轨道式自动投饲系统设计与试验
2018-03-16罗艳媚俞国燕
刘 思,罗艳媚,俞国燕
(广东海洋大学机械与动力工程学院,广东省海洋装备及制造工程技术研究中心,广东 湛江 524088)
工厂化水产养殖中的饲料和劳动力成本是养殖的主要成本[1-3]。为了提高饲料利用率、降低劳动生产力,国外如芬兰、挪威、丹麦等水产养殖强国均开发了系列化的工厂化养殖自动投饲系统[4-9]。随着工厂化养殖的迅速推广,国内近年来虽然也研发了轨道式[10-13]、气力输送式[14-16]、标准化池塘养殖式[17-19]等投饲系统,但大部分工厂化养殖企业依然采用人工投喂或简易投饵机,存在投饵不准确、饲料利用率低、抛撒不均匀、人工上料费时费力等问题[10],难以适应工厂化养殖的快速发展。因此,研发不同类型的机械化、智能化、精准化自动投饲系统尤为重要[10-11,20]。针对室内工厂化养殖车间布局和自动投饲需求,本文研发了一种基于可编程逻辑控制器(PLC)的轨道式自动投饲系统,具有操作简单、使用简便、投饲均匀、精度高等优点,可实现上料、行走、投饵于一体的定点、定时、定量全自动化饵料投喂,且运行状态和历史数据可实时查询等功能。
1 系统结构及原理
系统总体结构包括上料机、导料管、下料斗、导轨、行走小车、电感式接近开关、限位开关、下料装置、抛撒装置、称重传感器、PLC、触摸屏和变频器等(图1)。按照功能可将系统分为上料装置、行走装置、投饲装置和控制装置4个部分。图2为自动投饲机实物图。
1.1 上料装置
上料装置由上料机、导料管和下料斗组成。上料机选用型号为AL700G的分离式真空吸料机,尺寸大小为37 cm×30 cm×56 cm。采用真空上料方式,通过继电器控制上料机通电来启动上料主机,利用PVC内丝螺旋导料管周围产生的气压差将饲料从储料桶传输到下料斗。
1.2 行走装置
行走装置由导轨、行走小车、电感式接近开关组成。本系统选用型号为HW100×100的H型钢搭建出半径1.6 m、直轨2.5 m的U型导轨,响应频率100 Hz、检测距离10 mm的AUTONICS型电感式接近开关和转速为1 330 r/min的Y2-63M1-4的三相异步电机。导轨由4个立柱架设在养殖池上方,行走小车由投饵机本体支架安装在导轨内侧表面,接近开关安装于小车上,定位识别片安装于养殖池正上方的轨道。通过电机驱动减速齿轮传动组的单边双主动轮运动,从而带动双从动轮共同驱动行走小车沿U型轨道运动直至电感式接近开关感应到定位识别片时停止运动。

