基于PLC的涂料配料控制系统设计与应用
2018-03-05康庆阳吴明亮吴明永
康庆阳,吴明亮,吴明永
(1.兰州理工大学机电工程学院,甘肃 兰州 730050)(2.兰州城市学院培黎石油工程学院,甘肃 兰州 730070)
涂料产品是为社会经济各个行业提供装饰和保护的表面功能性材料。传统的涂料生产过程基本上都是人工控制,在配料—分散—研磨—调漆等整个工艺过程中主要凭操作人员的经验来进行控制。整个生产工艺中存在较多的不可控因素,这些对产品质量和稳定性产生了很大影响。近年来,我国涂料工业的工艺水平和生产装置得到了不断的改进。大型的涂料企业在生产工艺上基本上实现了连续生产和自动控制,生产效率和工作环境也较传统的工艺有了很大的提高和改进,但在粉体和液体的配料、计量、输送上仍以人工称重后采用真空吸料或人工直接投料为主[1]。产品质量和生产效率有待进一步提高。
随着涂料产品性能的完善化及其结构的复杂化和精细化,以及功能的多样化和智能化,多品种和变批量的生产需求,要求现代涂料制造系统表现出更高的灵活性和智能性。想要高效率地生产高质量的涂料产品,不仅需要有好的原材料、配方、生产工艺和检测手段,更需要一套科学严谨的现代化自动控制系统,如此才能保证产品的生产效率和质量的稳定性。本文针对某涂料企业对自动生产线的需求,设计了一套基于西门子PLC(可编程逻辑控制器)和质量流量计的自动控制系统,实现了涂料配料的自动化,提高了生产效率和产品质量。从流量计、电液控制阀、输送泵等主要设备的选型到上位机和下位机的程序开发,实现了涂料生产线的自动配料的集中控制,最终以丙烯酸涂料为代表,形成不同花色、小批量工业定制涂料的自动化生产制造系统[2]。
1 工艺流程和系统整体方案
涂料自动配料系统流程如图1所示。根据涂料企业产品的配方设定,本课题设计的基础单色浆包括黑、白、黄、蓝、红 5种颜色。加注计量系统根据控制系统发出的配方信号,将基础色浆加注到混匀装置中,按照涂料原料的配比要求得到目标产品。

1—基础单色浆;2—树脂罐;3—溶剂罐;4—加注计量系统;5—混匀装置;6—自动生产控制系统
