氧气管道施工策略研究
2018-03-02邱伟
邱伟
(宁波星箭航天机械有限公司,浙江 宁波 315153)
氧气管道随着工业的发展建设逐渐增多,但氧气具有较强的氧化性、助燃性和极大的化学活性,相比其他输气管道,氧气管道更易发生燃烧、爆炸的安全事故,从而造成相应的损失。
1 氧气管道危险因素分析
氧气管道发生的安全事故均为管道着火燃烧和爆炸,一般有以下几种情况。
(1)物体颗粒在氧气管道中高速运动时,与管壁、焊瘤、弯头、阀门和管道分岔处的相互摩擦和冲击。(2)阀门突然开启,低压区氧气急剧压缩,形成所谓“绝热压缩”,局部温度突然升高,不及时散失,达到着火点。(3)阀门启闭时阀门各部件的挤压和摩擦。(4)管道周围由热源辐射引起的环境温度升高。(5)管道内壁脱脂不彻底,造成引燃。(6)静电感应引起爆燃。
由此来看,氧气管道所发生的安全事故,虽有在管理、操作、维护上的不当引起,更有设计和施工过程中的缺陷造成。
2 氧气管道及附件的选用
2.1 氧气管道材质的选用
氧气管道选用无缝管,管道的材质,主要依据管道中氧气的压力、流速等因素来选用,具体选用见表1。
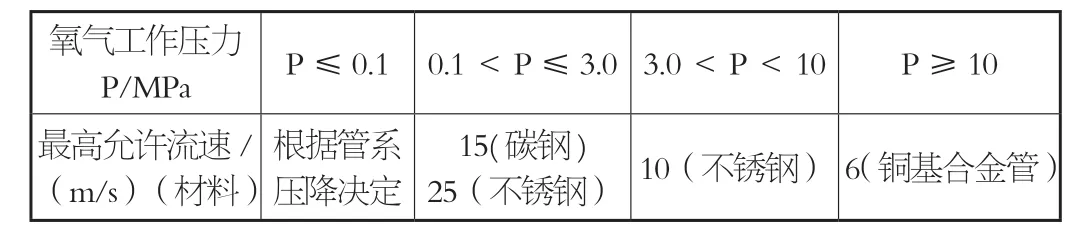
表1 氧气管道材料选用
2.2 氧气管道连接中密封垫片的选用(见表2)
2.3 氧气管道上阀件材料的选用
氧气管道上应选用专用氧气阀门,阀门材料见表3。

