大型体育场屋面曲面网架施工技术
2018-03-06方键
方 键
常州第一建筑集团有限公司 江苏 常州 213000
1 工程概况
湖北荆州奥林匹克体育场看台屋面为曲面网架(图1),采用双层正放四角锥网壳形式,杆件采用圆钢管,节点采用焊接球,支座采用管形焊接节点形式,使用现有埋件与下部结构连接。屋面网架横向悬挑25 m,纵向跨度160 m,外观呈月牙形,表面为双曲面,总面积约9 400 m2。

图1 荆州体育场看台屋面鸟瞰
2 钢结构安装施工
2.1 施工方法
根据现场实际施工条件,为了提高安装精度及加快工程进度,采用部分地面预拼条形单元网架,用汽车吊提升至高空就位,其他部分高空嵌补散装,最终形成整体结构的安装方法。
2.2 安装流程
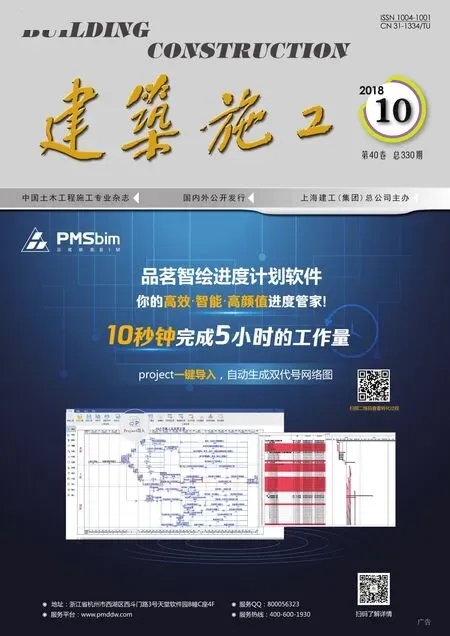
本工程屋面网架安装流程为:网架支座单元安装(24个支座单元形成一个整体)→地面条形网架单元预拼→地面网架单元提升→地面网架单元精确就位→地面网架单元与支座单元拼接成整体→高空条形网架嵌补拼接→以上工序交替进行。网架安装起始单元从网架中间开始,同步向两头展开(图2~图4)。
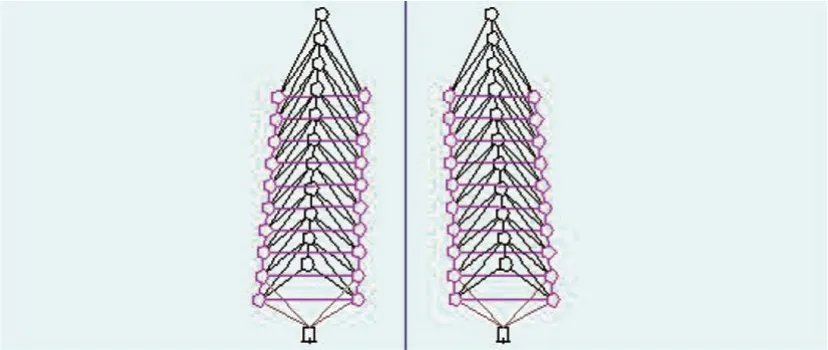
图2 网架中部先安装2条预拼网架
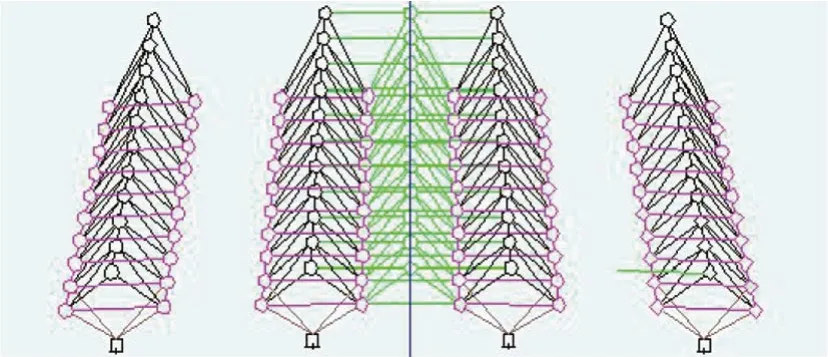
图3 高空嵌补散装网架及安装预拼网架

图4 网架拼装结束
2.3 方案操作工艺要求
2.3.1 网架支座单元安装
1)使用地面条形网架单元预拼,用同样的方法将网架支座上方的单元拼装完成。
2)在看台上将网架支座上方单元与支座进行连接安装,完成单个网架支座单元的安装(图5、图6)。
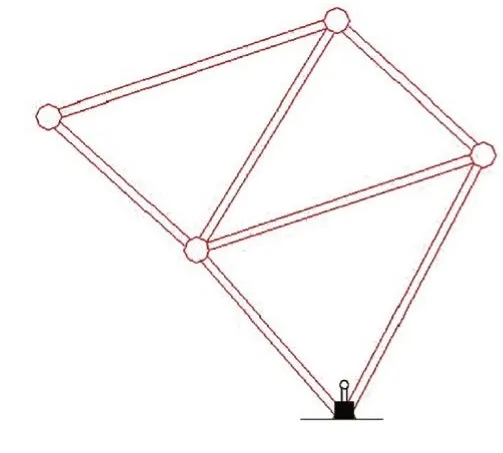
图5 网架支座单元立面
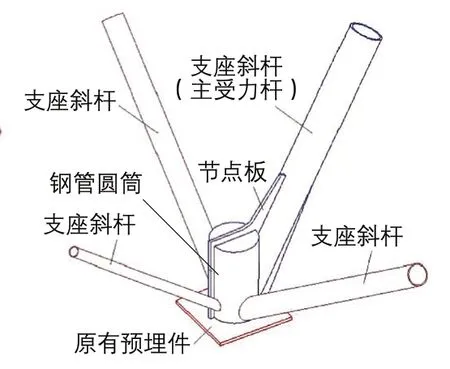
图6 网架支座杆件三维
3)用相同的方法将24个网架支座单元安装完成,且必须将24个支座连接成一个整体后,方可连接安装预拼条形网架单元。
2.3.2 条形单元网架地面拼装
1) 地面预拼条形网架采用焊接胎模拼装成型,焊接胎模主体用型钢制作。
