装煤孔盖铸造工艺优化*
2018-03-13王玉琛郭锐文
王玉琛, 郭锐文
(酒钢集团西部重工股份有限公司,甘肃 嘉峪关 735100)
0 引 言

图1 装煤孔盖结构示意图
装煤孔盖是焦炉装煤后密封装煤孔的专用炉体设备[1],设计材质一般为RuT340,要求整体铸造成型。图1为酒钢集团西部重工股份有限公司近期承接的某焦化厂的装煤孔盖结构示意图。如图所示,该装煤孔盖的上表面为Φ531的平面,底部为Φ212的孔,下部外侧SR547的球面、SR547球面与Φ531面之间连接的锥面是与装煤孔座装配时的密封面。图中,SR547球面与Φ531面之间连接的锥面和Φ370平面在铸造后需要加工成型。
1 传统的装煤孔盖铸造工艺及存在的问题
1.1 传统的装煤孔盖铸造工艺
多年以来,我公司一直采用树脂砂造型工艺生产装煤孔盖。传统的装煤孔盖铸造工艺采用单件实样造型铸造工艺。如图2所示,其分型面选用Φ370平面。为了满足装煤孔盖的起模要求,特意将Φ370平面与最大外圆Φ531之间的连接面更改为加工平面,并将其与Φ370平面设计为共面。图中黑色区域为加工余量,根据相关资料[2],装煤孔盖各个需要加工成型位置的加工余量均设计为6 mm。
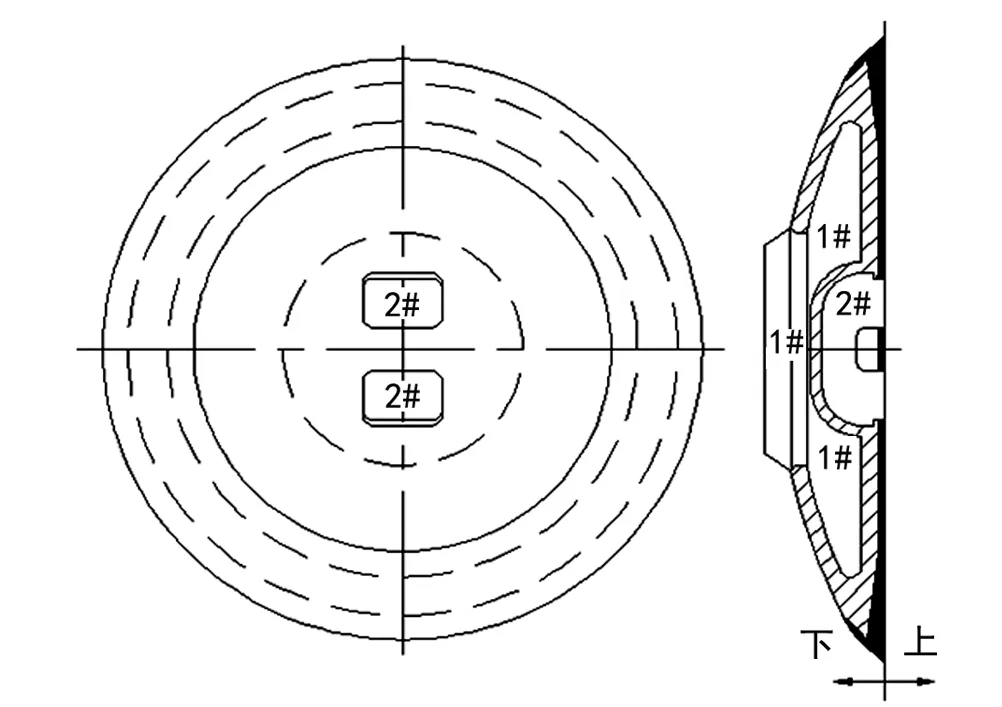
图2 装煤孔盖传统铸造工艺
根据工艺设计,1#、2#砂芯均采用整体砂芯,其中1#砂芯底部设置芯头,芯头高度为45 mm[2]。2#砂芯不设置芯头,在合箱前使用划线定位的方法用粘接剂固定在上箱上再进行合箱作业。1#砂芯金额2#砂芯的垂直方向设置芯撑2件,以防止在浇注过程中1#砂芯在铁水压力中漂浮偏移,同时一定程度防止2#砂芯在铁水中漂移。
在浇注系统的设计方面,选用顶部注入的方式,从分型面位置进行浇注。
1.2 生产过程中存在的问题
根据如上工艺生产出的装煤孔盖主要存在以下几个问题:
(1)Φ370平面与最大外圆Φ531之间的连接面处加工余量过大,局部超过16 mm;
(2) 工艺图中的1#砂芯与2#砂芯之间出现壁厚不均缺陷;
(3) 个别铸件铸造飞边过厚;
(4) 生产效率低下。
原因分析如下:
(1) 为了考虑起模方便,将Φ370平面与最大外圆Φ531之间的连接面更改为加工平面,并将其与Φ370平面设计为共面,导致该位置局部加工余量超过16 mm;
(2) 2#砂芯采用手工划线定位,操作人员技能水平层次不齐,导致部分铸件1#砂芯和2#砂芯之间的位置出现壁厚不均[3]的缺陷;
(3) 造型过程中存在平台不平整、砂芯不规范等诸多因素,致使出现个别铸件飞边过厚的情况;
