ETIG电絮凝工艺处理冶炼废水中试研究
2018-03-04李光明
李光明
(忻州市环境监测站, 山西 忻州 034000)
冶金工业是我国的重点工业产业之一的同时,也是我国的污染排放非常突出的领域。近些年我国发生的几起重金属污染事件,如2006年湖南岳阳砷污染事件、2008年云南阳宗海砷污染事件、2010年福建紫金矿业溃坝事件等均与金属冶炼有关。为此,多年来国内外学者对冶金废水中污染物的去除进行了大量的研究。研究发现,絮凝是水处理中较常见、也是最重要的物化过程之一,对冶金废水中污染物的去除具有重要的作用[1]。同时,由于废水中存在的阴、阳离子使废水一般具有较高的电导性,因此可以采用电化学法处理废水。
1 电絮凝技术原理
1.1 电絮凝原理
电絮凝技术设备结构简单,操作维护方便,可在一台设备中完成电解氧化还原、电解絮凝等过程,易于实现自动化,且不需要投加任何氧化剂或还原剂,产生污染少,加之其工艺运行平稳,水质稳定,因此被称为是一种设备自动化程度高、管理简单、效果较佳、环境友好的水处理技术。
电絮凝技术技术原理是阳极在外加电源的作用下,经一系列的溶蚀、水解、聚合和电解氧化还原过程等,形成多种羟基络合物、多核羟基络合物以至氢氧化物,并通过电解絮凝(吸附架桥、压缩双电层、网捕等)、电解气浮等作用,使得废水中的胶态杂质、悬浮颗粒等凝聚沉淀而分离。具体如图1所示[2]。

图1 电絮凝反应原理图
1.2 ETIG电絮凝反应器
20世纪的80年代,电絮凝技术开始在国内试行,但因为有许多的技术瓶颈没法突破,故其处理量都非常小,仅仅停留在每天几吨到十几吨的水平。
据调查和研究显示,现阶段美国环保科技国际集团(ETIG)电絮凝反应器被世界各国广泛应用。其与国内所生产的电絮凝反应器相比,具有如下优点:
1)在设计及使用等方面,解决了国内反应器所存在的电极腐蚀、泄漏、结垢、处理量小、费用高、使用寿命短以及无法消除的电絮凝反应所产生的气体等问题。
2)ETIG的电絮凝反应器设计先进,技术成熟,清洗无需酸洗,消除了操作危险和对环境的再次污染。
3)ETIG电絮凝系统可以最大限度的重复利用已有设备及建筑,且完全实现了工业化。
4)ETIG的电絮凝反应器拥有相应的知识产权,是美国国家环保署唯一认可的同类技术,国际上处于领先。
2 实验材料与方法
2.1 某冶炼厂冶炼废水现状
以某冶炼厂2018年6月的实际排放情况为例,经检测,其废水超标排放,造成了严重的环境污染及重金属资源浪费。具体排放情况如表1所示。