液体色浆一般采用流量计计量,通过输送泵输送至合成装置中。为保证计量的准确性,本设计采用科里奥利质量流量计作为计量装置。该流量计根据科里奥利原理实现对流体质量的直接测量,具有较高的精度(0.1%~0.2%),应用范围广泛(可测量各种非牛顿流体、浆液、悬浮液、高黏度流体等),运行可靠稳定,能够提高涂料配料的精度。
由于不同客户所定制的产品种类不同,因此基础色浆按树脂种类划分也会有很多种。此外为了保证基础色浆的存储稳定性,就需要在色浆中加入防尘助剂。每一类基础色浆中钛白粉的含量以及规格都必须按照配方加入以确保后续生产中调色的准确性。另外,相同种类的基础色浆中钛白粉含量会有所不同,以满足不同产品的生产需要。
2 设备选型
1)质量流量计。系统选用首科实华DMF-1系列质量流量计。质量流量计的管材为316L不锈钢或哈C合金,测量精度为±0.2%,电源电压为DC 24V,信号输出为4~20mA的电流信号或0~10kHz的瞬时流量脉冲信号;另外流量计与控制系统采用RS-485通讯。防爆标志为EXd ib IICT5Gb。
2)输送设备。其中原料输送泵选用QBK新型气动隔膜泵,该型号泵体主要用于泵吸油漆、树胶、颜料、粘合剂和胶水等,不需要灌引,吸程高达7m,扬程达70m,出口压力≥0.2MPa。扬程和流量可以通过调整气阀的开度实现无级调节(气压调节在0.1~0.7MPa之间)。
3)控制阀门。控制阀门采用电液阀,控制电压为DC 24V,控制信号有2组(开关各1组),防爆等级为EXdIIBT4。通过电液阀门的开度构成闭环回路调节流量的大小,实现精度控制。
4)现场操作台。现场操作台带有1个急停按钮、1个电源指示灯,用于现场确认控制系统和泵阀的运行状态,并能在紧急情况下关闭泵和电液阀。
5)PLC控制系统。西门子S7-200 PLC控制系统,包括1台CPU224XP CN、1套8路DO输出模块EM222 CN、2套4路模拟量AI输入模块EM235 CN。上位机采用MT系列的威纶通触摸屏,上位机与下位机之间采用RS-485通讯[3]。
3 模糊控制器对流量控制的实现
3.1 模糊控制原理
以模糊集合论、模糊逻辑推理、模糊语言变量为基础的模糊自动控制是一种计算机数字控制。从线性与非线性的角度来分类,模糊控制属于非线性控制的范畴,而且已经成为目前实现智能控制的一种重要的手段[4]。
