还有助于生产秩序和管理秩序的有效改善,更能够为设备、人力的平衡提供保证,以确保生产安全与产品质量;均衡生产更有助于节省企业的资源消耗,降低在制品库存,从而加速企业流动奖金的周转,达到降低生产成本的目的,实现生产线平衡,使企业的产品生产事半功倍。
参考文献:
[1]孙建华,高广章,蒋志强.生产线平衡的手段与方法研究[J]. 成组技术与生产现代化,2004(04):34-36.
[2]杨洁丹,汤铁装,李卫荣,刘伟光.生产线均衡改进研究[J]. 绿色科技,2011(03):180-183.
[3]孙建华,高广章,蒋志强.生产线平衡的手段与方法研究[J]. 成组技术与生产现代化,2004(04):34-36.
[4]易树平,郭伏.基础工业工程[M].北京:机械工业出版社,2013.