表1 某冶炼厂总排口废水在线监测数据分析结果
2.2 试验仪器与药剂
1)试验主要仪器及设备:pH 计(Model 868,Orion Research.Inc.);ETIG 9.6 L/min(13.8 m3/d)电絮凝处理设备;250 mL烧杯、玻棒、过滤斗、2 L塑料杯、电导仪、2 m3立方槽、集水箱;原子吸收分光光度计(AA-7000,SHIMADZU)。
2)试验主要药剂:Ca(OH)2溶液、稀 H2SO4、絮凝剂等。
2.3 中试试验方法
本试验采用的ETIG电絮凝法处理冶炼废水工艺的构筑物及设备包括筛网、原水池、电絮凝反应系统、除泡池、絮凝剂投加系统、澄清池、污泥沉淀池、压滤机等。具体工艺流程简单示意图如图2所示。
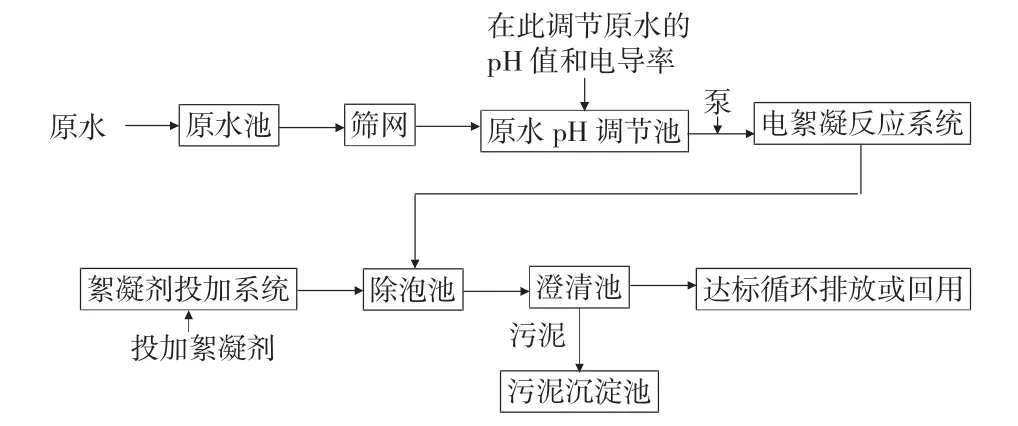
图2 ETIG电絮凝法工艺流程
图2 中,筛网是污水站第一道预处理设施,用于去除悬浮物等杂物;由于一般生产废水的排放量在一天内变化幅度较大,原水池用于均衡废水的水质和水量;电絮凝反应系统
2.4 重金属的检测方法
本试验中采用火焰原子吸收法检测,并将检测结果进行记录、整理和分析。
3 中试试验结果及分析
3.1 中试试验系统调试阶段
6月2日—6月4为调试阶段,记录的废水处理前、后的 pH 值及 Pb、Zn、Cd、As浓度,其中,所有重金属污染物浓度均按mg/L计,去除率按%计。通过数据可以看到,调试阶段的前两天,只有总镉的处理数据没有达标。分析原因,可能是仪器的一些相关参数还未调整到最佳状态,故6月4日对仪器进行了调整,调整后各项指标均达标。同时,经过这三天的调试可知,处理过程中整流器的电压值最好高于18 V;原水样的电导率最好大于2 000 μs/cm;电流值不能低于75 A。
3.2 连续运行阶段
连续运行阶段是系统正常工作的阶段。6月5日—6月16日为仪器24 h连续运行阶段,同样记录的废水处理前、后的pH值及Pb、Zn、Cd、As浓度。通过数据可以看到,连续运行阶段冶炼废水经过ETIG电絮凝反应系统处理后,各项指标都远低于排放标准,有的甚至达到100%的去除率,处理效果非常好。
3.3 高浓度水样处理阶段
6月17日—6月23日,人为的把水样中镉、砷的含量提高,记录的废水处理前、后的pH值及Pb、Zn、Cd、As浓度。结果发现,处理后的水样总镉、总砷含量达标,且其他指标也都非常理想,说明ETIG电絮凝反应系统对于高镉和高砷水样的处理较为适用。
3.4 参数分析及不同工艺试验结果对比
1)参数分析。通过试验发现,整个处理过程的参数方面,原水样的电导率、pH值、整流器的电压和电流值等会对ETIG电絮凝工艺处理效果产生影响。具体的,高浓度和高电导率的水样pH值调节到8.5~9.0之间较好,而其余的一般水样则将pH值控制在7.5 ~9.0之间即可。电导率太低,电流值减小,会影响处理的效果,而电导率过高,说明水样中金属离子含量很高,也会影响处理效果。
2)ETIG电絮凝工艺处理与化学处理的比较。以6月14日数据为例,比较ETIG电絮凝工艺与化学处理的效果。结果如图3、下页图4、图5所示。

图3 ETIG电絮凝工艺与化学处理前后总镉排放浓度比较
由图3、图4、图5可以看出,化学处理的工艺,处理效果不理想,排放废水中总镉严重超标,同时pH值超标严重,无法达到国家排放标准。而废水经ETIG电絮凝工艺处理后,各污染指标的排放浓度都很低,远远优于国家排放标准。具体的,铅的含量非常低,去除率达99.19%,几乎不能检测出来;锌的浓度低至ICP未检出,可视为排放浓度为0,去除率达99.98%;镉的含量非常低,其平均值仅为0.018 mg/L,去除率达99.17%;砷的含量非常低,其平均值仅为0.011 mg/L,去除率达97.48%。同时,pH值基本上在7~9范围内,其平均值为8.65,是达标的。

图4 ETIG电絮凝工艺与化学处理前后总砷排放浓度比较

图5 ETIG电絮凝工艺与化学处理前后pH值比较
4 结语
综上所述,采用美国环保科技国际集团(ETIG)电絮凝反应器处理冶炼废水后,可以确保废水达标排放,从而大大减少排污费的交纳。而且,各重金属因子浓度极低,远远优于国家排放标准,利于环境保护及冶炼业的可持续发展。同时,还可进行资源化利用,回收大量重金属,创造经济效益。总之,ETIG电絮凝工艺在处理冶炼废水方面,是一种可以达到环境效益和经济效益双赢的水处理技术。