2) 每个预拼条形网架结构形式都不同,上、下球节点空间坐标也不同,地面预拼时需特别注意(图7)。

图7 地面预拼条形网架
2.3.3 高空嵌补散装网架单元
先安装相邻2个条形网架,后嵌补散装网架条形单元。
2.3.4 高空安装坐标控制
由设计单位提供具体的预起拱参数或网架自重挠度及最终挠度,并据此进行预拼条形网架安装定位控制坐标点设置(图8)。
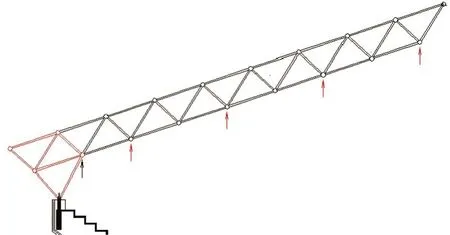
图8 预拼条形网架安装定位控制坐标点设置(红色箭头处)
2.3.5 高空预拼网架定位及安装焊接
1)高空预拼网架定位支撑点的坐标及高程参数必须预先设置好。
2)定位控制坐标必须另加安装预起拱参数。
3)预拼网架定位、测量无误后方可进行安装焊接。
4)安装焊接顺序:球节点处,下弦球节点→上弦球节点;杆件处,弦杆→腹杆。
2.3.6 高空嵌补部分网架散装及焊接
1)节点顺序:从支座根部开始至网架头部结束。
2)杆件顺序:下弦水平横杆→上弦球节点(一球四杆)→上弦水平横杆。
2.3.7 脚手架拆除前网架定位支撑拆除
1)必须在全部网架安装结束后进行。
2)按程序复核、验收合格后方可进入定位支撑的卸载工序。
3)支撑卸载规范:
① 网架平面:从网架中部开始,同步向网架两端方向。
② 网架节点:从网架端部向网架根部方向。
③ 卸载1/3后:检查网架支座结构情况(焊接)。
④ 卸载2/3后:检查网架支座结构情况(焊接)、整体网架结构、网架头部挠度参数。
⑤ 全部卸载后:网架整体检查(焊接、变形、最终挠度)。
2.4 安装焊接工艺
2.4.1 焊接球节点焊缝收缩量
焊接球节点加套管时,每条焊缝收缩应为2~4 mm;不加套管时,每条焊缝收缩应为1~2 mm。
2.4.2 管球焊接
首先进行定位焊,焊点2~4处,确保钢管端部和球面的环形焊缝完全吻合,焊缝长度30 mm左右。
正式焊接时,环形焊缝是以管子的垂直中心由2个半圆形的焊缝组成的,一半按照先仰焊或立焊,再平焊的顺序,在仰焊或立焊及平焊处形成2个接头,这样可以使铁水与熔渣分离完全,焊接熔深可以得到控制。焊接缺陷可能存在于仰焊或立焊与平焊部位,先焊的一半部位,其仰焊的起弧点及平焊的起弧点位置必须超过环形焊缝的半圆。