模糊控制根据系统输出的偏差和偏差变化情况来决定控制量。PLC模糊控制利用模糊集理论把逻辑控制策略自然语言转变为PLC的知识经验库和程序。模糊控制的基本结构如图2所示。
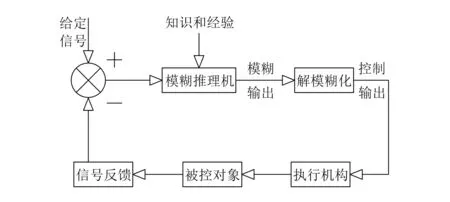
图2 模糊控制结构
3.2 模糊控制算法
在日常生活中,用户在选择涂料颜色时,通常是根据个人喜好,而不是经过一系列的精确计算来完成颜色选择,因此色彩的选择不能硬性地规定各种色彩的配比数值。在涂料配色时,以紫色漆为例,根据12色相环(如图3所示),可知紫色漆是由基础单色漆红色和蓝色以一定比例混合而成,不同的比例混合成不同的紫色。
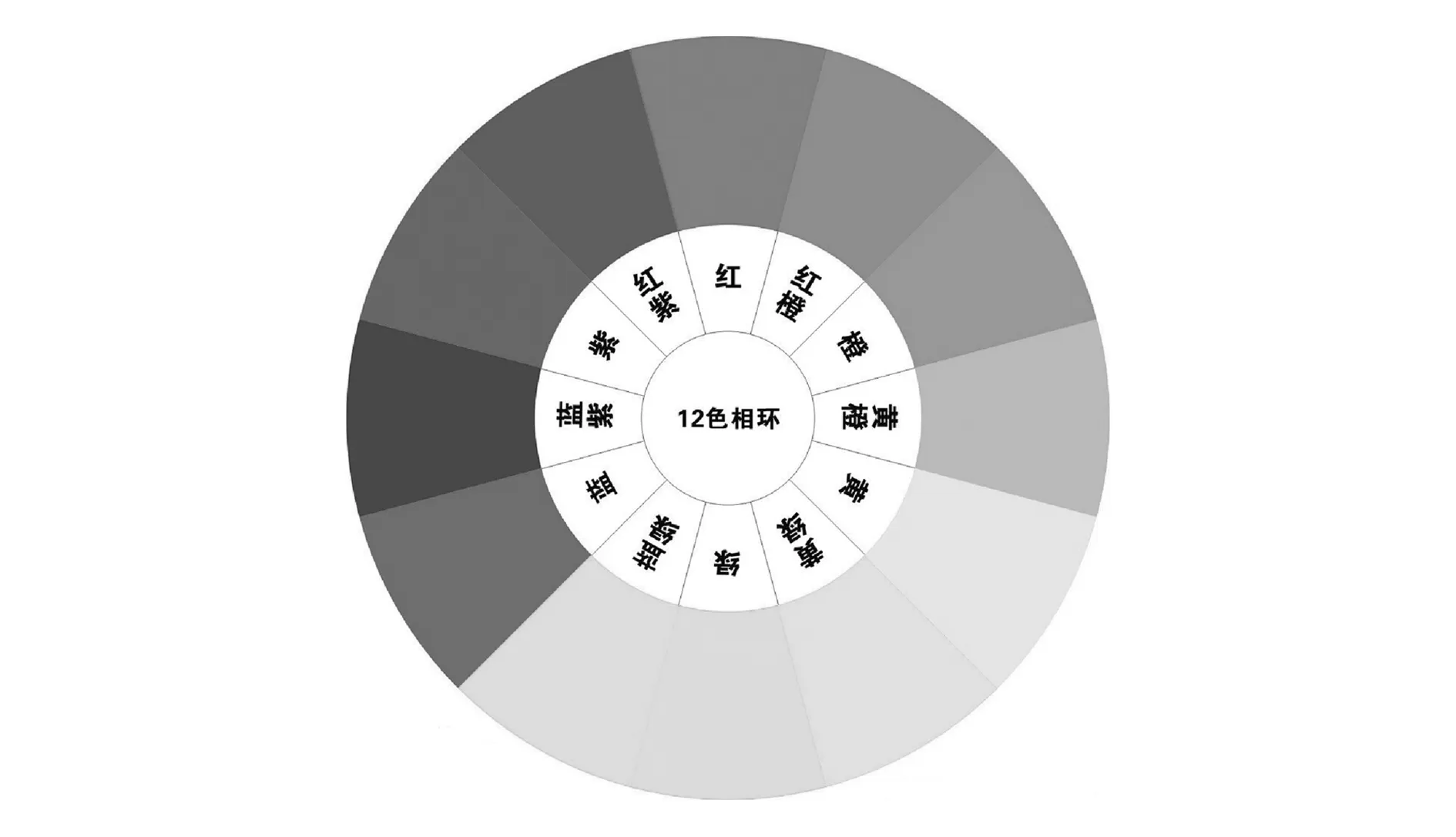
图3 12色相环
在模糊控制算法中,应用模糊集合论概念对紫色的色彩进行处理。根据12色相环将紫色分为:“蓝色”、“蓝紫色”、“紫色”、“红紫色”、“红色”。模糊集合论中有隶属度的概念,对于用户来说,紫色是用户想要的颜色,设其隶属度为1.0,而蓝紫色和红紫色接近用户所需要的颜色,设其隶属度为0.5,其余的颜色不是用户所需要的,设其隶属度为0,因此紫色的隶属度函数如图4所示。在通常定义的模糊概念中,“蓝色”、“蓝紫色”、“紫色”、“红紫色”、“红色”也应该对应有相应的模糊子集,其隶属度与紫色的关系如图5所示。由此,将颜色的模糊色彩分成若干模糊子集,将系统中准确的流量信号模糊化。

图4 紫色的隶属度
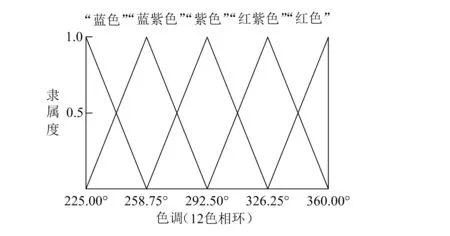
图5 紫色的模糊子集隶属度
3.3 解模糊算法
模糊推理的输出仍然是模糊量,要控制信号的输出,则必须按照一定的算法转化为精确量,即为解模糊。在本文中,要使颜色符合用户的需求,可依照上文的模糊子集来改变流量信号。具体为:颜色为“蓝色”,流量较大,向红色方向增加(ZRR);颜色为“蓝紫色”,流量较小,向红色方向增加(ZR);颜色为“紫色”,流量不变(ZP);颜色为“红紫色”,流量较小,向蓝色方向增加(ZB);颜色为“红色”,流量较大,向蓝色方向增加(ZBB)。它与输出流量信号这个精确量之间的关系如图6所示。常用的解模糊的方法有最大隶属度法和加权平均法。最大隶属度法比较简洁方便,选择隶属度最大者取与其对应的值作为输出。加权平均法,顾名思义,就是将隶属度加权平均求值,把求得的值作为输出。解模糊的过程实际上是数据处理的过程,对于拥有大量运算逻辑指令的PLC来说,处理起来非常方便[5]。