图1 自动投饲机结构简图
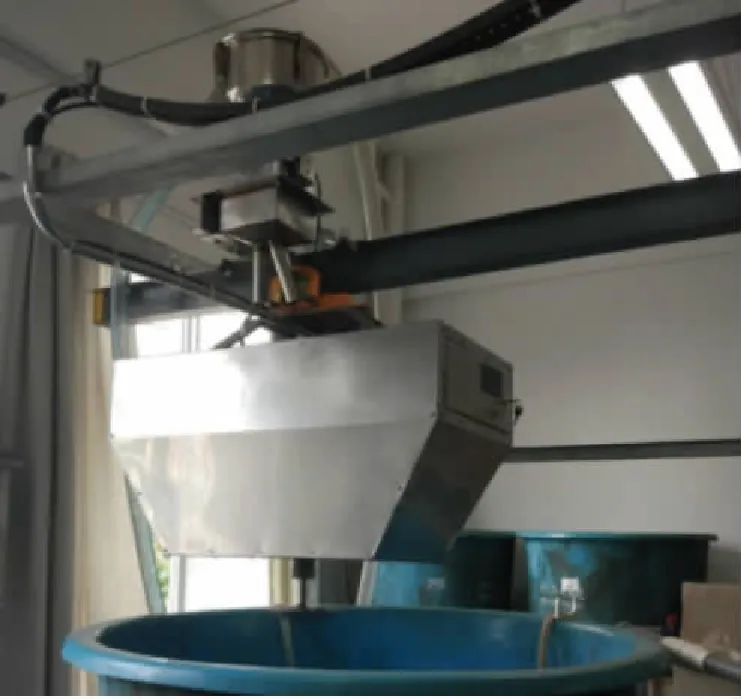
图2 自动投饲机实物
1.3 投饲装置
投饲装置由料仓、电机、螺旋轴、螺旋叶片、称重传感器和抛撒盘组成。系统设计选用:料仓(2个,容量均为26.5 L,整体流型,方形漏斗),螺旋下料装置(螺旋叶片外径D=0.080 m,螺旋叶片内径d=0.024 m,螺距t=0.064 m,螺旋轴转速n=20 r/min,物料单位容积质量λ=0.376 t/m3),SSP1022-30称重传感器。当选中指定的下料仓,开启对应的下料电机驱动螺旋轴旋转,带动饲料随着螺旋叶片落入抛撒盘,抛撒电机驱动抛撒盘旋转,将饲料均匀地投放在养殖池水面。
1.4 控制装置
控制装置由PLC、触摸屏、信号采集模块组成。系统通电后,PLC控制行走电机启动,采集限位开关、电感式接近开关的信号控制行走电机的停止,实现定点投喂。PLC通过检测称重传感器实时输出电流,经过A/D转换成数字信号来控制两个下料电机和抛撒电机的开启,实现定量、均匀抛撒。PLC通过通讯电缆与触摸屏相连,通过两者的变量链接可实现对上料电机的开启、下料量、下料池、投饲等待时间等参数的同步设置和历史数据查询等功能。
2 控制系统设计
2.1 控制系统工作原理
整个控制系统主要实现监控运行状态、控制执行部件运行、查询运行数据等功能。其中,执行部件的运行流程如图3所示。

图3 自动投饲系统控制流程图
当到达指定的投饲时间时,启动行走装置运行到设定投饵点,开启下料装置,当到达预设投饲量时,开启抛撒装置将饲料均匀抛撒在养殖池水面,之后继续开启行走装置运行到下一个投饲点,当所有投饲点投饲完毕后则返回至原点,开启上料装置上料,等待下一次投饲时间到来。整个控制系统主要由硬件、软件和人机界面组成。