钢管壁厚较薄时(4~9 mm),以坡口≥45°为宜。由于存在局部未焊透的情况,所以加强部位的高度要≥3 mm;钢管壁厚较厚时(10 mm以上),采用圆弧坡口,钝边尺寸小于2 mm,内衬管单面焊接双面成型。为保证焊缝的焊接质量,等强焊缝必须符合二级焊缝的质量要求。钢管厚度大于4 mm时,开坡口焊接,钢管与球壁间必须留有3~4 mm间隙,以便加衬管焊接时根部易焊透。
2.4.3 焊接质量检验
质检人员应对所有焊缝进行100%的外观检查,并保存好记录。严禁有漏焊、裂纹、咬肉等缺陷。除进行外观检验外,对大中跨度钢管网架的拉杆与球的对接焊缝,应作无损探伤检验,其抽样数不少于焊口总数的20%,对内部有超标缺陷的焊缝必须进行返修,应从缺陷两端加上50 mm作为清除部分,并以与正式焊缝相同的焊接标准进行补焊。同一条焊缝只允许有2次返修,返修后的焊缝必须进行复测,满足探伤标准后方可视为合格,并且作好探伤检测记录,提供探伤报告[1-4]。
2.5 安装过程检验
安装网架过程中的质量检验,由安装人员根据施工工序进行自检,质量员组织有关人员按相关规范进行全面复检,做好各种检验记录,每道工序安装完毕后,必须经过质量员专检合格后方能进入下道工序施工,并办理交接验收手续。
2.6 涂装
由工厂完成无机富锌底漆2道、环氧云铁中间漆2道。现场网架安装完成后,先进行底漆、中间漆修补,接着进行2道聚氨酯面漆涂刷作业。
1)钢构件的除锈和涂装应在制作质量检验合格后进行。
2)构件表面采用喷砂或抛丸除锈,除锈等级Sa2.5,其质量要求应符合国家相关标准的规定。
3)不需要涂装的部分:埋入混凝土中的钢构件;箱形及钢管截面内的封闭区;地脚螺栓和底板板底;被混凝土覆盖的钢构件表面。
4)钢构件出厂前不需要涂防腐漆,但构件安装后需补漆的部位:高强螺栓未涂漆部分;高强螺栓节点摩擦面,工地拼接部位及两侧100 mm;因碰撞脱落防腐漆的部位、地脚螺栓外露部位。
5)对于现场焊缝,应仔细打磨后再刷防锈漆,要求同本体部分。
6)对于运输及施工中损坏的底漆,应手工打磨后补足底漆厚度。
3 结语
通过工程实践,证明荆州奥林匹克体育中心看台曲面网架所采用的施工技术,能够克服结构施工难度大、施工工期紧张等困难,顺利完成了焊接量大、跨度大的异形结构网架施工。该技术的应用不仅能满足相关规范的要求,而且能减少高空焊接,有利于控制焊接变形,节省下部临时支撑,缩短工期,产生了良好的社会效益和经济效益。