图6 流量信号隶属度
4 软件编程
4.1 下位机逻辑关系实现
本系统采用西门子STEP7编程软件实现涂料配料中泵和阀门以及流量计的控制。该编程软件是专门为西门子公司S7-200系列小型机而设计的编程工具软件,使用该软件可根据控制系统的要求编写控制程序并完成与PLC的实时通信,进行程序的下载与上传以及在线监控。本文主要以STEP7编程软件编写质量信号的采集与处理程序为例,简要说明程序设计过程。在STEP7软件中选择大于指令(GT)、小于等于指令(LE)、传送指令(MOV_R)以及数据采集指令(Scale _I _to _R),设置指令块中相应的参数,各程序块如下所示:
1)配料选择程序块。
LD SM0.0
AR> VD3056,1.0
AR> VD3000,VD3028
= M9.2
2)配料数据传送程序块。
LD SM0.0
AND M19.2
MOVR VD3172,VD3028
MOVR VD3200,VD3056
MOVR VD3228,VD3084
3)配料数据采集程序块。
LD SM0.0
SIR AIW0,VD3340
SIR AIW2,VD3344
最后进行程序的编译和下载,实现质量信号的采集与处理,并与上位HMI(human machine interface,人机界面)进行实时通信,获得流量数据,实现配方的设定与修改[6]。
4.2 上位机组态实现
上位界面采用 HMI组态软件EasyBuilder8000(简称EB8000)编程。该组态软件是台湾省威纶科技公司开发的新一代人机界面软件,该软件支持USB设备,支持历史数据的查询、调用和故障报警等功能,还可以实现HMI之间的互联,通过Internet或者局域网对HMI和与HMI连接的PLC等上传下载程序,维护便利。根据涂料配料工艺要求可在EB8000中设计出所需要的操作流程画面、报警画面、实时趋势图、历史趋势曲线和历史数据表等,共同完成涂料配料系统的设备监控和生产管理。
