高抗冲、高流动性PVC材料的开发
2018-03-07徐伟庞磊刘涛阚国涛
徐伟,庞磊,刘涛,阚国涛
(宜宾天亿新材料科技有限公司,四川 宜宾 644100)
PVC分子结构中含电负性极强的氯原子,存在热稳定性能、流动性能、冲击性能差,加工困难等问题,在不添加稳定剂的情况下130 ℃左右就会分解,常温缺口冲击强度只有2~3 kJ/m2,需要进行改性处理[1]。因此,人们致力于解决PVC树脂冲击性能、流动性能差等问题。目前,添加有机冲击改性剂是提高硬质PVC冲击强度的主要途径,而具有核-壳结构的丙烯酸酯类冲击改性剂是综合性能优良的PVC冲击改性剂,其不仅具有显著的增韧效果,而且还可提高PVC材料的耐候性能[2]。但是,在某些专用领域(如酒瓶包装底座等复杂薄壁注塑制品),普通PVC材料的冲击性能和流动性能仍达不到要求。
笔者利用核-壳结构的丙烯酸酯类冲击改性剂来改善PVC材料的冲击性能,并结合其他改性手段,进一步提升PVC材料在常温和低温下的冲击性能和流动性能,同时降低产品成本,拓展其在复杂薄壁注塑制品领域的应用。
1 试验部分
1.1 主要原料
PVC-SG8,宜宾天原集团股份有限公司;热稳定剂,TK238,重庆太岳科技有限公司;丙烯酸酯类冲击改性剂MBS,B564,日本钟渊化学工业公司;无机刚性粒子纳米碳酸钙,广西华纳新材料科技有限公司;硬脂酸,SA1840,河南昌煜化工产品有限公司;钛白粉,金红石型,R-996,四川龙蟒钛业股份有限公司;PE蜡,CH-4,江阴市明星橡塑有限公司;乙撑双硬脂酰胺,改性Ⅰ型,济宁山鹰塑料助剂有限公司;流动促进剂多官能团酯,自制。
1.2 主要设备和仪器
高速混合机,SHR-100A,张家港亿利机械有限公司;挤出造粒机,PolyLab OS,锥双20/31.8,赛默飞世尔科技(中国)有限公司;注塑机,250T,泰瑞机器股份有限公司;哈克转矩流变仪,PolyLab OS,赛默飞世尔科技(中国)有限公司;摆锤冲击试验机,XJC-50D,承德市精密试验机有限公司;微机控制电子万能试验机,CMT6104,深圳市新三思材料检测有限公司;熔体流动速率测定仪,XNR-400C,厦门崇达智能科技有限公司。
1.3 样品制备及测试方法
1.3.1 样品制备
(1)按配方称取原料,所有原料称量精确到0.1 g,单次混料量为3 500 g。
(2)向高速混合机中依次加入PVC、热稳定剂、润滑剂、MBS,关闭高速混合机盖子,锁紧,打开开关,当混合料温升至105 ℃时停机、开盖,加入纳米碳酸钙、钛白粉,继续混合,料温达到120 ℃时关闭开关,出料。
(3)出料后,把物料置于通风位置,冷却至50 ℃以下(防止物料在持续高温下结块),得到PVC预混料。
(4)预混料经注塑成型,得到测试所需要的样条。注塑工艺:塑化温度为4段(155、165、178、172 ℃),注塑压力为95 MPa,注塑时间为14 s,冷却时间为5 s。
1.3.2 测试方法
流变性能采用转矩流变仪测试,测试条件:温度175 ℃,转速35 r/min,加料量74.5 g。
简支梁缺口冲击强度按照GB/T 1043.1—2008《塑料 简支梁冲击性能的测定 第1部分:非仪器化冲击试验》测试,样品尺寸为80 mm×10 mm×4 mm,测试温度为23、-25 ℃。
熔体质量流动速率按照ASTM D1238-2004《熔融指数测试方法》测试,测试质量为21.6 kg,测试温度为190 ℃,测试时间为10 min。
弯曲性能按照GB/T 9341—2008《塑料 弯曲性能的测定》测试,样品尺寸为80 mm×10 mm×4 mm,弯曲速率为2 mm/min。
拉伸强度按照GB/T 1040.2—2006《塑料 拉伸性能的测定 第2部分:模塑和挤塑塑料的试验条件》测试,A型试样,拉伸速率为5 mm/min。
1.4 研究流程
研究流程如图1所示。
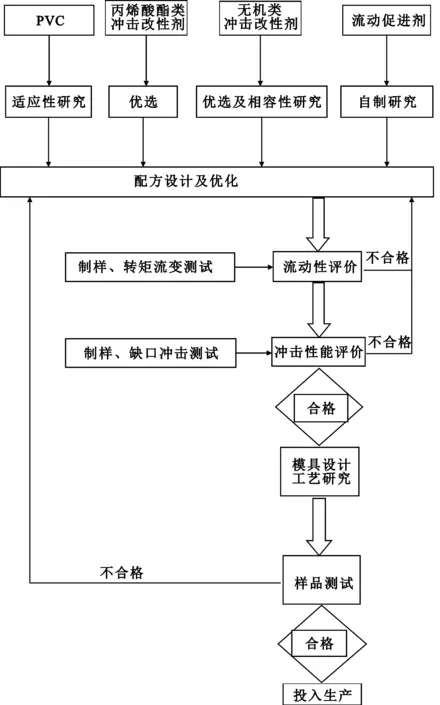
图1 研究流程Fig.1 Study process
2 结果与讨论
2.1 冲击性能的改进
高分子材料在受到足够的外力作用时,将出现银纹和局部的剪切变形[3],这是因为聚合物结构不均匀而导致应力集中。银纹在产生和发展过程中将消耗能量,如果能够促进银纹的生成,并适时终止使其不再发展成裂纹,则可以提高聚合物的韧性。MBS具有典型的核-壳结构[4],核是指丙烯酸酯橡胶粒子,其有利于银纹的产生,提高冲击性能。而纳米碳酸钙由于粒子的细微化,其比表面积大,因而与基体树脂的接触面积大,有利于引起PVC树脂的银纹化而吸收能量[5]。笔者考察了单独添加MBS、纳米碳酸钙,以及同时添加MBS、纳米碳酸钙(质量比1∶1)时,其用量对PVC材料冲击性能的影响,结果见图2。
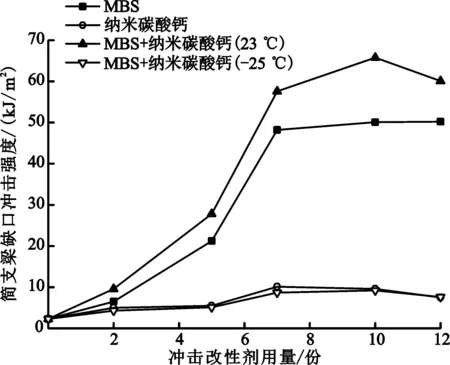
图2 PVC材料的冲击性能Fig.2 Impact properties of PVC materials
由图2可知:未加入冲击改性剂时,PVC材料的缺口冲击强度只有2.3 kJ/m2;随着MBS用量的增加,PVC材料的冲击强度大幅提高;当MBS用量>7份时,PVC材料冲击强度的增幅较小。
纳米碳酸钙的增韧效果远不如MBS,其用量为7份时,增韧效果最佳;再增加其用量,增韧效果有降低的趋势。这可能是由于过量的纳米碳酸钙会引起团聚,分散不均匀所致。
同时添加MBS、纳米碳酸钙具有很好的协同增韧效果。单独添加10份MBS时,PVC材料的冲击强度为50.1 kJ/m2;单独添加10份纳米碳酸钙时,PVC材料的冲击强度为9.6 kJ/m2;同时加入10份MBS和纳米碳酸钙时,PVC材料的冲击强度为65.8 kJ/m2,大于二者之和。
MBS和纳米碳酸钙对PVC材料的低温冲击性能影响不大,当二者用量都为10份时,低温冲击性能最好(9.2 kJ/m2)。
2.2 流动性能的改进
PVC由于含有电负性极强的氯原子,其分子间作用力大,流动性能差,加工困难,通用的硬脂酸、硬脂酸钙、PE蜡等润滑剂可以满足管材、管件等厚壁制品流动性能的要求,但在复杂、薄壁、高性能要求的注塑制品加工领域,其很难满足加工要求。因此,笔者选用了乙撑双硬脂酰胺作为润滑剂,并自制了多官能团酯作为流动促进剂,来改善PVC的流动性能,试验配方见表1。笔者考察了试验配方对PVC材料流动性能、弯曲性能、拉伸性能的影响。

