上汽660 MW汽轮机安装轴承座找中的工艺与方法
2018-03-05郑斌锁张慧武姜新栋
郑斌锁 张慧武 姜新栋
(中国能源建设集团山西电力建设有限公司,山西太原030000)
0 引言
晋能保德煤电安装两台上海汽轮机厂生产的NZK660-28/600/620型660 MW超超临界一次中间再热直接空冷凝汽式汽轮机,机组结构特点:高压缸、中压缸为模块化安装,低压缸为散件供货,现场进行拼装焊接。轴承座为无垫铁、无台板安装,低压缸在轴承座完成二次浇灌且强度达到80%后方可进行低压缸组合安装工作。本文在深入分析该类型机组结构特点的基础上,介绍了使用内径千分尺加指针式万用表找中心,高精度水准仪加水连通测量工具找标高的找正方法,不仅保证了汽轮机的安装质量,还节约了安装工期。
1 轴承座找正要求
轴承座为汽轮机唯一的基础支撑部件,且低压缸需在轴承座找正且二次浇灌完成后才可进行低压缸的拼装焊接工作。要求轴承座精度达到:
(1)左右中心偏差:±0.03 mm。
(2)中心标高偏差:±0.03 mm。
(3)轴向位置偏差:±1 mm。
2 找正方法总结、分析
轴承座就位找正安装工艺流程如图1所示。
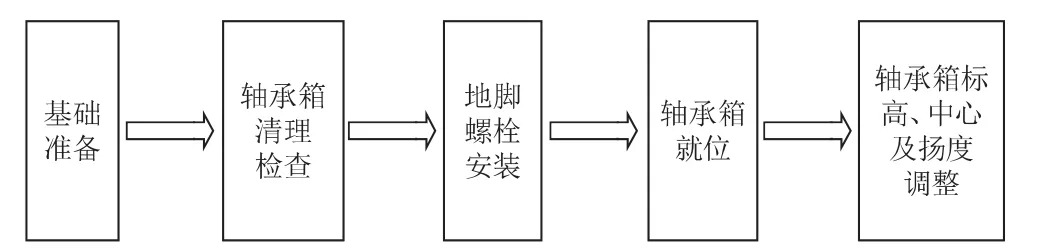
图1 轴承座就位找正安装工艺流程
2.1 前提条件
轴承座就位前应完成基础检查,确保基础各尺寸符合设计图纸要求。去除一次灌浆表面的水泥浮层,清除基础上所有杂物、油污。
2.2 就位前的准备
拧开轴承座上盖的紧固螺栓,吊开轴承座上盖,拆除轴承座的油封等零件。
注意:拆除零件时,须对易混淆的零部件做好标记。目测检查轴承座内部是否有锈迹,若有锈迹应及时清除,必要时须补喷防锈油。轴承座在现场存储和安装期间,必须做好防水防潮工作,以避免生锈。
2.3 轴承座清理、检查
(1)轴承座油室应彻底清洗、吹扫,确保其清洁、畅通、无任何杂物。内表面油漆应无起皮或不牢现象。
(2)轴承座与轴承盖的水平结合面,紧好螺栓后用0.03 mm塞尺应塞不进。通压力油的油孔四周应用红丹涂色法检查其接触情况,四周应连续接触无间断。
(3)轴承座进出油管法兰、油封法兰及测速孔的密封面应平整光洁、接触均匀,并不得有贯通密封面内外边缘的沟痕,接触不良的要进行修刮,必要时进行机械加工。
(4)前轴承箱所有法兰螺栓的栽丝孔不得穿透前轴承箱壁。(5)从前、中、后三点测量键与槽的尺寸,配置定位销。
(6)前轴承座油挡洼窝、轴承洼窝、主油泵洼窝在水平中分面上纵向中心应一致,测量并做记录。
(7)轴承箱做24 h渗油试验:1)试验用干净的煤油;2)油面应高于回油管上口外壁;3)渗油时间为24 h;4)检查,如有渗漏应修补并重新试验。
2.4 地脚螺栓安装
2.4.1 概况
地脚螺栓连接和固定轴承座与汽轮机基础。本机组采用球面螺母型的地脚螺栓,其顶部的大螺栓张紧器由1个圆螺母、1个垫圈和若干个小螺栓组成。
2.4.2 安装地脚螺栓前的准备
(1)将地脚螺栓置于台架或合适的支架上。
(2)使用溶解性清洗剂,用一个金属刷清除地脚螺栓及螺母螺纹端的保护覆层。
警告:在使用溶解性清洗剂之前,参阅并确保遵守制造商的使用说明及材料数据表。
(3)检查螺纹损坏情况,如有必要,用三角锉刀修整螺纹。在螺纹处旋入一个螺母,检查螺纹是否易于转动。
(4)在螺纹及螺母的接触面上涂上防咬剂(按图纸说明)。
2.4.3 安装地脚螺栓
这种类型的地脚螺栓在轴承座就位于基础前就安装。首先必须检查埋于基础中的螺母的清洁及损坏情况,将孔中心与螺母中心对齐,然后进行下述操作:
(1)用起吊卸扣将地脚螺栓移到安装位置。
(2)放低地脚螺栓并旋入球面螺母,拧紧地脚螺栓直至它与基础接触并且球面螺母被锥面垫圈压紧。
(3)地脚螺栓安装好后,在安装轴承座之前,检查各地脚螺栓之间的距离及螺栓伸出基础的高度,应符合图纸要求,如有必要则做相应修正。
(4)在地脚螺栓上放置聚苯乙烯防护环。
(5)将轴承座用行车吊起,移至安装位置并缓慢放低。此时要特别小心,准确地在地脚螺栓上方放低轴承座,以避免地脚螺栓的螺纹损坏。
2.4.4 拧紧地脚螺栓
轴承座就位和找中后,装上大螺栓张紧器并按图纸规定力矩拧紧其上各小螺栓。地脚螺栓应分以下4步来拧紧:
第1步:在二次灌浆前24 h,轻轻拧紧各大螺栓张紧器上的小螺栓(约5%最终拧紧力矩),消除间隙即可。
第2步:在二次灌浆3天后,用约50%最终拧紧力矩拧紧各大螺栓张紧器上的小螺栓。
第3步:在二次灌浆28天后,用最终拧紧力矩拧紧各大螺栓张紧器上的小螺栓。
第4步:在机组启动前,用最终拧紧力矩拧紧各大螺栓张紧器上的小螺栓。
2.5 轴承座就位
用行车吊起轴承座,检查轴承座底部是否有油污、油漆或其他杂质,用溶解性清洗剂清洗轴承座底部,以确保灌浆时水泥能与轴承座良好粘着。检查轴承座底部用于安装调整螺钉的螺纹孔,以确保螺钉拧入时无堵塞,必要时可用丝锥回攻。各调整螺钉螺纹处涂以防咬剂后拧入轴承座底部相应的螺孔中。在基础上需要安放调整螺钉垫板的位置处凿出对应数量的100 mm×100 mm平面,然后将各调整螺钉垫板用少量水泥浆或环氧树脂固定到这些平面上。
按照图纸要求,低压缸轴承座底部加强筋的端面需要贴上泡沫塑料板,地脚螺栓处安放地脚螺栓保护环。用行车及相应的起吊钢丝绳,将轴承座下半吊放至基础上,初步调准其纵向(轴向)和横向位置。
注意:调整螺钉与基础完全粘牢固定后,轴承座方可就位。轴承座就位后,在轴承座四周的基础上布置用于调整轴承座位置的临时支顶螺钉或液压千斤顶。
2.6 轴承座找中
现场可根据实际情况,选用拉钢丝、连通水管式水平测量工具、合像水平仪等多种方法进行轴承座的找中。轴承座径向位置(左右和标高)找中通常以轴承座前后的油档洼窝为测量基准。具体方法为:
(1)轴承座找中心:将MF500-B型万用表切换至10 kΩ档位,导线一端连接钢丝,一端连接至轴承座。基于金属导电的原理,使用内径千分尺测量轴承座中心洼窝处与钢丝之间的距离,内径千分尺一端与轴承座接触,另一端通过调整内径千分尺与钢丝接触后,万用表刻度因金属导电有轻微摆动,这时内径千分尺的读数即轴承座至钢丝之间的距离,分别在轴承座左、右侧测量,测量的差值即轴承座的中心偏差,通过这种方法进行调整,使轴承座左右中心满足规范要求。
(2)轴承座标高差调整:使用数显水准仪初步调整轴承座标高至要求值,组装自行发明专利水连通式测量装置,一侧水平放置在轴承座水平结合面处,另一侧放置在相邻轴承座水平结合面处,配合深度千分尺测量其读数。相邻两个轴承座读数的差值即轴承的标高差。通过调整轴承座底部调整螺钉使轴承座高低差满足规范要求。
3 结语
采用以上施工方法,晋能保德1号机组于2017年9月25日完成了轴承座的二次浇灌工作,各项数据均优于国家标准,为同类型机组的安装总结出了一套切实可行的施工工艺。
[1]NZK660-28/600/620型660 MW超超临界一次中间再热直接空冷凝汽式汽轮机结构说明书[Z].
[2]NZK660-28/600/620型660 MW超超临界一次中间再热直接空冷凝汽式汽轮机安装说明书[Z].
