关于装配尺寸链计算的研究与分析
2018-03-02郭宵彬
郭宵彬
(中车青岛四方机车车辆股份有限公司,山东 青岛 266111)
机械产品装配包括装配、调整、试验几部分,属于整个机械产品的最终环节,直接决定着机械产品的制作质量。产品的设计、制造环节需要对零件的尺寸、精度进行深入分析,因此,在整个机械产品的装配过程中,可以借助装配尺寸链评定、分析装配精度。
1 装配尺寸链的相关概述
1.1 装配尺寸链的定义
在机械产品、机械部件的生产、装配过程中,将对应的装配精度尺寸按照一定的顺序连接起来,组成一个全新、封闭的尺寸组,如图1所示。简单而言,装配尺寸链也可以称之为尺寸组,在实际的装配工作中,装配尺寸链的质量直接影响着机械产品的工艺、结构、组建质量、装配质量、精度等。只有加强平键与键槽的配合,按要求设计出间隙,就能够组建出新的装配尺寸链。

图1 为装配尺寸链的结构示意图
1.2 装配尺寸链构建方式
就实际的情况而言,装配尺寸链与工艺尺寸链两者之间的类似度较强,装配尺寸链的构建包括封闭环、组成环两部分。封闭环指的是在机械及其的生产、加工、装配中,能够间接的获取相应的尺寸,封闭环达到的精度是装配尺寸链,对装配技术有着重要要求,对应的是制造过程中的装配尺寸精度。在实际的装配过程中,装配的精度、尺寸、位置均会受到组成环的影响。封闭环之外的尺寸就是组成环,分为增环、减环两种,在装配尺寸链中组成环依据同向为减、异向为增的原理,能够迅速将组成环的性质辨别出来。
1.3 装配尺寸链的特点
(1)装配尺寸链内的封闭环必须要满足机器、零部件的要求,装入键槽内时,要保持一定的间隙。以此满足装配精度的要求,形成符合尺寸的封闭环。
(2)装配尺寸链中的封闭环不具备独立性,在装配结束之后,需要相关的零件保护才能够投入使用。
(3)装配尺寸链的组成环对装配精度有较高的要求,直接影响着零件、部件的尺寸,对位置的精准度也有影响。
2 装配尺寸链的计算
2.1 简单装配尺寸链计算
简单装配尺寸链分为极值法、概率法两种计算方法,在装配尺寸链的计算中,极值法、该算法的解算公式基本一致。在计算过程中,需要进行正面、中间、反面三项计算。就简单装配尺寸链的计算,本文重点探讨中间计算法,中间计算法装配尺寸链的计算公式如下。由于存在两种不同的计算公式,极值法、概率法,将已知条件代入公式中,遵守相关的计算依据,代入公式内得出平均公差计算公式。
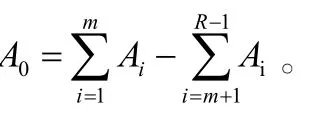
式中TM为平均公差,m为增环数量,n为减环数量,T0为封闭环的公差值。
根据装配加工中的复杂程度,总结各项实践经验,将协调环确定。依据平均公差公式,计算出组成环的公差,以相关的算法标准为依据,标注式子中的偏差。极值法需要按照入体原则进行标注,概率计算法按照双向等偏差原则标注。将协调环的尺寸、公差、偏差计算出来,标注出协调环,能够参照相关的工艺将解算出尺寸链。
2.2 复杂装配尺寸链的计算
2.3 装配尺寸链协调环的选择原则
锁闭环的公差装配过程中需要按照相关的要求开展各项装配施工,以既定值为依据,在计算出了组成环公差之后,一些组成环的公差可能存在着较大的误差。简单而言,就是取定的组成环公差也不一定是标准公差值。针对存在误差的组成环,在装配尺寸链中承担着协调作用,这类组成环可作为协调环。依据公式装配链的上下偏差,将尺寸链的数值计算出来,进而确定精准度,将精准度的误差控制在相应的范围内。协调环的选择原则主要如下。
