电气自动化系统在生产线的实施与PLC现场模拟量参数PID控制
2018-03-09李瑾,王帅
李 瑾,王 帅
(华晨宝马汽车有限公司 辽宁 沈阳 110020)
1 控制网络架构
汽车生产是一个复杂的项目,它与普通的机械制造时不同的,它的生产线集成化、复杂化程度高,同时还需要与其他汽车零部件生产配合,协调分工,汽车的生产有四大流程,流程图如图1。

图1 汽车制造四大流程
(1)冲压工艺主要是对汽车钣金的制造,将板材切割成符合设计的尺寸,在通过冲压成型形成需要的零件。
(2)焊装工艺主要是对汽车车身的焊接制造,形成一个初步的车身形状,这个阶段是汽车制造的主体。
(3)涂装工艺主要是对汽车的防腐蚀和装饰,专业性很强,具体流程也很复杂。
(4)总装工艺是对汽车的组装,包括车体、发动机、变速箱、等、车门等,是汽车生产的最后阶段。
对于汽车生产的四大车间之间的生产,需要网络进行连接,将现场的设备与办公室以及监控设备连接起来,形成一个网络系统,也就是对汽车生产的控制网络构架。
现场总线技术有很多种,例如Interbus总线、Proibus总线、DeviceNet总线,图2就是典型DeviceNe网络。
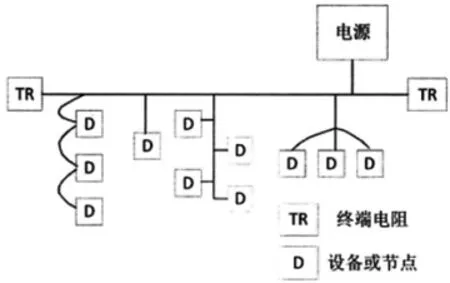
图2 典型的DeviceNet网络
Interbus总线是世界上汽车领域最早的总线,是一个非常适合汽车生产的总线,Proibus总线是一个广泛的使用总线,应用领域非常广,主要是用在自动化领域,DeviceNet总线是一个低成本的连接方式,将现场的设备(可以应用到限位开关、光电开关)构成一个通信网络。
2 现场电气控制系统
通过汽车涂装车间生产线对现场电气控制系统详细介绍:
(1)前处理电泳控制,这个生产工序是对汽车漆面和漆层的处理,主要的流程有检查、冲洗、预脱脂、脱脂、一水洗、二水洗、表调、磷化、一净水洗、二净水洗、三净水洗等等工序。
(2)喷漆控制系统,采用的为电喷装置,喷漆的分为人工与自动喷漆,工作室需要有排风装置。
(3)烘干控制系统,采用对流、辐射有机组合的烘干方式,通过这两个的结合可以避免温度提高的效率和热效低的缺点。
以上这些系统都通过PLC进行控制,通过按钮、传感器、模拟量对设计进行信息采集、通过输入模块到PLC的CPU模块,对信息进行处理,然后返回设备终端和控制室,最后对设备进行监控和控制。
例如对生产线上的旋转滚床的控制,滚床的动作顺序为后方滚床占位,旋转滚床为空位,两个同时启动至旋转滚床占位时候,旋转机构逆时针90°或者180°停机,当前方滚床空位,本滚床和前方滚床启动至前方滚床占本滚床空位时停,旋转机构顺时针90°或180°停机等待下一个循环。这个控制系统通过4个传感器和限位开关以及PLC控制程序实现的。
3 PLC现场模拟量参数PID控制
PLC设备模拟输入,即非隔离模拟电流/电压输入模块,它的作用是实现模拟信号转为数字信号,为了是为控制器提供控制,模块的接线方式有单端、差分和高速模拟式差分三种,同时PLC现场模拟量控制还可以实现过程报警、效率报警以及掉线检测。
PID是一个经典控制理论,结构简单,是早期的控制产品,这种控制方式在被控对象结构、参数难以把握,难以得到精确的数学模型时候应用最为方便,他可以根据对象的偏差,使用比例、积分等作出不同的调整,PID控制系统的公式如下,控制结构如图3。
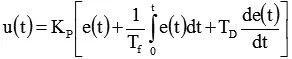
式中:u(t)—控制器的输出值;
e(t)—预设值和采用值的差,即偏差值;
KP—比例系数;
Tf—积分时间常数;
TD—微分时间常数。
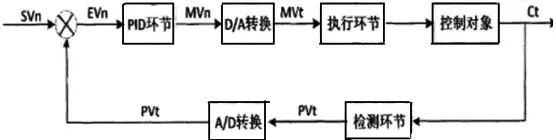
图3 PID控制结构
4 结论
对于工业现代化控制系统,计算机是一个基础,只有好的网络系统才能保证设备的正常通讯和控制,而汽车生产线中,总装车间和喷漆车间是最复杂的,他们的PLC系统应用最多,同时还包括传感设备、执行设备、以及监控仪表系统,只有将这些控制系统完美的结合起来,将设备实现高级自动化,才能保证汽车的生产质量好汽车使用寿命,对客户的人身安全有一个保证。
[1]武雷民.汽车涂装网络控制系统设计与关键技术研究[D].华中科技大学,2007.
[2]张万忠.可编程控制器应用技术[M].北京:北京工业出版社,2004.
[3]魏萍,汪国春,仇雪琴.基于devicenet及As-i现场总线的汽车涂装生产线控制系统[P].中国:200620070396.2012.
[4]陈金华.可编程控制器(PC)应用技术[M].北京:北京电子工业出版社,1995.