如图7所示,HMI监控画面的设计是在组态软件EB8000的编辑器中完成的。HMI界面是操作员与下位机程序直接对话的窗口,通过该界面对涂料配料生产线的运行情况进行监控。主界面中布置主要设备和关键工艺段,将其他设备和配方数据置于另一界面中,界面之间可以相互切换[7]。
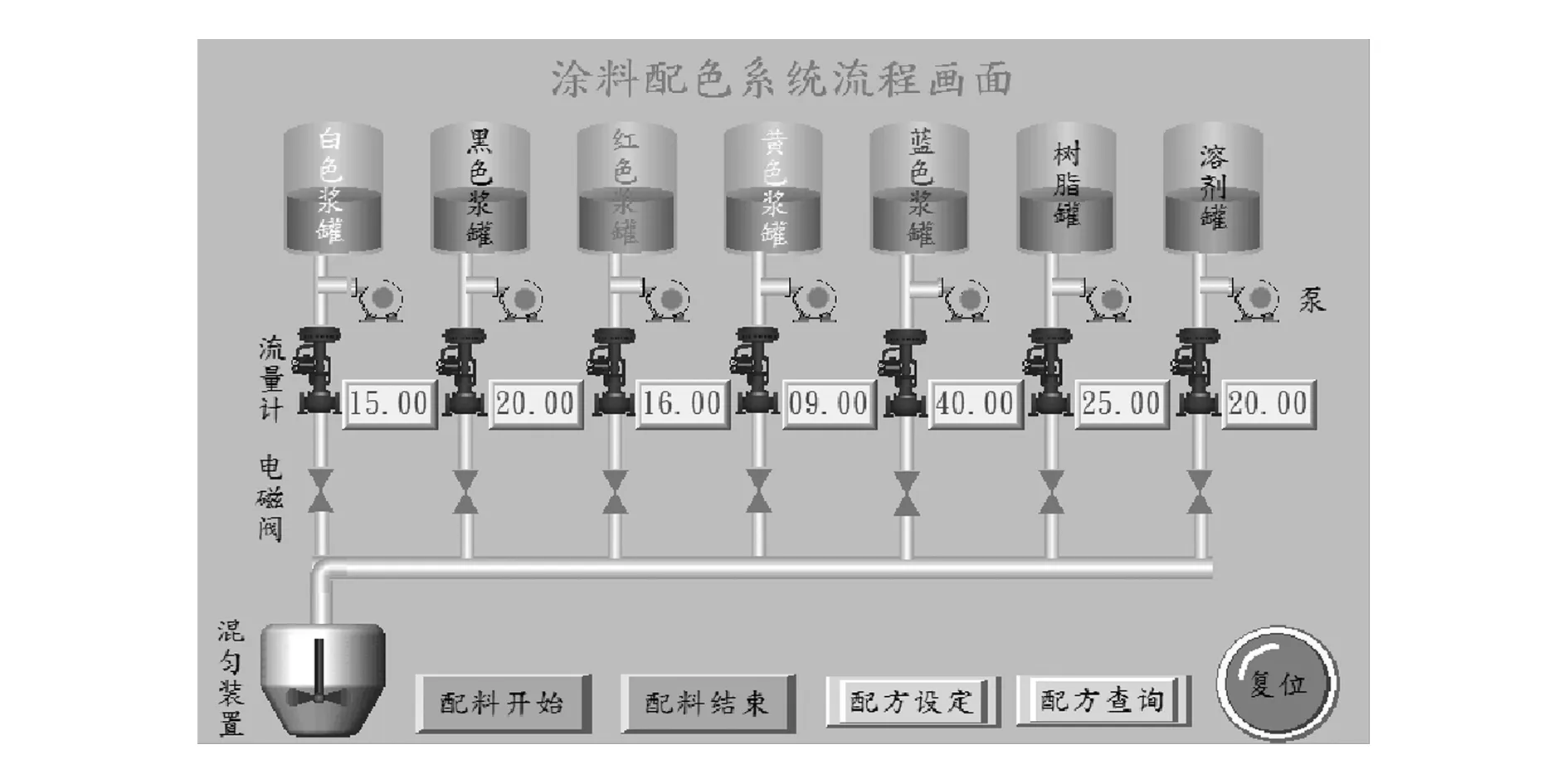
图7 HMI监控画面
系统运行时,在配方设定界面中输入并设定目标颜色的配方数据,然后点击开始配料,触摸屏通过串行通讯来控制PLC进行各物料的加入配比,质量流量计即可实时显示加入单色漆的累计质量,并在触摸屏中显示,最终通过触摸屏数据报表记录各原料质量,从而获得配料数据。系统运行中触摸屏起到了良好的人机交互作用,大大简化了配料流程。
5 结束语
涂料配料自动控制系统采用上位界面与下位机相结合的设计方法,实现对涂料配料过程的控制与实时监控。该系统经调试后,工作稳定,监控数据可靠。除了实现一般控制系统的常规控制功能外,还可以满足单品种、小批量产品的试制、生产的过程需要,无需对生产控制系统进行调整。在企业实际应用后大大降低了工人的劳动强度,规范了工人的操作,实现了配料作业环节的自动化。
[1] 谢红辉.全密闭一体化生产装置在涂料生产中的应用[J].中国涂料,2008,23(4):14-16.
[2] 甘海云.基于PLC的油流量装置控制系统研究[D]. 哈尔滨:哈尔滨工业大学,2012.
[3] 吴明永,李菊生,王国伟.基于PLC的沸腾炉燃烧控制系统设计与应用[J].测控技术,2016,35(11):48-51.
[4] 李士勇.模糊控制[M].哈尔滨:哈尔滨工业大学出版社,2011.
[5] 谭彦彬,陈铖,曾磊.PLC模糊控制程序设计[J].信息工程大学学报,2010,11(1):79-82.
[6] 西门子自动化与驱动集团.深入浅出西门子S7-200 PLC[M].2版.北京:北京航空航天大学出版社,2005:135-150.
[7] 吴明永,王国伟.基于S7-200PLC的定量灌装伺服控制系统[J].电气自动化,2012,34(6):82-84.