表2 管道连接中垫片的选用

表3 阀门材料选用要求
2.4 氧气管道上仪器仪表的选用
计量仪表选用时应首先满足防火、防爆的要求。
3 氧气管道施工过程中的检查处理
氧气管道在施工过程中遗留在管道内的焊渣、油污和其它杂质,易在使用中引发管道的燃烧和爆炸。为确保安全,应在氧气管道施工过程中进行焊缝检查、强度试验、脱脂和吹扫。
3.1 氧气管道焊缝检查
(1)氧气管道对接焊缝的外观质量需进行100%的检验,一般情况下不低于Ⅱ级焊缝标准。(2)氧气管道对接焊缝内部质量无损探伤的结果一般情况下不低于Ⅱ级焊缝标准。设计压力<1.5MPa的氧气管道,对接焊缝无损探伤抽查比例不低于15%;设计压力≥1.5MPa的氧气管道,对接焊缝无损探伤抽查比例100%。当采用超声波进行无损探伤时,氧气管道对接焊缝内部质量验收级别必须相应提高一级。
3.2 氧气管道强度试验
氧气管道安装前还应进行强度试验。试验一般采用CL-含量≤25ppm的纯净水,试验压力为1.5倍的设计压力。达到试验压力后维持10min,检查管道无变形,无渗漏为合格。试验完毕用洁净的空气或氮气将管内残液吹扫干净。
3.3 氧气管道的除锈
因氧气管道必须保持内壁的光滑清洁,在氧气管道脱脂前,先对其内表面进行除锈,具体可采用喷砂、钢刷或酸洗等方法。碳素钢管在酸洗除锈后,还需对其表面进行钝化处理。不锈钢、铜及铝合金管道只进行脱脂,无需除锈。
3.4 氧气管道的脱脂
氧气管道属于禁油管道,因此管道安装前和检修后都必须对其进行脱脂。脱脂依据《脱脂工程施工及验收规范》进行,并对使用后的脱脂剂取样检测,确认脱脂合格后,使用无水乙醇彻底清洗管道,再用洁净的空气或氮气将管内残液吹扫干净。
3.5 氧气管道的吹扫
氧气管道施工后应用无油干燥的洁净空气或氮气将管内残留的液体和颗粒杂质吹扫干净,吹扫速度应不小于20m/s。吹扫完毕,充氮保护,以免外界污染。严禁用氧气吹扫管道。
4 氧气管道的安装要求
(1)氧气管道安装过程中,应采取有效措施,防止受到二次污染,安装人员的双手、工具和服装不应染有油污。(2)管道的对接焊缝不应设在支、吊架处,且管道与支、吊架接的接触面必须垫非金属垫片加以保护。(3)氧气管道不应穿过高温及火焰区,严禁与燃油管道同管沟敷设;氧气管沟敷设时严防带入油脂和其他易燃物,也不得与电缆沟相通;氧气管道的放气口,应引出室外,且附近严禁烟火。氧气管道与其他管道、建筑物的间距应按照相关规定执行。(4)为防止静电聚集产生火花放电引发事故,氧气管道均应有静电接地装置。室外管道每80~100m做1处静电接地,室内管道30~40m做1处接地装置,接地电阻值≤10Ω;当每对法兰或螺纹接头间电阻值>0.03Ω时,应设跨接导线。静电接地安装完毕后,必须进行测试,电阻值超标时,应进行检查和调整。(5)氧气管道安装完毕后,应做气密性试验。试验时用干燥洁净的空气或氮气将管道充压至管道设计压力后,保持24h。试验终止后计算管道泄漏率A对室内管道≤0.25%,对室外管道以≤0.5%为合格。泄漏率A按下式计算:
当DN<0.3m时:


当DN≥0.3m时:式中:A——泄漏率,%;
P1、P2——试验开始、终止时的绝对压力,MPa;
t1、t2——试验开始、终止时的温度,℃;
DN——管道的公称直径,m。
5 氧气管道的使用及维护
氧气管道使用及维护需建立氧气管道档案,并由专人管理。氧气管道使用和维护应指派熟悉氧气管道流程的专业人员进行操作,其常规使用和维护如下。
(1)手动切断阀必须开启自如,人员操作时站在阀门侧面,并缓慢操作。(2)操作带旁通阀的阀门时,应先开启旁通阀,使下游侧先充压,当主阀两侧压差小于等于0.3MPa时再开主阀。禁止把非调节阀门作为调节阀使用。(3)与氧气接触的设备、阀门、管道和容器,检修时严禁被油脂污染。检修后必须进行脱脂处理,确认脱脂合格后,才能使用。(4)氧气管道或阀门着火时,应立即切断上游气源。(5)氧气管道要经常检查维护,每3~5年1次,管路严禁带压拆卸。管道上的安全阀、压力表和容器,均要定期检定。
6 结语
氧气管道的安全运行,不但需要规范的管理和日常的维护,更依托合理的设计以及可靠的施工质量。施工过程中,氧气管道从图纸审查到材料、设备进场检验,特别是管道内壁的除锈、脱脂及管道的焊接、探伤、吹扫、强度、气密以及静电接地,每一道工序都要严格把关,做到管道内部洁净,外部无泄漏,静电无聚集,从根源上杜绝安全隐患,确保氧气管道的使用安全。
[1]GB 50030-2013,氧气站设计规范[S].
[2]HG 20202-2014,脱脂工程施工及验收规范[S].
[3]GB 50236-2011,现场设备、工业管道焊接工程施工及验收规范[S].
[4]GB 50235-2010,工业金属管道工程施工及验收规范[S].
[5]GB 50184-2011,工业金属管道安装工程施工质量检验评定标准[S].
[6]GB 16912-2008,深度冷冻法生产氧气及相关气体安全技术规程[S].
[7]GB 50136-2000,工业金属管道设计规范[S].