表1 流动性能改进配方Table 1 Formula for improvement of flowability
2.2.1 流动性能
5个配方的PVC材料的流变曲线见图3。从图3可以看出:1#配方为传统的润滑体系,其塑化峰和平衡转矩最高;2#配方采用乙撑双硬脂酰胺替代硬脂酸作为内润滑剂,其塑化峰和平衡转矩有所降低,流动性能得到一定的改善;3#~5#配方增加了流动促进剂,且用量逐渐增加,塑化峰和平衡转矩明显降低,说明PVC材料的流动性能得到很大的改善。

图3 5个配方的PVC材料的流变曲线Fig.3 Rheological curves of five formulas of PVC materials
5个配方的PVC材料的质量流动速率见图4。从图4可以看到:与硬脂酸相比,乙撑双硬脂酰胺作为内润滑剂时,可提高PVC材料的质量流动速率;随着流动促进剂用量的增加,PVC材料的质量流动速率显著提高。图4的试验结果与图3相符。

图4 5个配方的PVC材料的质量流动速率Fig.4 Mass flow rates of five formulas of PVC materials
2.2.2 弯曲性能
5个配方的PVC材料的弯曲性能见图5、图6。由图5、图6可知:随着流动促进剂用量的增加,PVC材料的弯曲性能呈降低的趋势;当流动促进剂用量为2.0份时,PVC材料的弯曲性能降低明显。

图5 5个配方的PVC材料的弯曲强度Fig.5 Flexural strengths of five formulas of PVC materials

图6 5个配方的PVC材料的弯曲模量Fig.6 Flexural modulus of five formulas of PVC materials
2.2.3 拉伸性能
5个配方的PVC材料的拉伸强度见图7。由图7可知:流动促进剂对PVC材料拉伸性能的影响趋势与弯曲性能相似,也是在用量为2.0份时拉伸性能大幅下降。

图7 5个配方的PVC材料的拉伸强度Fig.7 Tensile strengths of five formulas of PVC materials
2.3 小结
根据上述试验结果,适宜的润滑体系为:PE蜡,0.8份;乙撑双硬脂酰胺,0.2份;流动促进剂,1.5份。在实际生产中,应兼顾产品的力学性能和流动性能的需求,对配方作进一步的合理设计。
3 结语
通过对PVC材料流动性能和冲击性能的改进,其冲击性能可超过ABS(如ABS 0215A,23 ℃简支梁缺口冲击强度为19~23 kJ/m2,-25 ℃简支梁缺口冲击强度为8 kJ/m2左右),且流动性能良好,可用于复杂薄壁注塑制品的生产,如酒瓶包装用的底座和顶盖材料,可大大降低产品成本。