(4) 2#砂芯手工划线,树脂砂实样造型均影响造型、合箱的效率。
2 装煤孔盖铸造工艺优化及实践效果
2.1 装煤孔盖铸造工艺优化
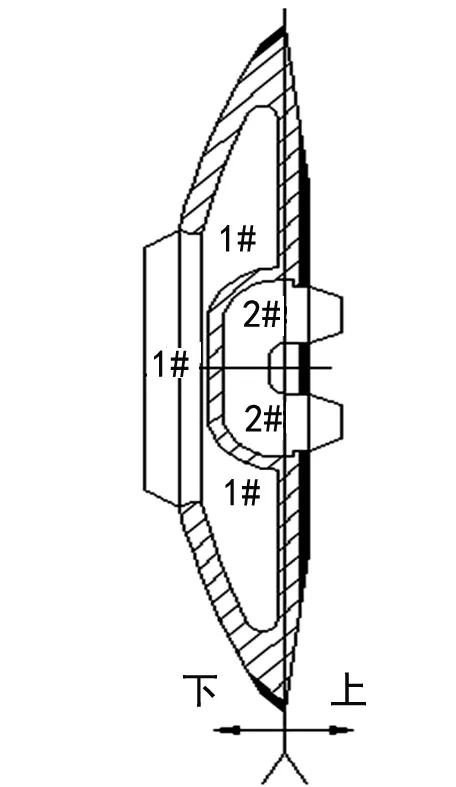
图3 优化后的装煤孔盖铸造工艺
为了解决传统铸造工艺生产时出现的质量问题和提高生产效率,经过对装煤孔盖的结构进行分析,对其铸造工艺进行了一定程度的优化。如图3所示。
根据装煤孔盖结构和现有工装,将其工艺定位模板造型。如图2所示,分型(模)面选择在留有加工余量的铸件图中的最大外圆处。将1#砂芯和铸件图中最大外圆下方的部分均放置在下箱,其余放置在上箱。
铸件的加工余量均设计为6 mm,所有加工表面的加工余量均设置到相邻的非加工面的延伸线上为止,图中黑色区域为加工余量。2#砂芯设置芯头。设置分型负数为2 mm,其中上、下型各设置分型负数1 mm。
图4为分型面位置铸件及浇注系统、定位块、定位销分布图。图中,定位块和定位销各设置4处,以防止铸件错箱;内浇道设置8处,形状为扁平状;横浇道两道,相互垂直布置;图中虚线为砂箱内侧框架。
在造型时,上、下模板和1#、2#砂芯同时造型。起模后,将2#砂芯用粘接剂固定在上型中,然后再进行刷涂料。合箱过程中在1#砂芯和2#砂芯的垂直方向设置芯撑2件。
浇注系统设计为中间注入形式,即从分型面处的下型注入进行浇注。

图4 分型面位置铸件分布图 1.定位块(四处) 2.定位销(四处) 3.内浇道(八处) 4.横浇道(两处) 5.直浇道(直浇道窝) 6.铸件最大外圆 7.砂箱内侧
2.2 生产实践效果
在工艺优化后,经过对所生产的100余件装煤孔盖进行检查,装煤孔盖的加工余量基本处于4~6 mm之间,符合工艺设计要求;1#砂芯和2#砂芯之间也未再次出现壁厚不均的缺陷。
采用的模板造型工艺,上、下模板和1#砂芯、2#砂芯可同时造型,在合箱过程中,两个砂型都有相对应的芯头定位,效率比传统铸造工艺提高了一倍以上。
3 结 语
采用模板造型工艺生产装煤孔盖,选择其最大外圆位置作为分型面,设置一定的分型负数,提高定位装置的准确性,可以有效地提高装煤孔盖的铸造质量,同时,也可以提高生产效率一倍以上。
[1] 杨卫华,周 华.6 m焦炉整体型装煤孔盖的改进[J].冶金设备管理与维修,2017(3):42-43.
[2] 李宏英,赵成志.铸造工艺设计[M].北京:机械工业出版社,2005.
[3] 日本铸造工学会.铸造缺陷及对策[M].北京:机械工业出版社,2008.