欧式铝包木门窗木材铣型分析
2018-03-15刘娟飞张司袁向东
刘娟飞 张司 袁向东
通常欧式铝包木窗的木结构铣型,尤其是压线在加工过程中,常出现因弦切纹理造成废料的现象较多,另外在四面刨铣型、喷漆打磨中经常耗时耗力,使得欧式窗的木材在加工中出材率低、加工效率较低。经过连续多年的欧式门窗加工经验统计,这其中,每年木质压线因弦切纹理被废弃的压线约占全年压线总量的15-20%,故工厂如果提高压线乃至框扇梃的利用率就能节省一笔可观的费用。
如何最大化地提高木材的出材率、如何设定设备参数提高木材深度加工的功效,这对于一个木制门窗加工企业来说至关重要。
以下我们就是通过一系列的实验对比,以及科学的木材拼接方法来解决压线出材率及加工时效的问题。
1.木材的纹理
木质门窗外饰面,通常要求为径切纹理,这就对毛坯料的纹理要求较严格,一旦出现弦切花纹则不能使用。
我们都知道,每棵树木都有年轮和木髓线,不同的切割方式,使年轮和木髓线呈现出不同的纹理花纹。

图1 木材年轮线

图2 木材木髓线
1.1 弦切
弦切是顺着树干主轴或木材纹理方向,垂直于树干断面的半径锯切。对于木材厂来说因为它是最简单、最具成本效益的方式。我们常说的“大花纹”“木纹感很强”“山水纹理”等等就是弦切纹。
1.2 径切
切割方式与木材年轮截面垂直,切割面纹理通直,木材相对来说不易变形。相对弦切和刻切,径切造成的浪费最多。成本也就最高。这种加工方式出来的木材纹理更加笔直。常见的铝包木窗、实木窗基本都是径切纹理。
1.3 刻切
切割方式与木材年轮截面垂直,切割面纹理通直,木材相对来说不易变形。这种加工方式出来的木材纹理通直,而且会带有独特的木髓斑纹。但因加工成本较高,且浪费较多,一般在木窗加工业中并不采用。

图3 弦切方式及纹理效果

图4 径切方式及纹理效果

图5 刻切方式及纹理效果
2.四面刨铣型
一般六刀轴的四面刨的刀具分布如下图,箭头方向为进料方向。刀轴转速为定值,进料速度一般在5-30m/min。

图6 四面刨的刀轴分布
2.1 进料速度对铣型质量的影响
选用同一批的红松压线坯料,在同一台四面刨上选用不同的进料速度铣型,出现的表面粗糙度不同。实验证明,表面粗糙度Ra的大小与进料速度、刀轴转速、刀齿数相关。

图7 weinig的计算软件
红松选用12m/min、5m/min的进料速度刨型后的可视面表面对比图8,可明显用肉眼看出差距,用木材表面粗糙度测量仪检测Ra值,分别为7.45um、12.37um。weinig的P500型四面刨在加工红松木压线时,最佳的进料速度为16m/min。

图 8 Ra:7.45um Ra:12.37um
2.2 木材刀具对铣型质量的影响
选用相同的规格的红松、白橡,在最佳进料速度下铣型,红松对刀具磨损较小。白橡则易使刀具出现细小的崩刃。一旦交叉使用,已经加工过白橡等硬木的刀具再次加工红松等软木时,表面粗糙度会加大。故建议:工厂在加工木材时,尽量将刀具分为软木型刀、硬木型刀,不宜混用。
2.3 可视面的加工次数对铣型质量的影响
我们通过实验来验证此影响因素。实验准备:
配置1:铣型设备U318、上刀刀具(平刨+型刀)转速6000r/min、进料速度12m/min;
配置2:铣型设备U318、上刀刀具(型面预铣+型刀)转速6000r/min、进料速度12m/min;
分别采用红松、白橡两种材质铣型,结果对比明显。
采用型刀预铣+型刀的上刀组合,可明显改善铣型质量,可减少打磨量甚至免打磨。(适用于上刀出压线可视面的情况)。

图9 红松、白橡配置1铣型效果
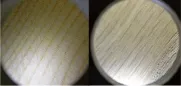
图10 红松、白橡配置2铣型效果
2.4 木材的材质对铣型质量的影响
木材的密度差异及早晚材的差异也是影响木材铣型效果的因素。所谓密度差异是不同树种木材密度的差异原因,主要取决于木材中所含胞壁实质物质的多少。
木材密度大→空隙度小→硬度高
木材密度小→空隙度大→硬度低

图11 密度大、硬度高的细胞示意图
图12 密度小、硬度低的细胞示意图
生长轮中,在生长季节早期形成的,材质疏松轻软,细胞腔较大,胞壁薄,材色较浅即为早材。晚材则是生长轮中,在生长季节晚期形成的,材质较硬实,细胞腔小,胞壁厚,材色较深。

图13 红松横切面早晚材分布
红松的气干密度为0.35g/cm3,密度较小,属轻木,质地较软。细胞壁的空隙度大,易吸收水分,引起湿涨。因木材本身的生长特点,早材与晚材的质地不同,早材处更易湿涨,形成涨筋。这就是松木易出现涨筋的原因。
白橡密度大硬度高,表层的细胞壁被破坏,切断,且胞壁实质物质较多,密度大,湿涨较少。
而红松密度小硬度低,表层的细胞壁晚材部分被破坏,早材部分被压扁,沾水后,压扁的细胞湿涨,出现涨筋。

图15 红松切削细胞示意
当红松的径切纹理,早材与晚材的距离≤1mm,切削表面粗糙度较低时,可消除涨筋。

图16 喷水后无涨筋的红松纹理

图17 放大80倍的纹理表面
3.水性漆涂覆及打磨
木窗喷漆流程一般为白茬打磨→1次底漆→打磨→2次底漆→打磨→1次面漆→打磨→2次面漆。底漆前,砂光机打磨居多;底漆后,人工打磨居多。
3.1 打磨砂纸目数
底漆前打磨又叫白茬打磨,分为两个阶段。铣型后擦水→1次打磨→二次擦水→2次打磨。白茬打磨的2次进阶砂纸的目数,各个厂家的技术员按照经验或木材表面质量选择,常没有一致性。但我们经过实验证明:红松材质,白茬打磨的砂纸进阶目数在30%为宜。即一次打磨为150#,二次打磨为180-200#时,打磨质量为佳。红松等软木需要白茬擦水2次,打磨2次,使其涨筋尽可能全部出现。白橡材质,白茬打磨的砂纸进阶目数在60%为宜。即一次打磨为150#,二次打磨为240#时,打磨质量为佳。
3.2 打磨表面粗糙度对喷漆的影响
将红松的喷漆结果:按正常工艺(除白茬打磨外,还有1底、2底、1面打磨)喷漆表面与无打磨工艺(只有白茬打磨)的喷漆表面相差不大。但存在局限性,因喷漆的木材径切表面较好,产生涨筋的几率较小。

图18 红松正常喷漆工艺与无打磨喷漆工艺对比
白橡的喷漆结果:按正常工艺(除白茬打磨外,还有1底、2底、1面打磨)喷漆表面与无打磨工艺(只有白茬打磨)的喷漆表面在放大80倍时有一定差距。

图19 白橡正常喷漆工艺与无打磨喷漆工艺对比
4.结束语
国内较多木窗厂家都存在以上问题,要想提高集成材的利用率,就要从各个环节把控表面质量,从设备、刀具、砂纸目数、铣型等多个方向解决,这样才能整体提高木材的利用率及加工效率,为工厂增加收益。