在工艺过程中应该尽量选择没有确定尺寸的刀具加工,将不需要使用极限量检验的尺寸作为协调环的尺寸。
尽可能选择加工简便的协调环,确保后期加工速度与质量。针对一些装配较难的尺寸公差,应该遵守从大到小的原则,科学、合理取值,按照从严到简的加工标准,将一些难以加工的作为协调环,以此确保尺寸公差的精准度。在协调环的选取中,标准件、公共环无法作为协调环,根据实际的施工情况而言,协调环的制造难度与其他组成环的制造难度相比,基本一致。
3 装配尺寸链计算的应用案例
本文的应用案例主要是以减速器的某轴结构尺寸 为 主, 其 中 A1=40mm、A2=36mm、A3=4mm。在装配结束之后,要求轮齿的端部间隙A0控制在0.10mm~0.25mm的范围内。若是采取完全互换装配方式,先要将A1、A2、A3的极限偏差值确定出来。首先需要对轴装配进行深入分析,明确在装配之后的齿轮端部的间隙A0就是封闭环。将A1、A2、A3组成环,绘制出相应的装配尺寸链示意图,如下图2所示。从装配尺寸链图中能够得知,A0在0.1~0.25的范围内,属于封闭环,A1属于增环,A2、A3属于减环。
3.1 极值法计算
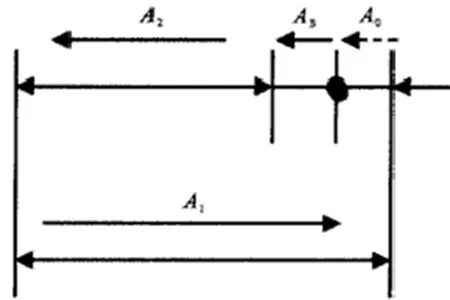
图2 为某对轴装配尺寸链结构示意图
在选择协调环时,应该考虑变速箱的壳体内部加工问题,因此,对精度的要求不高,进而在上述例子中,可以选择A1作为协调环。各个组成环的公差计算,首先需要分析各个尺寸,根据尺寸的大小,施工的复杂程度,T(A2)的取值为0.04、T(A3)的取值为0.02,则协调环的公差为 T(A0)=T(A1)+T(A2)+T(A3)。得出0.15=T(A1)+0.04+0.02,最终计算出答案T(A1)=0.09。零件的上下偏差,按照入体原则,得到A2=36(偏差为-0.04)°,A3=4°(偏差为-0.02)。协调环的上下偏差计算,依据上述尺寸链的计算公式,0.25=ES(A1)-(-0.04)-(-0.02)=0.1。EL(A1)=0.1,得到A1=40(误差范围为0.1~0.19)。
3.2 概率法计算
4 结语
综上所述,极值法是在极值的情况下,包含极大值与极小值两种情况,以精准度的要求为主,将组成环、封闭环之间的关系计算出来。通过本文的案例分析能够看出,这类计算方式简单,计算结果精准可靠。但是,如果封闭环的尺寸精度要求较高,组成环的数目过多,将会影响组成环公差的精准性,在公差上可能存在过大、精度过高的情况,增加了后期机械施工的难度。同极值计算法不同,概率计算法的核心属于公差范围中间部分零件。就零件而言,极限尺寸的零件数目较少,若是开展多环尺寸链装配工艺,极限尺寸的数量较少。因此,若是生产量过大,可以使用概率法计算尺寸链,进而降低制造成本。
[1]郑伟,马强.电机装配中轴向尺寸链的分析与计算[J].防爆电机,2017,52(05):126-128.
[2]张开富,杨海成,李原.装配尺寸链修配环最大修配量的分析与计算[J].机械设计,2015,25(03):223-224.