控制系统以PLC为核心,输入信号4个,输出信号7个,通信接口2个。输入部分由限位开关、接近开关、手/自动切换和上料点切换组成,完成信号采集。输出部分由行走电机(正转或反转)、下料电机(1或2)、抛撒电机、上料电机和报警装置组成,完成投饵机上料、行走、下料、抛撒和复位。输入/输出(I/O)及主要编程元件地址分配见表2、表3。
2.2 硬件设计
系统硬件主要由传感器、PLC、触摸屏等组成(表1)。PLC、变频器、继电器安装在投饵机本体箱柜内,限位开关、电感式接近开关安装在投饵机行走小车上,触摸屏安装在墙壁上。

表1 控制系统硬件配置

表2 输入输出(I/O)地址分配表
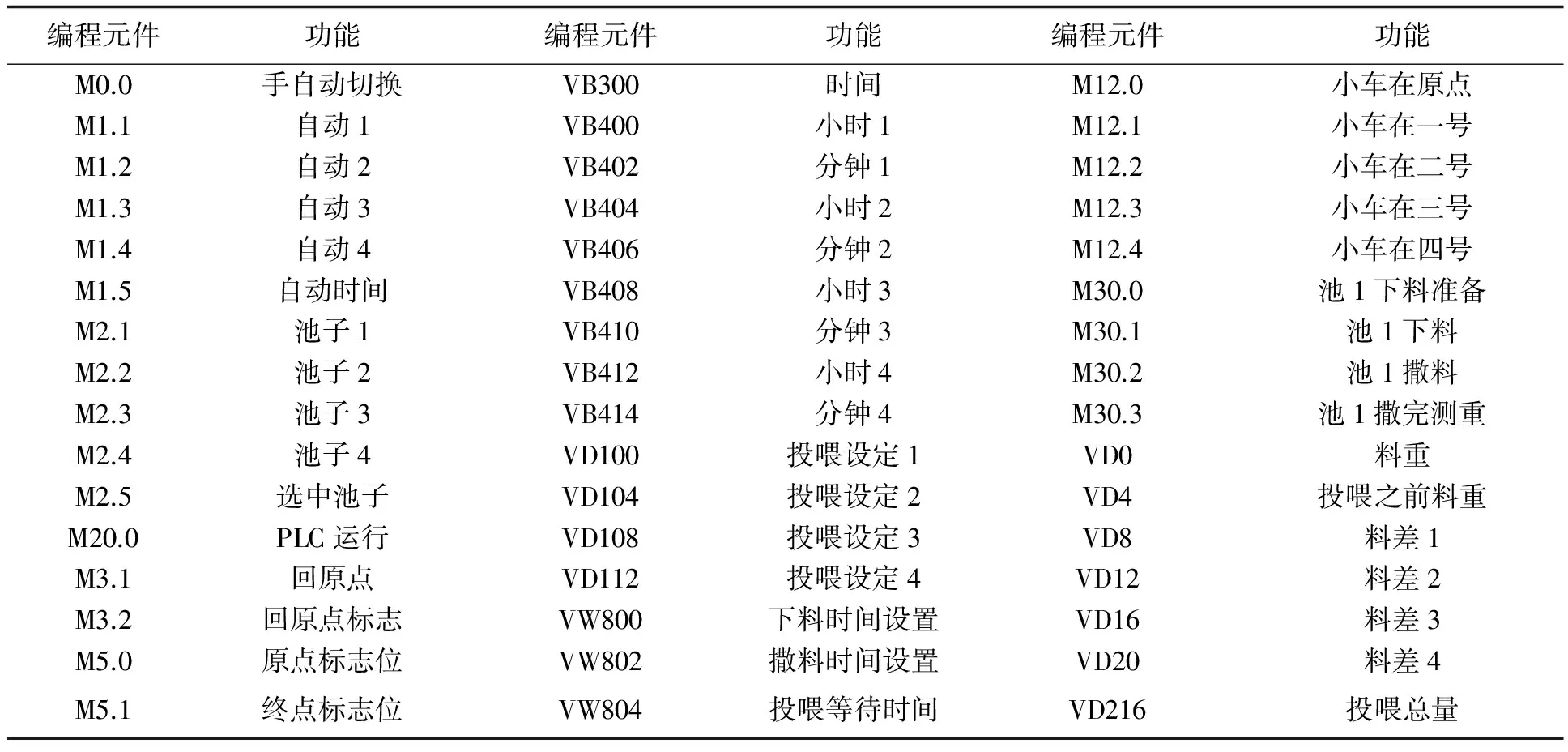
表3 主要编程元件地址分配表
2.3 软件设计
PLC软件是自动投饵控制系统的核心部分,在V4.0 STEP 7 MicroWIN SP9操作平台上运用梯形图开发,程序控制流程如图4所示。主要包括控制上料、行走和投饲3个执行部件的运行、数据采集等功能。对应PLC网络程序包括:可处理数据置位、清零、料重转换等逻辑关系的主程序,可控制投饲机前进、后退、上料电机、下料电机、抛撒电机启停等子程序。
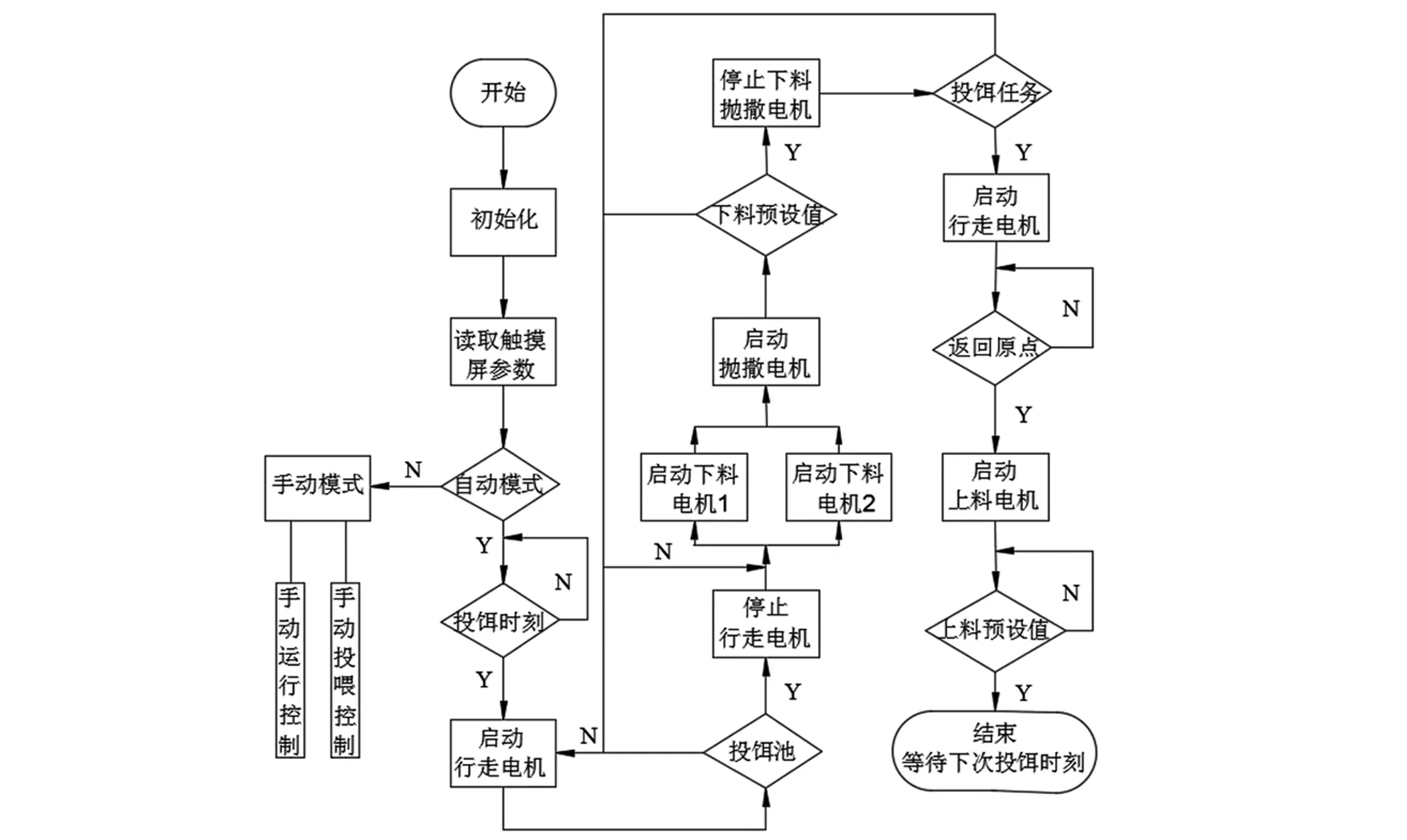
图4 控制程序流程图
2.4 人机界面设计
触摸屏采用Easy Builder (简称EB8000)编程软件开发,主要包括自动投喂参数设定、时间设定、运行状态监控、历史和实时数据查询等界面。投喂参数界面可设置4个养殖池的投喂量、2个下料电机、下料和抛撒的运行时间、投喂等待时间等。时间设定界面可设置6次不同的投喂等待时间。数据查询界面可以查询行走电机、下料电机、抛撒电机的实时和历史运行状态,投喂量和投喂次数的实时和历史数据等。
3 测试结果及分析
2015年10月,在广东海洋大学第三实验楼B104搭建了轨道式自动投饵实验平台进行性能测试,整个投饲机放置在4个立柱搭建起来的U型轨道上,轨道下方放置4个圆形的养殖池,养殖池正中央上方放置金属识别片。
对行走速度、定位精度、投饲精度和投饲速度这4个影响系统性能的主要指标进行测试。首先将投饲机设置为自动模式,4个养殖池正上方分别标记为1至4号,记录投饲机运行到1至4号的时间并反复进行7次试验,测出投饲机行走速度为18.75 m/min。再将投饲机料仓分为空载和满载,测量两种状态下投饲机运行到投饲点其实际停靠位置和预设停靠位置间的距离,反复进行5次实验并记录,从测试结果(表4)可知,投饲机定位精度在110 mm左右,基本满足自动投饲系统的定点饵料投喂要求[3]。
投饲量精度是投饲机预设投饲值和实际投饲值之间的误差,是判断定量精准投饲的重要指标。在触摸屏上设置4个养殖池的投饲量分别为0.6、0.8、1.0、1.2、1.4、1.6、1.8和2.0 kg,进行两组实验记录投饲时间和实际投饲量,从测试结果(表5)测出其投饲精度为0.5%~2.2%,投饲速度为1 kg/min左右。

表4 空载和满载状态下的定位精度

表5 投饲量精度和投饲速度
整个实验过程中,样机运行平稳,定位精度可满足投饵要求,但之所以存在110 mm误差,原因可能是:(1)金属识别片的安装略高于与电感式接近开关之间的感应距离,致使接近开关不能及时感应金属识别片,从而延迟通讯,致使行走电机未能及时停止,造成滑移距离过大;(2)行走装置所采用的三相异步电机没有紧急刹车抱闸装置,当接收到停止信号时,小车依靠变频器的制动装置减速到零这个过程会因为惯性滑移一段距离,从而影响定位精度。另外,影响投饲精度和速度的原因可能是称重传感器和电机之间的检测、反馈、执行存在通讯延时,以及下料装置控制精度不够。
4 结论
针对工厂化养殖需求开发出基于PLC的轨道式自动投饲系统,可实现自动上料、定点、定时、定量饲料投喂,实时和历史数据查询等功能,解决了人工投料劳动强度大、饲料利用率低等缺点。测试结果表明,该自动投饲系统行走速度达18.75 m/min,投饲精度在0.5%~2.2%左右,投饲速度在1 kg/min左右,定位精度在110 mm左右。但设计部分仍有待进一步提高和完善,如可采用射频识别技术提高其定位精度,增加伸缩装置来适应长距离轨道挠度变形的自适应行走小车。
□
[1] 刘思,俞国燕.工厂化养殖自动投饵系统研究进展[J].渔业现代化,2017,44(2):1-5.
[2] 田应平,杨兴,周路,等.工厂化水产养殖自动投饵系统的设计[J].贵州农业科学,2010,38(5):238-242.
[3] 袁凯.投饲机器人关键技术研究[D].上海:上海海洋大学,2013.
[4] YUKINORI M,ROSLI M K,TAN N H,et al.Demand feeding system using an infrared light sensor for brown-marbled grouper juveniles,epinephelus fuscoguttatus[J].Sains Mlaysiana,2016,45(5):729-733.
[5] ATOUM Y,SRIVASTAVA S,LIU X.Automatic Feeding Control for Dense Aquaculture Fish Tanks[J].IEEE Signal Processing Letters,2015,22(8):1089-1093.
[6] BORSTEL F D V,SUREZ J,ROSA E D L,et al.Feeding and water monitoring robot in aquaculture greenhouse[J].Industrial Robot-an International Journal,2013,40(1):10-19.
[7] ARVO-TEC.Arvo-Tec control system [EB/OL].[2015-12-15].http://www.arvotec.fi/userData/arvo-tec-2/Control-system-Catalog-2016.pdf.
[8] STORVIK.Storvik foringsrobot [EB/OL].[2012-05-12].http://storvikaqua.no/produkter/robot/?lang=en.
[9] TRANSFEED.TransFeed Feeding System [EB/OL].[2012-05-30].www.cowex.com/transfeed.aspx.
[10] 袁凯,庄保陆,倪琦,等.室内工厂化水产养殖自动投饲系统设计与试验[J].农业工程学报,2013,29(3):169-176.
[11] 崔龙旭,倪琦,庄保陆,等.基于PLC的工厂化水产养殖轨道式自动投饲系统设计与试验[J].广东农业科学,2014,41(22):159-165.
[12] 徐建瑜,王春琳,母昌考,等.一种自走式的自动投饵装置:201310634505.9[P].2014-04-09.
[13] 景新,樊树凯,史颖刚,等.室内工厂化水产养殖自动投饲系统设计[J].安徽农业科学,2016(11):260-263.
[14] 王志勇,湛志新,江涛.集中式自动投饵系统的研制[J].渔业现代化,2011,38(1):46-49.
[15] 胡昱,郭根喜,黄小华,等.基于PLC的深水网箱自动投饵系统[J].南方水产科学,2011,7(4):61-68.
[16] 郭根喜,庄保陆,王良运,等.基于PLC的远程气力输送自动投饵控制系统的设计与实现[J].南方水产科学,2008,4(6):7-16.
[17] 王志勇,谌志新,江涛,等.标准化池塘养殖自动投饵系统设计[J].农业机械学报,2010,41(8):77-80.
[18] 徐志强,王涛,鲍旭腾,等.池塘养殖自动投饲系统远程精准化升级与验证[J].中国工程机械学报,2015,13(3):272-276.
[19] 陈晓龙,田昌凤,杨家朋,等.高密度养殖池塘自动气力投饲机的设计试验[J].渔业现代化,2016,43(5):18-22.
[20] 顾靖峰.基于物联网技术的集中式自动投饲增氧集成系统装备的开发应用[J].农业开发与装备,2016(3):57-58.
